Ake - Cement Grinding - Training Book.doc
This document was uploaded by user and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this DMCA report form. Report DMCA
Overview
Download & View Ake - Cement Grinding - Training Book.doc as PDF for free.
More details
- Words: 17,586
- Pages: 72
Loading documents preview...
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT GRINDING Training Book
Renewed 2004-03-09
1
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT GRINDING – TRAINING BOOK CONTENTS INTRODUCTION …………………….…………………….
4
CEMENT CLINKER ………………..……………………… Clinker size ………………………………………….. Outdoor stored clinker……………………………….. Stock and silo segregation…………………………… Clinker minerals in view……………………………… Clinker minerals contribution in concrete……………. Crystal size cement minerals………………………….. Grindability C3S / C2S = Alite / Belite……………….. Compressive strength C3S / C2S……………………… Burning degree of clinker …………………………….. Important chemical reactions in a cement kiln………… Clinker colour………………………………………….. Cooling clinker after burning …………………………. Clinker temperature mill feed…………………………..
7 7 8 9 10 11 12 15 17 19 22 23 23 24
GYPSUM AND SULPHATES IN CEMENT………………… Sulphate from clinker………………………………….. Gypsum additive cement………………………………. Gypsum phases in cement……………………………… Optimal SO3 in cement………………………………… Gypsum have many functions………………………….. Anhydrite II ……………………………………………. Ruling SO3 in cement ………………………………….
25 25 26 26 28 29 30 30
LIMESTONE FILLER………………………………………… Separation in quality……………………………………
32 33
BLAST FURNANCE SLAG…………………………………...
34
CEMENT PROPERTIES………………………………………. Setting time…………………………………………….. Cement fineness………………………………………… Below 3 μm ……………………………………………. What is giving concrete compressive strength…………. Too coarse cement grains………………………………. Open mills – closed circuit…………………………….. Closed circuit mills ……………………………………..
35 35 37 38 39 40 42 43
Blaine or Specific surface……………………………… 44 Separator Reject………………………………………… 45
2
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Relation blaine – kWh/t………………………………… Circulating load………………………………………… Reduction of chromium Cr6+…………………………... Water injection into cement mill………………………. Cooling the cement…………………………………….. Crash stop – sieve testso..………………………………
45 47 52 52 53 54
GRINDING MEDIA AND MILL LINING. An example of positive development………………….. Control of grinding media……………………………… Refilling of grinding media……………………………. New grinding media control program…………………. Steel ball quality………………………………………. Classifying mill liners…………………………………. Thinking of security……………………………………
57 58 59 62 63 64 64
GRINDING ADDITIVES……………………………………..
65
STOP STATISTICS……………………………………………
66
RELATION DIAGRAM RESEARCH………………………...
67
STATISTIC TREATMENT OF DATA……………………….
68
DUST AND SPILLAGE……………………………………….
69
3
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT GRINDING – TRAINING BOOK INTRODUCTION To grind cement maybe seems to be a simple operation. The mill rotates and material goes in and out automatically. It is just to relax with a good magazine until it is time for lunch or time to go home. Or ???? Maybe something more need to be done, for a good mill operation? Maybe something could be better compared to present? Maybe I could do something myself? What kind of parameters will influence on the cement mill capacity, the production costs and the quality of the produced cement? Well, you will probably learn something about it in this course. However this training can’t give you everything, but with knowledge and possibilities to control some parameters, there are money to save and quality to improve. Remember it is not only one factor that impacts on the mill, they are many, and they will very often work together. Those who believe that a cement mill will grind a good cement quality without engagement have got the wrong attitude and should work with something else. All parameters must be optimised and followed up continuously, because nothing is static, with special interest for grinding media, additives, fineness and separator. With the right attention minimal costs and maximal production is achieved, and beside that also a good cement quality and happy customers that will return. This together will create a good working place, a place and products to be proud over. However it is never optimal to always produce highest possible quality, but to work with intention to reach the targets that have been agreed upon and then achieve lowest possible standard deviation. That is quality! Often the small cost saving possibilities are neglected, sometimes because managers do not believe there is money to save with cement production or because operators do not care enough. You must always seek and provide evidence and show the possibilities, get a picture where you stand, and in cooperation move forward in many small steps showing what you want and can do. Let us start this training with the raw materials for the cement production. As you already know clinker, gypsum, limestone and maybe grinding aid are used. Blast furnace slag, or coal fly ash, could also be used.
4
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Naturally it is impossible for mill operators to directly and completely control the quality of the raw materials for cement production, but if you understand how and why, you can influence others, especial if you can show profit possibilities and quality advantages with changes. It is a must to dare to make trials, but doing so must always be with understanding from people responsible to avoid quality problems. Even more important is to always make a close evaluation on all trials and to be able to make conclusions. What happened, how does it influence on the economy and what does it mean for the cement quality, are important questions to put forward. If you find something that is interesting and that you believe in, it is just to make a larger trial and evaluate again before the change is implemented and you can note that a new small step is taken in the right direction. This cannot be done only once. The situation/quality with raw materials and equipment change over time and the optimisation must follow. The relation between Production – Quality control and Maintenance is always important. It is important that responsible managers can listen, discuss, be open for trials and new ideas and positively handle ideas and proposals from colleagues and workers. Remember together mountains could be moved ! Try to work in a team to develop and solve problems and inform your colleagues about what you detect and learn so all can learn and understand. Then your team will be a winning team. In the large cement family where we now belongs, and there HTC (Heidelberg Technology Center) collect data to make internal bench marking every year, it might be even more important to show what you can and where you stand. Try to be the team that both will and can to put you high on the list. This training is dealing with conventionally ball mills for cement production and only mention the combination with Roller Press or vertical mills. Regarding a combination of a Ball Mill and a Roller Press we could say, that slightly different cement would be produced, with different characteristics. I have noted similar kWh/ton consumption compared to conventional ball mills, in spite of the advertising of low kWh/t consumption. I have also noted negative setting time increase of 20-35 minutes. The capacity could however be increased a lot with a Roller Press. Vertical mills with rollers still not exist in a large number and the experience regarding product quality and production is limited. Rumours about longer setting time and reduced early strength exist due to changes in the particle size distribution curve.
5
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Of cause the question exist “what will happened to the particle size distribution (read quality) under the life length of the rollers and the table where wear will change the situation during the lifetime”. Reports say lower energy consumption. If investments in this rather new technology are under consideration, I would like to recommend that, beside mechanical and electrical matters, also process and quality should be carefully evaluated before decisions are made.
6
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT CLINKER To grind cement and believe that clinker is just clinker and nothing else despite how it has been produced and handled is wrong. The clinker can in fact influence on your mill capacity with up to 50 % and naturally the same for the electrical consumption in kWh/ton. It sounds dramatic, and is of course not common cases but it is possible and it occurs. Clinker can also vary 50 % in quality so it is a good idea to produce a high quality clinker both in sense of MPa and other parameters influencing on grinding cement.
Clinker size. The grinding charge in a cement mills first chamber, normally 50-90 mm (50100) mm balls, is adopted to handle and crush a product that is -25 mm or -32 mm. If the clinker should have a noticeable part over those limits (>5 %), this will without any doubts influence in a negative direction on the grinding capacity and on the kWh/t consumption. If the limit 25 mm is a problem, using up to 100 mm balls would reduce the problem and move the limit to 32 mm. Pre crushing is another solution before mill. Large clinker could be caused by, high clinker liquid, overheated kiln or lumps in outdoor stored clinker where some parts of the clinker has hydrated to “concrete”. Large clinker balls or lumps will be enriched in the first chamber and act as useless grinding media for a long period before they are worn out. If this problem is notable, and too low capacity is a problem, it might be a good idea to sieve the clinker and get rid of the big balls or lumps before introducing the material into the cement mill. Large clinker or “concrete” lumps could be crushed separately and by that increase the grinding capacity on the mill. Large clinker balls should have been crushed in the clinker cooler but this is normally not working to the fully need of the cement mill. After crushing the larger clinker balls the material can be used together with the rest of the clinker. Coarse clinker will arise from high liquid phase (> 28 %). The melting phase for clinker is calculated by the following formula: 1,13 x C3A + 1,35 x C4AF + MgO + K2O + Na2O Good figures are between 23 – 27 %. Clinker liquid < 23 %. Low values will result in a dusty clinker that will be slightly difficult for the clinker cooler to handle. Beside that, better burning in the kiln is necessary because the chemical reactions will have difficulties. 7
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
We can express it as, with less liquid it will be more difficult for the components to react to the minerals that is cement, C3S, C2S, C3A and C4AF. Clinker liquid > 28 % The clinker is coarse and more or less is over the limits 26 mm or 32 mm. There is also a risk for heavy coating in the kiln burning zone (could be positive) and ring formations in the beginning and the end of the burning zone. There is also a risk that really big clinker balls could be created in the kiln that could grow to a diameter of 1 meter or more. These elephant balls can destroy bricks by staying in one position for some time creating a ditch, they can partly block the transport of material in the kiln. They can also sometimes attack the burner pipe causing damage, not to mention the problems in the cooler if such big ball will enter the clinker crusher. Powerful weapon against big clinker balls, are guns and water with very high pressure or the right raw meal composition to avoid them. Clinker with high liquid is normally easy to burn because the chemical reactions can easily occur also with slightly reduced temperature. Low liquid require hotter kiln and will result in larger crystals of Alite.
Outdoor stored clinker. What is happening while it is raining on cement clinker is that a top layer of around 10-70 cm will partly hydrate and transform to “Concrete” and become close to useless, regarding compressive strength development. What is below the top layer is much less hydrated but not as good as fresh clinker. Also high air moisture like in the tropics will affect clinker quality however more slowly compared to rain. After moisture or rain absorption, the clinker quality is reduced. How much depends on the rainfall and storage time outdoors, the compressive strength may be lost by 10-40 %. During very long storage also absorbed CO2 will contribute to destruction of the clinker. It is a lot of money that will be destroyed just because of wrong storage of the clinker. Partly hydrated clinker could be easy to grind, causing a wrong specific surface to control on and that could reduce compressive strength more than expected. At the laboratory it is easy to detect how far the hydration has gone just by analysis of the LOI (loss of ignition). Normally rather fresh clinker have <0,5 % LOI. How much of the clinker that will be destroyed by hydration could be seen in the diagram above. This is especially obvious for the development of the early compressive strength. Setting time will also be prolonged.
8
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
In the diagram below the measured relation can be observed. Relation compressive strength - LOI 100 90 80
MPA %
70 60 50 40 30 20 10 0 0
1
2
3
4
5
LOI %
If clinker is stored outdoors, but under a roof, the process of hydration by air borne moisture can affect the clinker, but only slowly and mostly on the surface. High temperature with very high relative air moisture as in the tropics will however be negative over time and speed up this reaction. While handling clinker stored outdoors, it is important to crush or remove lumps by using a leaning sieve or grizzly on top of the hopper where the clinker is fed into the cement grinding system. If you have to store clinker out doors and it may rain please cover it with tarpaulins. It will pay off. Always avoid placing clinker on wet ground. Clinker on such ground will act as a sponge.
Stock and silo segregation clinker. While dropping clinker, limestone, or any raw material with spread out size distribution, from above creates a pile where fine material will be enriched in the centre and coarse material classified with larger material farthest out. While emptying a large silo or stockpile the size distribution may change dramatically when the centre fines are finished and coarse material will replace. Changing mill capacity and may influence on the cement quality. In the picture below, representing 0,2 mm, we can see a cut through a pile that is close to the truth.
9
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Clinker minerals in view. All cement producers do not make microscope studies on clinker samples, but they can if they do say a lot about grind-ability and quality of the cement. In the picture below we can see a nice example of good clinker. We can clearly see the blue well formed Alite crystals, greenish rounded Belite and melting phase in between.
10
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
In the picture below we can see an example of over-burnt clinker with large deformed brown alite crystals with re-crystallised edges and dendrite formed remains of belite. We can also separate the melting phases in light C4AF and darker C3A. We can also see alite returned to belite due to slow cooling.
Clinker minerals contribution in concrete. The clinker is built up by different minerals. Alite (C3S - Ca3SiO5), normally 50-70 % Belit (C2S - Ca2SiO4), normally 5-25 % Aluminate (C3A – Ca3Al2O6), normally 2-10 % Ferrite (C4AF – Ca4Al2Fe2O10), normally 5-12 % Free lime (CaO), normally 0,5-2 % Periclase (MgO), normally 0-3 % Alkali sulphates (se under gypsum), normally 0,8-2,5 %. The function in concrete for the different minerals, are as follows. C3S
Will give most of the compressive strength up to 28 days and will generate moderate amounts of reaction heat. An increase of 1 % will increase early strength with around 0,5 MPa.
11
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
C2S
Will react slowly creating compressive strength mainly from 28 days up to 5 years. Generates small amounts of reaction heat.
C3A
Reacts rapidly with water generating large amounts of reaction heat. May create false set if unsatisfactory levels of sulphate occur. Will stimulate compressive strength for C3S and C2S, reduce setting time and may increase water demand. Susceptible to sulphate attacks from reactive soil and water. Will only give small contribution to compressive strength.
C4AF
Reacts rapidly with water but generate only moderate amounts of reaction heat. Regulate colour of the cement. Higher levels darker, lower lighter colour. Will only give small contribution to compressive strength.
Free CaO
Will stimulate the compressive strength growth. Large amounts (> 2 %) will cause expansion by hydration (Ca(OH)2 and may lead to cracks in concrete.
Periclase
Some Mg will replace Ca the C2S and C3S crystals but the rest (> 1,5 %) will be as free MgO. Large amounts (> 2 %) will cause expansion by hydration (Ca(OH)2 and may lead to cracks in concrete.
AlkalisulphateWill stimulate early compressive strength (1-3 d) but will also reduce later strength ≥ 28 days. Will occur as different minerals. See more under sulphates
Crystal size cement minerals. The active minerals of clinker are Alite (C3S - Ca3SiO5) and Belit (C2S Ca2SiO4). We can see them in the pictures above. It is those minerals that give the cement its strength in the concrete. When clinker is produced those minerals are created in the burning zone of the kiln. To start with they are very small crystals but it is so that small crystals will grow if there are time and the right conditions occur (in this case temperature). This means that the temperature in the kiln is high and that the liquid phase can carry the material that clinker is build up from. Also long burning zone may be negative as well as slow early cooling. Regarding cement grinding it is so, that small crystals are easy to separate from each other to good cement fineness, while large crystals are more difficult to crush to reach right fineness. It is more costly to grind a clinker with large Alite and Belite crystals compared to a clinker with small. Small crystals are 1020µm (0,01-0,02 mm) and large 25-100 µm (0,025-0,10 mm).
12
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
While crushing large crystals this will cause more electrostatic forces between the cement particles, the electrons does not always end up where they should be, creating (+) and (-) loaded particles. Since (+) and (-) are attracted by each other agglomerates is created. Small crystals are more reactive compared to large influencing on the cement quality as could be seen in the diagram below. Small crystals create better early compressive strength while 28 days strength is only minor affected. The difference is as could be seen rather large.
Production of small clinker mineral crystals. In this case a short burning zone and a very short effective cooling zone is good, plus an effective cooler in the first section that will create a rapid cooling of the clinker and thereby freezing the crystals. Particle size of raw meal can influence. For example large silica (sand) grains will create Belite clusters. Chemically seen, it is possible to create a clinker that is easy to burn (low fuel consumption, low burning zone temperature) by combining the chemistry right (moderate SM, right liquid, possible flour additive, right LSF) and have low standard deviation for the raw meal. Reduced burning zone temperature means reduced ability for crystal growth. A fineness of the raw meal that is adopted to the raw materials used is an advantage. The burn-ability for the clinker can be measured with 3 formulas.
Burn-ability index.
BI = C3S / (C3A+C4AF) Target 2,6-3,0
13
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Burn-ability factor.
BF = (LSF+(10*SM))-3*(MgO+Na2O+(K2O*0,66))
Target 108 (110-120) Min. burning temperature. BT = 1300+(4,51*C3S)-(3,74*C3A+12,64*C4AF) Wanted – as low temperature as possible. High temperature in the kiln burning zone by poor control or problems to reduce free CaO (high std deviation, large raw meal grains), means normally larger crystals, higher brick consumption and higher costs for fuel. To reduce the temperature in the burning zone is however not always simple and will to a great degree be depending on what kind of raw materials that are available, raw mill capacity etc. Low free CaO (< 1 %) means normally hard burning, higher temperature and larger crystals as a result. Good free CaO at 1,3-2 % will be the best. As could be seen in the diagram below liquid phase has an influence on the crystal size.
Grind-ability C3S / C2S = Alite / Belite.
14
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Ordinary Portland cement has normally high C3S and rather low C2S while LH (low heat) cement have got higher C2S and lower C3S. Regarding cement grinding it is so, that C3S is much easier to grind compared to C2S. This means that a clinker with high LSF (97-99 %) is much easier to grind compared to a clinker with for example LSF 90-92 %. The difference is approximate -2,6 % grinding capacity / % C2S increase. Of cause grinding kWh/t will increase proportionally. This means grinding capacity from LSF 98 to 91 will drop 18 % just because of changes in relation alite-belite. If LSF is increased, the C3S also will increase and C2S will be reduced. This means that slightly more fuel energy will be needed and the burning zone temperature will rise with expected higher brick consumption per ton clinker. But quality will increase and the grinding will be easier. It is important not to sub-optimise but to make a total optimisation. The grinding tests below where samples have been grown constant time (60 minutes) in a laboratory mill and blaine has been measured. Low values – hard to grind and opposite high values – easy to grind.
A grinding index where high is easy to grind and low difficult to grind give the following information. The cement chemistry modules below are all common calculations.
15
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Mineral Grinding factor ----------------------------------------------------------------------------------------------C3S 4,7 From those data we can calculate a grind-ability C2S 1,8 index for every cement. That will give an C3A 2,9 indication over grind ability. C4AF 2,0 Grind-ability is also highly influenced by clinker burning (free CaO, litre-weight), crystal size, temperature and mill.) ----------------------------------------------------------------------------------------------We can note that C2S is 2,6 times harder to grind compared to C3S and that also low C3A and high C4AF (sulphate resistant cement) reduce grind ability. Examples: ----------------------------------------------------------------------------------------------Cement A has the following modules: C3S = 67 A high quality ordinary cement C2S = 12 C3A = 5,5 C4AF= 8,5 We can calculate a grinding index of [67/4,7+12/1,8+5,5/2,9+8,5/2]= 27,1 ----------------------------------------------------------------------------------------------Cement B has the following modules: C3S = 54 A LH SR cement C2S = 27 C3A = 1,5 C4AF= 14,8 We can calculate a grinding index of [54/4,7+27/1,8+1.5/2,9+14.8/2]= 34,4 ----------------------------------------------------------------------------------------------The difference (27,1-34,4) is 7,3 or 27 % increase. Equal to a decrease in mill capacity with around 27 %. On top of this will come crystal size, burning degree, clinker size and gypsum and limestone additive. Below a diagram over the 3 Swedish factories and the relation clinker quality – blaine – energy consumption. In this diagram we can observe a difference of about 20 kWh/t due to a difference of LSF (mineral composition) but also other things. Diagram over energy consumption, and fineness for Swedish cement factories.
16
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Compressive strength C3S / C2S. Relation between C3S / C2S influence strongly on the compressive strength development. Even if both C3S and C2S give similar compressive strength after 1 year, it is nearly only C3S that will give compressive strength up to 28 days. Changes in the relation between C3S / C2S and also the summary of them both influence therefore directly on the development of compressive strength. Below diagram compressive strength developments different cement minerals. As can be seen at 7 days C3S stand for 96 % of the strength development, after 28 days 78 % and after one year 45 %. The relation between C3S and C2S is ruled by LSF and partly by SM.
17
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Strength development curves for C3S, C2S, C3A and C4AF up to 1 year. LSF – Lime Saturation Factor is the ruling instrument between C3S and C2S. How this relation looks like could be seen in the diagram below.
In the diagram below we can see how the relation between compressive strength and LSF looks like.
18
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Burning degree on the clinker. When a clinker nodule will start to form, around 1200-1250 º C in the preburning zone of the kiln, it is porous, mealy and light. The partly melted sticky clinker liquid is making it possible for the meal to form nodules. While the burning process will continue, the temperature will rise, more liquid is melted and the size of the clinker ball is shrinking, density increase and we got a sintered clinker ball. If we could stop this process at the right temperature, have the right mineral composition (C3S), optimal free lime [1,6 ± 0,3 %], well prepared raw meal, we will get small mineral crystals and easy ground clinker. If the quality ruling is bad with variations, and therefore we need to add more energy than necessary, the sintering process will continue. At the same time the density will go up and the size shrink and the mineral crystals grow. In worst case the clinker structure could be close to glass (complete melted at high temperatures). This clinker will be hard to grind and energy has been spent on increasing the grinding costs. To be able to obtain a good clinker quality, a low standard deviation on the kiln feed raw meal (LSF, SM and AM) is very important, specially for LSF and <SM. Here comes the true result of raw meal quality control and the homogenisation by silos after. A well working cement kiln has a standard deviation (s) for LSF on kiln feed < 1,5 %. That will say if the target for the raw meal is 97 % LSF, 68 % of the analysis must be within 97 ± 1,5 %, and 95 % within 97 ± 3,0 % or 2 x s. Of cause, the lower the better and values of 0,5-1 % std deviation are not uncommon for well operating kilns.
19
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The degree of burning was in the early days mainly analysed as litre weight for special sieved fraction. Today it is normally only measured as free lime (CaO). Free lime is hard burned lime that has not reacted chemically with silica (alt. aluminium or iron) creating cement minerals. I would recommend both. Free lime do not only depend on burning degree but also on LSF where high values (>100 %) will give high free lime also with hard burned clinker. If we measure litre weight we could say the following regarding weight and degree of burning. Those figures are influenced by mineral composition, particle size, clinker liquid, but mostly of the temperature and time in burning zone. The following figures are in general correct. Temperature Degree of burning --------------------------------------------------------------------------------------------< 1100 Poor clinker badly burned, often high free CaO 1100-1300 Light burned clinker – easy to grind 1300-1500 Medium burned clinker 1500-1700 Hard burned clinker, harder to grind >1700 Very hard burned clinker, more difficult to grind ---------------------------------------------------------------------------------------------The diagram below shows the relation between free CaO and litre weight for world market traded clinker. As could be seen there is no relation and many burn the clinker far too hard wasting fuel. Relation free CaO / Litre w eight 1900 1800
Litre weight g/l
1700 1600 1500 1400 1300 1200 1100 1000 0
0,5
1
1,5 Free CaO %
20
2
2,5
3
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Regarding the diagram above. Some may say well, this is from many suppliers and then there’s no relation but for a single factory there are. In the diagram below we have a single factory and the relation is still not very clear. Relation Free CaO / Litre w eight g/l Dec. 2001 - February 2004 2,5
free CaO
2
Violet dot = 2004 Red dots = 2003 Blue dots = 2002
1,5
1
0,5
0 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550 1600 1650 1700 1750 Li t r e w e i g h t g / l
It cost money in fuel energy to have high values on litre weight and it cost also money for extra grinding energy and reduced mill capacity. But it is easier for the operator to burn clinker with high litre weight values and low free CaO compared to the other way. The litre weight is measured by taking out spot samples, or general samples, of clinker, normally a special sized clinker fraction is sieved out. One litre bucket is filled and weight noted. The result will show how well the burning process has worked. Low values means badly burned clinker, normally < 1100 g/litre, normally dusty with high free lime sometimes yellowish colour. High values, >1500 g/l means too much fuel energy has been spent to make dense, compact sintered, hard ground clinker. Both are wrong regarding quality and optimal economical production. Increased levels of phosphorous (>0,5 %) may influence slightly as well as the total chemical composition. Litre weight is a much better measurement on the degree of burning compared to free lime but should be based upon general samples from an automatic sampler station (expensive). Spot samples do not say enough if they are not taken often.
Important chemical reactions in a cement kiln.
21
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Here are the 3 most important reactions in a cement kiln. Limestone become lime Temperature 750-1000 ˚C
CaCO3 CaO (56%) + CO2 (44% gas)
Creation of Belite Temperature 750-1250 ˚C
2 CaO + SiO2 Ca2SiO4
Creation of Alite 1400-1500 ˚C
CaO + Ca2SiO4 Ca3SiO5
In a concrete that normally contain 25-35 % cement the free lime will react with water after some days or weeks creating hydrated lime [Ca(OH) 2] that need the double volume (expansion). CaO + H2O Ca(OH)2 If there is a lot of free lime (>2 %) the pressure by the volume increase will cause cracks in the concrete from the inside. This can result in everything between micro cracks that can make the reinforcement rust, to a situation where the concrete return to gravel. All is depending on the concentration and the particle size of the free lime. Best possible free lime is 1,6 ±0,3 %. If MgO is high (>3,5% <5%) slightly lower target for free lime might be needed since MgO > 1,5 % will act as free MgO (Periclase) with same expansion as free CaO while producing magnesium hydroxide (Mg(OH)2. MgO may not exceed 5,0 % in cement according to EN-standard and many other standards in the world. High free lime is created under the following circumstances:
Too much calcium in the mixture, that will say LSF > 100 %, where the silica not is enough to react with. The reason could be bad quality control raw mill, large variations in the raw materials and bad homogenisation.
Low liquid phase (<23) meaning that the elements have difficulties reaching each other in an effective way. The liquid phase is the reaction media where the minerals will form. Higher temperature will help slightly.
Low burning zone temperature can also reduce the ability for the elements to reach each other forming cement minerals since the viscosity for the liquid phase will be too high.
22
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
It is only the 3:d point that has anything to do with the burning degree of the clinker. The other points, (1,2) depends on the chemistry.
Clinker colour. The right colour of cement clinker should be greyish black. How dark it will be is influenced by the content of iron and manganese. To have the right colour and stable colour on the cement is important for the customers. It is not very funny with striped buildings while using the same cement (or maybe it is?). The colour of the cement is also influenced by additive of limestone filler or blast furnace slag where limestone filler and blast furnace slag all make the cement lighter. Some markets prefer dark cement and I’m sure some like light cement. The colour, in this case caused by iron, influence C3A / C4AF in the following way. High C3A means light cement, low C3A and high C4AF means dark colour. The cement quality is not to a great extent influenced by the relation C3A / C4AF. But high C3A means normally more reactive cement with slightly higher early strength (0-3 days). Low C3A means sulphate resistant cement (<5 % C3A) and less reactive regarding early strength development but in most cases this cement will be slightly stronger at 28 days or higher test dates. If the clinker colour is brownish or dark brownish we can conclude that the iron is not oxidised to its Fe 3+ showing that the clinker was burned under reducing conditions. This can give a brownish colour on the cement that is negative and we can also say that reducing conditions in the kiln is very negative for the process and can affect the alkali-sulphate cycle in the kiln system. Reducing condition will break up sulphates.
Cooling clinker after burning. After the burning zone of the kiln the clinker will be cooled down in a cooler. It is very important that this cooling is rapid to below 1000 ˚C. If not C3S can break down to free CaO and C2S, crystal size can grow, or get destroyed or recrystallised and this can make the clinker less reactive. Moving burner pipe has in tests not shown any significant effect during trials but the length of the cooling zone in the kiln should play a role. The length of the burning zone has probably higher importance where burner, fuel fineness and gas content in the fuel influence. It is also a clear difference between a precalciner fired kiln, compared to 100 % kiln firing. The most important is the first part of the cooler where rapid cooling with a lot of cool air is important.
23
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Clinker temperature mill feed. Depending if the clinker will come directly from the kilns, or passing a large partly filled clinker storage, or if outside stored clinker is added, anyhow the temperature will be different on clinker mill feed. The yearly variations in outside temperature will also influence. The temperature on mill feed clinker can easily vary between 0-150 °C. Variations in clinker temperature will affect both grinding and cement quality. This temperature should be followed up as a quality control parameter where xy diagrams between production / temperature and other relations should be studied if large variations occur. We can note that warm clinker, normally is easier to grind compared with cold. Beside that we grind to a constant outgoing temperature from the mill meaning more or less cooling water is sprayed into the mill. This can influence on dewatering of gypsum and what forms the gypsum will be in (we comes back to this later) but also on hydration of fine cement particles. The flow of gas with particles and the resistance will be affected and thereby the function of the electrical precipitator if such is installed. If bag filters bags can have problems getting wet. It may be very difficult to rule the clinker temperature on mill feed, but it is positive to know that large temperature variations may not pass without influence on the cement quality and the mill performance.
24
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
GYPSUM AND SULPHATES IN CEMENT. To be able to have cement that behaves well regarding setting time, sulphate is needed. The sulphates will however not only influence on setting time but also on compressive strength development, grind-ability, how the cement behave in storage, concrete characteristics and volume stability. Optimal and rather stable SO3 content in good chemical configuration in the cement is very important. The sulphate is calculated as SO3 but exists as different sulphates. This is only a chemical way to calculate to make it simple.
Sulphate from clinker. Sulphate or SO3 in cement does not only come from added gypsum. Some sulphate already exists in the clinker as more or less easy soluble alkalisulphates or alkali-calcium-sulphates. The following mineral can occur in the clinker: Arcanite K2SO4 - common mineral if potassium dominates over sodium. Aphthitalite (K,Na)2SO4 - normally as (K3Na)2(SO4)4 - common mineral Ca-langbeinite Ca2K2(SO4)3 - exist if a lot of sulphur and potassium occur. Thenardite Na2SO4 - exist if the relation Na/K is high. Anhydrite I CaSO4 - exist if SO3 >2 % and SG >> 100 %. Very slow soluble and because of that useless ballast. [SG = degree of sulphatisation = SO3/alkali-Cl molar-balance %]
Some smaller quantities of sulphur can also exist in the cement minerals C3S and C2S but normally only 0,1-0,3 %. The amount of SO3 in clinker can vary between 0,2 – 2,2 %. This SO3 have an influence on the cement quality. This makes it also important to control SO3 in the clinker used, special if it is from different suppliers. The origin of the sulphates in the clinker is sulphur in raw materials (Pyrite and different sulphates) and from sulphur in fuels (Pyrite, sulphates and organically bound sulphur).
25
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Gypsum additive cement. The remaining need of sulphates in the cement is added in form of Gypsum CaSO4 x 2H2O], or in some cases Anhydrite II CaSO4], that is naturally dehydrated gypsum. If we go back in time only easy handled crushed natural gypsum were used making a stabile dosing easy. Today also chemical gypsum (from the reaction Apatit [Ca 5(PO4)3(OH,F)] + Sulphuric acid [H2SO4] Phosphoric acid [H3PO4] + Gypsum [CaSO4 2H2O]) is used. However residues of soluble fluorides and phosphates are influencing negatively on the setting time (longer) and compressive strength development (reduced). Since the cleaning of power station stacker gas from sulphur dioxide (SO2) started, also REA-gypsum is used. (Reaction; SO2 + limestone (CaCO3) + ½ O2 gypsum (CaSO4), alternative; SO2 + hydrated lime (Ca(OH)2) gypsum (CaSO4) + H2O). Those two produced gypsum types with 10-14 % moisture remind us of wet snow and therefore natural gypsum and / or clinker is normally blended in to be able to handle this fine-grained moist (9-13 %) sticky product. The risk is obvious that the amount of SO3 can vary in a disturbing way for the cement quality due to segregation from added material or trouble feeding it to the mill. One way to reduce possible variations, while using clinker, is to only use –10 mm clinker fraction to avoid segregation in silos and hoppers. By using a plough or Chinese hat under the fall out, segregation in silos or hoppers can also be reduced. Closer analysis of SO3 may also help. Some people have also tried to blend in cement to make it easier to handle. This will help if the percentage of cement is correct. I have seen hard gypsum mountains that needed blasting.
Gypsum phases in cement. The gypsum is in the cement mill partly be transformed into hemi-hydrate CaSO4 x ½H2O] and sometimes maybe also partly totally de-hydrated as Anhydrit III CaSO4] depending on temperature and time. Also relative humidity in the mill will influence. The half hydrate gypsum and Anhydrite III have both high solubility and can act fast compared to di-hydrate gypsum and natural Anhydrite. The transformation from di-hydrate gypsum (natural) to hemi-hydrate gypsum will during 10 minutes at 110 °C be carried through by 20 % while the reaction at 150 °C will be carried through close to 100 %.
26
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Total de-hydration to Anhydrite III will start around 150 °C and will be carried through close to 100 % at 200 °C. The temperatures in the mill, where the gypsum will pass through, will depend on the following parameters:
Incoming clinker temperature. Possible water spraying mill chamber 1. Water cooling mill chamber 2. How the water is added in the chambers. Specific surface cement (grinding energy added per ton cement). Air flow through the mill (m3/h) Outgoing cement temperature.
With a warm incoming clinker, and an outgoing cement temperature of 120 °C, water cooling in second chamber outlet only, we could estimate that the top temperature in the middle of the mill, or by the partition between chamber 1 and 2, could reach 150 °C or more. Exactly how far the gypsum de-hydration will go, have to be tested for different conditions for each mill. The factors that will influence mostly, are incoming clinker temperature and specific surfaces (grinding energy heat). The best situation for the cement quality is to have a stable and optimal dehydration of the gypsum. What is optimal could be around 50-60 % dehydration. We should later explain why this stability is important.
27
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
As could be seen, gypsum and natural anhydrite (II) have similar low solubility while hemi-hydrate has high solubility. If the gypsum is not de-hydrated enough, this can together with potassium and high temperature (> 65 ˚C) create disturbing cement lumps in the silo using crystal water from the gypsum. Those lumps can be broken by hand. The mineral that create those lumps is Syngenite, a mineral with long needle formed crystals with the formula K2Ca(SO4)2 H2O]. This mineral is easily created if the cement has got gypsum with crystal water, potassium (>0,6 %) and the cement temperature in the silo should be over 65 °C and storage time not too short. Even very low levels of syngenite, before any cement lumps are created, are disturbing since the cement will have reduced flow-ability. Too high de-hydration of gypsum can cause false setting in concrete caused by a lot of hemi-hydrate gypsum reacting with water back to gypsum (CaSO 4 ½ H2O + 1½ H2O CaSO4 2H2O). Knowledge about in what phases the gypsum occur in the cement, how to rule the SO3 content to stable optimal levels, the relation gypsum/hemi-hydrate with cement temperature and water spraying, are all important for the stability of the cement quality. A decrease in cement temperature out of mill with 5 ˚C may reduce your 1 day compressive strength with 50 %. A temperature increase of 5 ˚C may on the other hand increase your strength on 1 day tests but also give you false set problems. May be it is possible to find a model for ruling the relation gypsum / hemihydrate by using incoming clinker temperature, outgoing cement temperature, specific surface, airflow through mill and the water spaying / cooling in the mill. There are also differences between different types of gypsum where normally natural gypsum is more reactive compared with chemical gypsum (phosphor gypsum). Power station de-sulphurisation gypsum, so called REA-gypsum is possibly the least reactive. Natural anhydrite (II) has similar solubility compared to gypsum but will anyhow dissolve differently creating changes compared to gypsum. To complicate it even more, many producers add iron II sulphate (Fe 2+) to reduce soluble chromium (Cr6+). [Fe2+ + Cr6+ Fe3+ + Cr3+]. This is increasing setting time and may reduce early compressive strength. There are many sulphates to keep control over.
28
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Optimal SO3 i cement. SO3 have different optimum for different compressive strength ages and these optimums vary also with the cement chemistry and with the forms of sulphates. In general we can say that the need of sulphate vary with the C3A and alkali content so, that high C3A and high alkali need more sulphate to reach compressive strength optimum compared to opposite.
Relation SO3/Compressive strength 60 50
MPa
40 30 20
1d MPa
10
7d MPa
3d MPa 28 d MPa
0 1
1,5
2
2,5
3
3,5
4
4,5
% SO3
Cementa Slite STD-cement. As could be seen in the diagram above, the optimum for 1 day compressive strength is 2,9 % SO3 while optimum for 28 days compressive strength is at least 4 % SO3 with 1,15 % alkali and 7,7 % C3A. A low alkali (<0,6 %), SR (sulphate resistant) cement has optimum about ½-1 percent lower and more flat curves.
Gypsum has many functions. Regulate setting time Stimulate compressive strength development It acts as grinding media.
29
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
It reduces some percentage of the clinker from being over-ground (< 3 μm) and thereby useless. It will reduce energy consumption with around 1,5 kWh / % gypsum increase.
Ruling SO3 in the cement. Below is a good ruling table for gypsum additive and SO3. First mill production is filled in, limestone additive (filler) and pureness of gypsum. Then C3A and alkali for the clinker is filled in giving a recommendation for SO3 target. This can be filled in and the table for adjustments will change to adopt.
The sheet also gives some information to teach all involved the importance of ruling SO3 correctly. SO3 should be tested 2 times per shift and cement mill and feeders adjusted after the result. Gypsum quality should be tested on arrival to find out quality before used.
30
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
It is good to find out relation between gypsum phases in cement 1-2 times per month or after changes. Analysis of dihydrate gypsum, half hydrite gypsum and possible anhydrite III.
Ahydrite II This naturally dehydrated form of gypsum is sometimes used in a mixture with ordinary gypsum with 25-50 % to increase setting time or reduce the risk of false set (hot mill). Anhydrite is however slightly more difficult to grind and may therefore not give exactly the same effect as gypsum in the early stage of the cement mineral hydration.
31
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
LIMESTONE FILLER. Standard ordinary Portland cement type I, may use up to 5 % limestone additive, while so called Portland limestone cement may, for type IIA may use 6-20 % limestone and type IIB can use 21-35 % limestone in the cement. Using up to 5 % limestone additive to cement will not affect the cement quality ground with the same mill energy supply. The limestone used should be of high good quality with high calcium carbonate content (CaCO3 >75 %), low moisture, not coarser than grinding media is adopted for (-32 mm) and with very low clay (<1,2 %) and organic content (<0,5 %) (See EN std). The specific surface will be higher with limestone added at the same compressive strength level. This is because the limestone is much easier to grind compared to clinker, and will therefore increase the amount of particles < 5 μm. With limestone added new targets for the specific surface must be set. This means also that the quality of the cement is sensitive to variations in limestone added to the cement. Therefore a good interlocked weigh feeder is essential. It is better to rule quality by blaine compared to change limestone level. In normal cement about 15 % is finer ground than 3 m. 5 % of this is gypsum but if no other additives there are normally 10 % clinker that is over-ground to “good for nothing” reacting so fast that only heat will be the contribute to the young concrete. This means replacing the first 10 % with limestone do not affect very much on the compressive strength for a cement ground with the same kWh/t. What is added above 10 % of limestone will reduce compressive strength with 0,5 Mpa per % limestone at the same blaine. This can be compensated for by increasing blaine. Since the limestone normally is white or at least have lighter colour than clinker means that adding limestone to the cement will make the cement colour lighter. The fact that limestone has higher surface will also make the product lighter. Limestone filler is positive for the consistence and workability of the concrete, making cements with limestone additive in favour of others among users. Limestone filler in the cement may also add other positive effects.
The energy consumption per ton cement will be reduced (fuel, electricity) It acts partly as gypsum reducing the risk of quick set by blocking C3A It will reduce the environment load by reducing clinker in the cement and thereby reduce emission of carbon dioxide, sulphur, NOx and dust.
32
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
High amounts of limestone filler to the cement (>10 %) can in some cases cause cover of grinding media or lining. Grinding aid will help.
Separation in quality This is a problem for all raw materials. Size distribution in a crushed material is also a split in how hard the material have been to crush and that reflect very often the chemistry of this material. Sometimes the difference is small and sometimes it is very large. Placing a material in a stockpile from above, in a silo or in a hopper always create segregation if the material have a difference is size distribution. Fine material is placed in the middle of the heap and coarse material around. This can create increased standard deviation and disturbances in production. The picture below is from storage for limestone at one of our African factories. The target for LSF was around 97 % produced mainly by mixture of 2 limestone qualities homogenised before crusher. When I discovered this problem I sent the laboratory to take out a general sample (many small sample together) of the fine fraction and the same for the larger fraction. The LSF of the fine fraction was close to 70 % (very low) and the LSF for the coarse fraction was close to 550 %. This material was fed to a hopper by an overhead crane by an operator without any knowledge of this problem.
33
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
It caused huge variations how it was used. The same can be the situation for your limestone used in the cement. Be aware of the problem.
BLAST FURNANCE SLAG Granulated blast furnace slag is glass that to 50 % has got a chemical structure that is similar to C2S. This means that slag will, even if slow developing, create compressive strength. Clinker can stimulate the reactions so cements with slag could have very high compressive strength > 28 days. In ordinary Portland cement could granulated blast furnace slag replace the possible 5 % limestone but it would be a negative change since the ground slag will end up in the wrong end of the sieve curve. Portland slag cement type IIA will allow 6-20 % slag and type IIB allow 21-35 % slag. Blast furnace cement type IIIA allow 36-65 % slag, type IIIB 66-80 % slag and type IIIC 81-95 % slag. Composite cement will allow also up to 50 % slag. As has been mentioned before C2S is very hard top grind and this is also the case for granulated blast furnace slag. Double energy is needed to grind slag compared to clinker. Since slag is much lighter compared to cement clinker, slag cement will be lighter in colour. High amounts of slag will almost give a yellowish white colour of the concrete. Cements with high slag content will be slower to create compressive strength development compared to ordinary OPC but will reach the same or higher compressive strength after 1 year. Setting time will always be longer with slag cement compared to ordinary cement.
34
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
In the diagram above we can see hydration heat for ordinary cement and for a slag cement. Slag will just as cement clinker hydrate if it is stored outdoors even if the process goes more slowly. Therefore, old slag is not recommended, it should be fresh. The chemical composition of slag will also have influence on the quality and performance.
35
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT PROPERTIES The cement produced has different properties. Those depends on chemical composition, gypsum additive, limestone or other additives, burning degree, alite crystal size, sieve distribution and other things… Normally cement is tested for water demand, Le Chatelier (expansion), Blaine (fineness), SO3, setting time and compressive strength. What should be tested is regulated by standards, for Example EN-197 (European standard), ASTM (American standard) or GOST (Russian standard). Water demand - is ruled by fineness and additives. Le Chatelier - we have gone through above under free CaO and MgO. Blaine – fineness we will come to below SO3 – we have gone through under gypsum Setting time - will follow below Compressive strength – we have passed under clinker quality but also other parameters will influence like fineness, SO3 and additives.
Setting time.
36
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Setting time is the time it takes from cement, sand and water is blended until it gets stiff by the hydration of the clinker minerals. Normal setting time is 110170 minutes. It may not be below 60 minutes and if it is more than 200 minutes customers do not like it. Beside factors below this hydration process is for sure sensitive to temperature variations that will influence and there is also chemicals that could be used to accelerate or retard setting time. There are different things that influence. * Higher LSF normally reduce setting time. * Higher free CaO normally reduce setting time. * Higher C3A may reduce setting time. * Added iron sulphate (Cr6+ reduction) will increase setting time. * Phosphorous will increase setting time * Increased SO3 may reduce setting time. * Added limestone may reduce setting time. * Increased blaine will reduce setting time.
In the diagrams below, examples of relations between setting time and free CaO and setting time and limestone additive are shown from 2 factories.
37
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> Relation Setting time / free CaO % 2003-2004 300 275 250
min
225 200 175 150 125 100 75 0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
2,2
2,4
f re e Ca O %
The setting time is important for the user of the cement. The concrete may not be stiff too soon and not too late but just in time. To regulate the setting time with gypsum normally only 2 % soluble sulphate is needed. What is added above this level does not change much of the setting time. But different types of sulphate may influence slightly (See above).
If gypsum not is added to the cement, the aluminate (C3A) will cause quick set – flash set, almost directly after mixing the cement with water to concrete by producing hydrates. With soluble sulphate in the mixture, Ettringite [(Ca3Al(OH)612H2O)2(SO4)3 2H2O] will instead be created that will cover the surface of the aluminate and thereby slow down the hydration. The compressive strength development will be very slow without gypsum and that is a very good reason to have full control over SO3. False set, is another form of early stiffening of concrete cased by too much dewatered gypsum reacting back to di-hydrate gypsum. The reason for this is too hot cement mills, where a large part of the gypsum has been converted to hemi-hydrate and possible anhydrite III. Both are easy soluble sulphates that will react with water back to gypsum causing the setting. The same thing happened when we are making gypsum figures. If this is a problem, the water spraying should be optimised, the airflow through the mill increased and outgoing cement temperature target to be reduced.
38
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Another possibility, normally expensive, is to change a part of the gypsum added against natural anhydrite (II) that not will change in the mill and have similar solubility as gypsum. There are chemical products from Grace that could reduce setting time. From the clinker quality will increased free CaO and increased LSF reduce setting time while phosphorous, large alite and hard burning will increase.
Cement fineness. The reason behind grinding clinker is to obtain larger specific surface to improve the reactivity. The finer the cement is ground the higher the reactivity will be and the faster the chemical reactions – hydration will go. Normal blaine is between 300-400 m2/kg but products up to 600 m2/kg exists. If we look at a curve over the cement fineness we can note the following: The curse looks like an S expressed with logarithmic diagram. We can also see a fine tail and a coarse tail that for separator mills is small. Below Slite STD-cement ground with separator mill.
39
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Below 3 μm. The part of the clinker that is ground finer than 3 μm is too reactive and will react (hydrate) during the blending of concrete and only play a roll for the temperature in the concrete and setting time. This fraction will not directly influence on the compressive strength development except possible very early. In a normal OP cement (CEM I) the amount of particles <3μm is around 15 %. (fineness 300-400 m2/kg). Possible higher if the blaine is high and lower if the blaine is low. In this fraction we could expect to find a large part of the soft gypsum (around 5 %) also most of the added limestone (5 %). The reason is that gypsum and limestone are softer than clinker and easy to grind. They will reduce the amount of cement clinker that will be over-ground to only around 5 % (<3 μm). In CEM II with additive of 10-20 % limestone in principle all clinker < 3 μm is replaced by gypsum and limestone.
What is giving concrete compressive strength? 40
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
From above we learnt that it was from C3S up to 28 days and then also from C2S. But we must also add the particle size distribution since reactions are connected to surface available. If we generalise we could say that it is the cement grains between 3 and 32 μm that will give compressive strength up to 28 days. This part is normally 50-70 % of the cement, not so good cement lower. Naturally it is so that the surface on larger grains (>32 μm) also will react but their total summary surface is small compared to the smaller grains that the effect is small. The fraction +32 μm is normally 25-30 %. Hydration speed. It is the hydration of the cement minerals that create compressive strength for the concrete. We have above mentioned the importance of fine particles and that coarse are good for nothing. In the diagram below we can see normal hydration speed for whole grains. Or hydration speed into a cement particle. Hydration speed cem ent grains 8 7 6
µm
5 4 3 2 1 0 0
5
10
15 20
25
30
35
40
45 50
55
60
65
70
75 80
85
90
95
days
With this diagram we can calculate that it takes for full hydration of different cement grain size. That will say if we become slightly theoretic and consider all cement grains as round balls. If we use the information and create a diagram regarding the situation after 28 days it will be as follows.
41
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> Degree of hydratistation after 28 days 100 90 80 70
%
60 50 40 30 20 10 0 0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
particle size µm
With this calculation and what is said above we can calculate that up to 28 days the compressive strength comes from: <3 μm 3-32 μm 50-70 % of the weight stand for 77-92 % of the strength development 32-80 μm 25 % of the weight stand for 23-8 % of the strength development For mills with grains > 80 μm they will, as could be seen above, not contribute with more than 0-2 % even if we have several percent.
Too coarse cement grains. The cement fraction >80μm could be considered as cement ballast, wasted material of no use. Since cement clinker is expensive to produce, it is costly to have some percentage in this fraction. For every percentage >80 μm the cement compressive strength will loose. With normal cement mills with separator this figure should be 0. For open circuit mills the figure should be below 5 %. If this is not the case, the blaine indicate coarse ground cement with low specific surface, a not very well working open circuit mill or holes in the separator internal cone. It can for open circuit mills also indicate that there is very hard glassy clinker that is so hard that it is difficult to grind. (See earlier about glassy clinker under raw material – clinker). Dangerous coarse. If grains > 130 μm exist in enough quantities, those grains will act as free lime and crack the concrete from inside while hydrating in a very late stage.
42
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Normally this can occur with holes in inner cones of separator or with a badly charged open circuit mill, often in combination with hard grown clinker. In a diagram further on from a Russian factory called Pikalevo we can see an example from the case with hard grown clinker and old open circuit mills probably not very well charged. In the diagram below from a Turkish factory and closed circuit mill we can see how a laser diagram will looks like if there is a hole in the inner cone of the separator. In both cases actions should be taken immediately to correct the quality.
Diagram from a closed circuit mill. Specific surface 337 m2/kg This cement is bad with 7 % >80 μm, 6 % >100 μm and 2 % >200 μm. Those large grains will probably cause micro cracks in the concrete construction, possibly making the steel reinforcement corrode. This could cause buildings to collapse, specially in areas with earth shakes. Control of particle size distribution should be done regular intervals for every mill and cement quality to see how the mill and the separator operates. Sieve residue on 80 or 90 μm should be controlled 1-2 times per shift (8 hours) and mill. If values > 90 μm exceed 5 % larger screens should be used to find out how much is over 130 μm. If any > 130 μm it should be avoided by actions.
43
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Old mills – open circuit. If we go back in time we can note that the old mills had 3 chambers with different grinding media size distribution. In a mill like that you could produce cement with only around 1 % over 90 μm (open circuit mill) and normal specific surface. I suppose that the next generation with 2 chambers was changed to make them easier to handle and to reduce costs, but it was not a positive step for the cement quality. It became more difficult to hold down the percentage above 80 μm and results were often 1-5 % > 80 μm. We must keep in our mind, that clinker grains over 80 μm are only ballast that not will contribute to the compressive strength development. It is wasted clinker good for nothing. In the diagram below we can observe particle size distribution for an open circuit Russian mill with 2 chambers, specific surface 331 m2/kg.
As could be seen this cement has 16 % < 3 μm, only 45 % is within 3-32 μm, 8 % > 80 μm, 5% > 100 μm and dangerous 3 % > 130 μm. Not any good cement. With more of the ground cement between 3-32 μm a higher quality and compressive strength could be reached. Beside that all grains above 130 μm should disappear.
44
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The results depends on clinker quality and how well the mill and for mills with separator, how well that works. There should always be clear routines to follow up and adjust to keep the cement quality high according to the goals set.
Closed circuit mills. In a closed circuit mill the material is only partly finished ground in the mill. Separation of finished cement and rejects are done in a separator. There are many types of separators. A reasonable good sieve curve from a well working mill unit could look like the one below.
Higher circulating load and higher separator speed will make the size distribution curve steeper – increasing the amount of 3-32 μm product.
45
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Blaine or specific surface Diagram over the relation between specific surface and size distribution.
1=500 m2/kg, 2=400 m2/kg, 3=300 m2/kg Blaine is a way to measure the fineness of the cement. The airflow resistance is measured in a compressed bed of cement. Finer particles will create a higher pressure drop, compared to coarser. This is not a real test of the particle surface but there is a clear relation between the fineness (particle surface) and measurement result, and this is a fast and easy method. A particle size analyser (laser) is a better instrument to detect cement fineness for example percentage of < 3 μm, 3-32 μm, > 80 μm and mean size. The curve form can also give us information. This analysis open up possibilities to follow the function of the separator, mill performance, clinker quality variations and many other things regarding cement quality and mill system. The slope of the curve in a particle size distribution diagram, if we exclude the ends in the top and bottom, will show how modern and efficient your mill separator is and what circulating load you have. The closer to vertical (90º) the curve is the more modern the system is and the better the clinker will be used for strength development in the concrete. Less undersize (< 3 μm) and less oversize (> 80 μm) and more between 3-32 μm. Today mostly blaine is expressed as m2/kg, normal values 300-400 m2/kg and sometimes as cm2/g, normal values 3000-4000 cm2/g.
46
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Separator reject. It is important to control the quality of produced cement but it is also important to control the separator reject. This control should be carried out 1-2 times per month for each mill and cement quality. It is important to make a sieve test on 90μm and 200 μm or much better, make a laser size distribution the size distribution looks like and how much of the reject that could have been good cement (< 32 μm). This control will give the operative status of the separator. While making those controls it is always important to compare the result with earlier tests and try to understand the difference. If the amount of grains over 200 μm is high, it is a good idea to think why. The reason could be the mill charge but often also glassy clinker from over burning. A chemical analysis including free CaO could tell more.
Relation blaine – kWh/t Diagram over the relation between specific surface and needed energy. Of cause this curve will depend on clinker quality, amount of added gypsum and filler, but that will only cause parallel movement. Also the type of mill will influence (open or closed circuit and type of separator). Relation specifik yta - kWh/t
Relation blaine / kWh/t
6000
5000
cm2/g
4000
3000
2000
1000
0 0
20
40
60
80
100
120
kWh/t
This relation is not linear, so for every step to higher fineness you have to add more kWh/ton compared to earlier steps. The finer we grind the cement, the higher specific surface and the more energy is needed.
47
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Fineness is normally ruled by sieve residue 90 m and by blaine that is an artificial measurement of particle surface. The relation between mill capacity and blaine could be seen in the diagram below for 2 cement mills and factories. Re latio n bla ine / c apac ity
180 160
capacity t/h
140 120 100 80 60 40 20 0 250
300
350
400
450
500
550
600
blaine m 2/kg
kWh/t
Relation kWh/t / blaine 65 60 55 50 45 40 35 30 25 20 15 10 5 0
Open circuit mill Closed circuit mill
200
225
250
275
300
325
350
375
400
425
450
475
500
525
blaine m 2/kg
In the diagram above we compare open and closed circuit mills regarding energy consumption (kWh/t). Specific surface is of cause important for the cement quality to rule but sometimes we overestimate the influence. The effect of changes is furthermore only half for the concrete compared to cement prism testing.
48
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The most important is to have good particle size distribution, the right amount between 3-32 μm, and other important parameters at optimum. The specific surface is likewise a quality ruling instrument for the cement, however not the only one. Depending on quality produced we could expect ~0,5 MPa / 10 m2/kg . Another way of describing it would be; Mill output change = (Blaine 1 / Blaine 2)1,4
Circulating load Described as follows; Circulating load = Quantity out of mill / Finished cement Or Circulating load = (Mill feed + Separator reject) / Finished cement Is this figure = 1, it means that the separator not is used at all and that the mill produce finished cement. This is okay for an old open circuit mill but not for a mill with a separator. If so the charge consists of too small grinding media that holds back the flow through the mill and low draft could also influence. Good circulation load for old separator mills is 1,4 – 2, and for modern mills 24. Higher value normally means more vertical sieve curve. Different specific surface will influence on circulation load as well as different hardness of the clinker. Generally we could say that low circulation load means that the separator is not really in use and grinding media is too small in the mill. High circulation load (>4) means that the mill is not working well or the separator does not operate well (example notable quantities < 30 μm in reject). If the separator has the capacity a circulating load of 4 is optimum where energy consumption is low and output on top. Circulating load curves (below) can vary with clinker grind ability, separator and mill condition and tests should be made to find your own optimum.
49
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Relation m ill output / circulating load 110 108 106 104 102 100 98 96 1
2
3
4
5
6
Circ ulating lo a d
Relation energy consum ption / circulating load 44
43 42
41 40
39 38 1
2
3
4
5
6
Circ ulating lo a d
If there is no weight control to calculate circulating load it could also be calculated from laser sieve distribution curves taken from: P = Product R = Rejects M = Mill output.
The formula is:
50
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Circulating load = (ΣP – ΣR) / (ΣM – ΣR) Let us make an example. We create a table from the laser measurements. Sieve fraction µm
% Passing Product Reject Mill product (P) (R) (M)
1,0
0,7
0,2
0,3
1,6
3,8
0,6
1,5
2,0
6,2
1,0
2,5
3,0
11,9
1,8
4,8
4,0
16,7
2,5
6,9
5,0
20,9
3,1
8,7
8,0
31,6
4,2
13,1
12,0
43,7
4,5
17,4
18,0
59,0
5,6
23,4
25,0
72,7
10,1
30,8
32,0
82,3
17,2
38,6
45,0
92,7
32,8
52,1
63,0
98,5
52,8
66,2
90,0
100,0
70,4
78,9
125,0
100,0
82,6
86,9
200,0
Summa
100,0
91,5
93,0
840,9
380,9
525,1
This table can be used to calculate circulating load C = Circulating load. (ΣP – ΣR) (840,9 – 380,9) 460,0 C = -------------- = ------------------------ = ------------ = 3,2 (ΣM – ΣR) (525,1 – 380,9) 144,2 This information could also be used to produce tromp curves to study how the separator works. The Tromp value = (Δ R * 100 / Δ M) * (1-1 / C) Example. Tromp value at 2 μm is (0,4 * 100 / 1,0) * (1-1 / 3,5) = 28,6 %
In the table below we can study a normal case from Slite works.
51
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> Sieve % Passing Tromp value µm Product Reject Mill output ΔR ΔK C % 1,0 1,6 2,0 3,0 4,0 5,0 8,0 12,0 18,0 25,0 32,0 45,0 63,0 90,0 125,0 200,0
0,7 3,8 6,2 11,9 16,7 20,9 31,6 43,7 59,0 72,7 82,3 92,7 98,5 100,0 100,0 100,0
0,2 0,6 1,0 1,8 2,5 3,1 4,2 4,5 5,6 10,1 17,2 32,8 52,8 70,4 82,6 91,5
0,3 1,5 2,5 4,8 6,9 8,7 13,1 17,4 23,4 30,8 38,6 52,1 66,2 78,9 86,9 93,0
Σ
840,9
380,9
525,1
Cirkulation value Separator bypass Cut size, D50 Sharpness index D75/D25
0,2 0,4 0,4 0,8 0,7 0,6 1,1 0,3 1,1 4,5 7,1 15,6 20,0 17,6 12,2 8,9
0,3 1,2 1,0 2,3 2,1 1,8 4,4 4,3 6,0 7,4 7,8 13,5 14,1 12,7 8,0 6,1
5,4 3,6 3,5 3,4 3,2 3,2 3,1 3,0 3,0 3,0 3,0 3,1 3,4 3,5 4,0 5,7
45,8 22,9 27,5 23,9 22,9 22,9 17,2 4,8 12,6 41,7 62,5 79,3 97,4 95,1 104,7 100,2
3,2
3,2 4,8% 27µm 1,9
C2 2003-09-09 100,0 90,0
Trompvalue %
80,0
This area is finished cement
70,0 60,0 50,0 40,0 30,0 20,0 10,0 0,0 1,0
10,0
µm
100,0
1000,0
Best results has been provided with single pass cage rotor separator Sieve µm
% Passing Product (P)
Reject (R)
52
Mill output (M)
C
Separator Efficiency %
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> 1,0 1,6 2,0 3,0 4,0 5,0 8,0 12,0 18,0 25,0 32,0 45,0 63,0 90,0 125,0 200,0 Summa
0,7 3,8 6,2 11,9 16,7 20,9 31,6 43,7 59,0 72,7 82,3 92,7 98,5 100,0 100,0 100,0 840,9
0,2 0,6 1,0 1,8 2,5 3,1 4,2 4,5 5,6 10,1 17,2 32,8 52,8 70,4 82,6 91,5 380,9
0,3 1,5 2,5 4,8 6,9 8,7 13,1 17,4 23,4 30,8 38,6 52,1 66,2 78,9 86,9 93,0 525,1
5,4 3,6 3,5 3,4 3,2 3,2 3,1 3,0 3,0 3,0 3,0 3,1 3,4 3,5 4,0 5,7 3,2
45,7 71,1 71,4 73,7 75,0 75,6 78,4 82,7 84,0 78,1 70,1 57,3 43,6 36,4 28,4 19,0
Separator efficiency 100,0
Efficiency %
90,0 80,0 70,0 60,0 50,0 40,0 30,0 20,0 10,0 0,0 0
10
20
30
40 50 60 Sieve passing
70
80
90
100
Reduction of chromium Cr6+ In the raw materials small amounts of chromium in form of Cr 3+ exist. In this form chromium is essential, for all the living animals and plants including humans. In the grinding media and lining, specially in high alloy steel there are 53
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
up to 20 % metallic chromium and in some types of magnesite bricks the chromium content is high (chromium magnesite). Chromium will, in the hot burning zone of the kiln, be oxidised to Cr 6+, a bright yellow, water soluble, cancerogen, allergen product. Cement is not eaten and this dangerous form of chromium does not exist in large amounts, but has historically caused eczema among cement workers. To protect users of the cement against this not wanted form of chromium, less chromium magnesite bricks are used, but also iron II sulphate is added to the cement. Iron II sulphate, occur in many forms, depending on crystal water (mono hydrate, hepta hydrate and others). In a water solution the iron II ions (Fe2+) will be oxidised to iron III ions (Fe3+) reducing chromium IV ions (Cr6+) to chromium III ions (Cr3+) that is not soluble in this high pH environment. Iron II sulphate could be destroyed by water, by high pH and by high temperatures. This means that the chromium reducing effect may be reduced in the mill and while storing cement during long periods. If iron II sulphate is blended with gypsum before the grinding this should be done short time before using the mixture. Blending with limestone or clinker before mill is negative due to high pH. It is very important that the iron II sulphate is added to the cement in a constant and optimised way so that the customers could feel security with the cement. Added to a open circuit mill producing high blaine cement will grind the iron sulphate so fine that the life length of the reducing factor is short lived. The best way to add should probably be to grind iron sulphate separately to 50100 μm or produce the same fineness during crystallisation and add this to finished cement in separator where some blending could take place.
Water injection into cement mill. To avoid overheating the cement during grinding, and thereby get wrong gypsum phase mixture, the cement mill is cooled down by water spray into the mill. Normally this is only carried out for chamber 2 but sometimes also for chamber 1.
The water will evaporate and it is not small amounts of steam that is created. For every cubic meter of water that is sprayed into the mill around 1.800 m3 water steam must leave.
54
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
To manage this without reaching the dew point in the mill, a good controlled draught through the mill is necessary. The under pressure in the inlet of the mill may not go below 2 mm water pressure. The amount of air passing through the mill is not constant, it will vary with the amount of water added. The best way should be to rule the mill fan by mill inlet under pressure with a PID regulator to always have constant flow through the mill. The dew point after the mill should not exceed 65 ºC. Electrical precipitators, will work best with a dew point of 60-70 ºC. Added water will also influence in other ways. Small amounts of the super fine cement will hydrate changing the characteristic of the cement. De dehydration of gypsum will probably also be affected. If the dew point should be reached in the mill, this means normally that cement will coat grinding media and liners. Electrostatic forces between the cement particles, specially if the cement is ground to high Blaine or at high temperature, may also cause this problem, as well using limestone producing type II cement, specially if no grinding aid is used. If the clinker temperature vary largely this will naturally cause variations in the water needed in the mill. Those variations may influence on gypsum de watering and the cement quality. It is important to get ruling possibilities and knowledge. Injected water should be sprayed in as small water drops for best possible cooling effect without hydrating the cement. Best way may be to use low pressure on the water with compressed air added in a nozzle. If water spraying is used for the first chamber it is important that the use of water is related to incoming clinker temperature. Spraying water in the first chamber with clinker temperature below 100 ˚C will only cause problems and hydrated (destroyed) cement. In the second chamber good results could be reached by placing one water tube far into the mill (1/2 chamber) and one closer to the outlet (1/4 chamber or less). This will give a possibility to cool the mill in an efficient way to avoid de-watered gypsum.
Cooling the cement. The ground cement leaving the cement mill is normally between 100 – 130 ºC. While passing the separator and filter the cement will cool down 10-30 ºC but it will still be hot. If the cement is placed in silos at this temperature, chemical reactions may start.
Syngenite If the cement contains potassium sulphate / chloride (> 0,6 % as K2O), some dihydrate gypsum (as it should be) and has a temperature over 65 ºC reaching the silo, syngenite could be formed. Syngenite [K 2Ca(SO4)2 H2O] as long needle 55
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
formed crystals reaching in all directions creating loose lumps. The floating possibilities for the cement will change dramatically already at a very low content of syngenite, before lumps start to form.
Syngenite lumps can create formations in the silos, block air slides and outlets and packing machines and be very irritating. The customers can beside lumps observe cement with low flow ability where grinding aid may help somehow. Compressive strength is normally not affected. To avoid those problems the cement is normally cooled down with cement cooler to a temperature < 65 ºC before storage.
Crash stop – sieve tests. Certainly the cement mill operator has a continues control over the cement mill if he get specific surface, sieve residue 80 or 90 μm, circulation load (closed circuit mill) and production / raw material feed, however sometimes it is necessary to do more.
To get a picture how the mill is working it is a good idea to make a crash stop sometimes, a stop where the mill stops at full production without stopping any feeders in advance.
56
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
After some cooling time the mill is open up and samples taken out from every length meter, about 1-2 dm deep, and 3 samples per meter from center and each side of the center. Every sample should be around 1 kg. Analysis is done by making sieve residue for 200 μm and 90 μm + specific surface for second chamber. Other sieve residues can be produced to give more knowledge. A stop like this should only be done on a mill in full balance without disturbances to show a true picture. The diagram below from Holderbank, shows us the sieve residues 200μm, 90 μm and specific surface for second chamber. This diagram looks good, but diagrams for mills with high circulating load may have a slightly different picture for the first chamber (see diagrams below Slite works).
If plateaus occur it shows that the mill does not work correctly. It is normal just before intermediate and outlet partition. Picture below Slite works. Cement mill 1 chamber 1
57
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
First chamber from cement a mill with high circulating load. Note the reduced figures for the inlet due to return material from separator.
For second chamber we can follow the grinding but also increasing blaine. Normal figures: Middle partition, 12-25 % sieve residue 0,5 mm, max 3 % > 2 mm. Outlet partition, 20-30 % sieve residue 0,2 mm, max 5% > 5 mm
GRINDING MEDIA AND MILL LINING.
58
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The amount of grinding media and size distribution is very important for the productivity (t/h) and energy consumption (kWh/t) for cement mills. If this is not managed correctly it may cost some money by reduced production, increased energy consumption and higher wear rate per ton cement. A management system for filling of grinding media, time, size and amount, was made by myself already 1976 as a Computer program. It is of cause possible to calculate by hand but it takes time and is not as accurate as Computer calculations. To start with an optimal size distribution for the chambers should be decided based upon type of mill, product and raw materials that will be used. Maybe the mill supplier have suggestions but if you have some know how, do not be afraid of testing changes.
An example of positive development. During my time as a production manager in Cementa Degerhamn I worked a lot with the cement mill with the following result; Mill type FLS 3,2 x 12 m Speed 17,45 r/m 72,7 % of critical speed Motor 1620 kW Chamber 1 = 3,5 meters, chamber 2 = 8,5 meters Capacity guarantee 38 t/h Closed circuit with second generation air separator Ball charge original (FLS) Size distribution ball charge chamber I 100 90 80 70 60 50 6 17 9 3 Average ball weight 1170 g
Balls tons Σ
35,0 ton
Size distribution grinding media chamber II 22/22 19/19 16/16 Cylpebs 21 43 21 ton Σ 85 ton Average weight 38 g The mill managed the guarantee production and made after some time around 42 t/h and everybody was happy. Circulation load was 1,1. After my experiment 1974-1981 the mill charge was as follows.
Size grinding media chamber I
59
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
100 90 80 70 60 3 9 7,5 5 2,5 Average ball weight 1800 g
50 1
ton
Σ
28,0 ton
Chamber II no special treatment only filling with 22x22 cylpebs adjusted after measured filling degree and calculated consumption. We can observe that I reduced the grinding media in the first chamber with 7 tons (-20 %) at the same time that the average ball weight were increased with 50 %. At the same time we started adding 3 % limestone, the gypsum was optimised and the separator was tested for best production. This had some consequences for the production. Circulation load was increased from 1,2 to 1,5 Average capacity 1980 was 57,5 t/h (+ 37 % from activity start or + 51 % against delivery guarantee) Electric consumption mill 27,8 kWh/t, total cement milling department 33,2 kWh/t. Gypsum 5,7 %, limestone additive 3,0 %. Specific surface 343 m2/kg. Interest and care for the mill gave this result. Few modern mills of today can produce better or cheaper but there are many the other ways around.
Control of grinding media. To be able to rule and control grinding media in a mill you must first find out the consumption calculated as g/ton for both chambers. Measurement in the mill, after running 20 minutes without feeding, of the distance between the roof and the bed of grinding media at 3-5 places will give you needed information to calculate how much grinding media there are left. To start with measurement every second month per chamber and mill and for each cement quality, is necessary, but after some time and knowledge this could be reduced to once every 3:d or 6:t month. A special tool should be constructed for this measurement. S= H (ballbed to Roof)-(inner mill diameter/2) H
S
60
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
At the same time it is a good idea to control of liners and the slots in the partition plates in the middle and at the outlet of the mill. Those could be filled with clinker pieces or residues of grinding media. The openings should be between 5-8 mm. While filling a new charge into a mill chamber measurements should take place and be the base for coming control measurements. If [S] in the formula above will increase the grinding media consumption is higher compared to what has been used in calculations for filling and a recalculation of the consumption must be done. If [S] reduce it is the opposite situation. Optimum filling degree regarding maximum production is said to be 27-29 % for both chambers. However optimal energy consumption will be found about 2 % lower. German research produced the following result that should be of great interest to all cement producers.
Energy Consumption kWh/t
Power utalisation cm2/J
Production t/h
Filling degree % ball charge. According to the diagram example above from Mahlen von Zement Kuhlmann, the optimum regarding production is 27,5 % filling degree and optimum regarding lowest possible energy consumption is 26 % filling degree.
Refilling of grinding media. The starting charge has got a common surface if we imagine all surface area on the grinding media as one area. This surface is worn by the grinding activities so that a 90 Ø mm ball after some time will become a 80 mm ball and so on. Refilling is only necessary for the 2-3 largest ball sizes.
61
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Adjustments of grinding media should be done every month on every mill in operation to maintain the average ball weight in the charge as well as the total charge weight. A calculation is needed for knowledge about what ball sizes will be needed and what amount will be consumed based upon budget production. This will be of great help for the purchasing department to always be able to support the needs and at the same time reduce the stock of grinding media close to nothing. Example of refilling of grinding media. As production responsible at Degerhamn works I estimated one year on experience the grinding media consumption for chamber I, cement mill 4, to be 25 g/ton cement for the coming year. With a Computer program I made 1976 I could read that, with a production of 300.000 ton cement, the consumption of grinding media would be 8,3 tons per year, split on 1,9 tons of 100 mm balls, 5,3 tons of 90 mm balls and 1,1 tons of 80 mm balls. What month the grinding media as whole tons should be filled to adjust for the wear was also there. Balls for the first chamber was always filled during production through the material inlet of the mill. For the second chamber the filling was done during mill control stops. Logically also too small grinding media were produced (< 50 Ø mm) but only about 10 % of what was refilled (0,8 ton p.a.). Those undersize balls were picked out by hand with help of a bucket and a rope during control of the mill. This may be apprehended, as something a bit odd, but the alternative, recharging of the mill and sorting up all grinding media in fractions, was a lot of work for days without production. In this way 2.000.000 tons were produced without taking out the charge from the mill! In this way the adjusting work for grinding media chamber I was around 5 hours per year. A lot of time, money and work were saved. Many mill responsible people do not see the mill charge control as so important as it is. In fact for every month or every 30.000-50.000 tons of cement produced the mill charge should be adjusted to maintain the productivity and energy consumption. If we look at the diagram below what is consumed and produced (undersize) during a year with a production of 300.000 tons of cement with grinding media consumption for chamber I of 25 g/ton.
62
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> Malkroppsförslitning
Grinding media consumption 10 9 8 7
ton
6 Start 1 år
5 4 3 2 1 0 100
90
80
70
60
50
mm
The red (upper) line is wanted filling curve for grinding media (start) while the blue (lower) is the result after one years production (300.000 tons) without refilling. The curve must always be adjusted to maintain a constant level (charge) and keep the production optimal and energy consumption low. The diagram below show the situation if refilling is done in accordance with the Computer calculations without any outtake of small balls. Such a ruling and control will give optimal production and minimal energy consumption through the year and stable production conditions. Red curve is start and blue the result after adjusting correctly for 300.000 tons of production Malkroppsförslitning start + datorjusterat
10 9 8 7
ton
6 Start Series1
5 4 3 2 1 0 100
90
80
70 mm
63
60
50
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
New Grinding media control program. The old system was programmed in Advanced Basic program and this does not exist anymore. The one described below is made in 3 excel sheets.
In the first sheet a new charge is constructed. You fill in tons and get a graph and average ball weight + total filling to work with.
64
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The second sheet is for after control. You run the mill empty for inspection, measure bed-roof and will be served with filling degree, tonnage, adjusting to get things correct and how far you were from optimum.
The third sheet is for book keeping. You feed the sheet with filling information for your mills, grinding media consumption. To start with production budget followed by real production. The sheet tells you about the filling situation and recommend what to change. The changes are implemented to show filling situation for all grinding media sizes.
Steel ball quality. The best steel quality on grinding media, that I knew of until some years ago, came from the Belgian Magotteaux and their maxichrom quality. Others had tried to copy but the result has been that the grinding balls were splitting. To use manganese steel balls is possible but the wear could be estimated to be 10-12 times higher. Now a new actor on the market, Brockhausen & Holtze from Germany say that they have 30 % better life length on charge compared to Magotteaux. Also Indian similar grinding media is on the market at 2/3 of the cost from Vega Indstries.
Classifying mill liners. 65
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Well functioning classifying liners, will sort the grinding balls so the coarsest will be close to the inlet and the finest close to the partition wall (first chamber). This can be positive for the production capacity and energy consumption since the grinding media will be split up to fit with the size of the material that should be ground. It can also have a positive impact of the sieve curve for cement leaving the mill. Unfortunately all classifying liners are not working as wanted and the material to grind may influence on this problem.
Thinking of security. A very important detail is, to lock the possibility to start the mill by yourself, and keep the key. The foreman and the operator of the mill must always be informed that the mill is stopped and that you intend to go into the mill. All security rules must in this aspect be followed and be clear to all involved.
GRINDING ADDITIVES 66
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
As mentioned before electrostatic forces are created between the cement particles because of lost or caught electrons. Particles have positive or negative charge and since + or – try to find each other, particles will stick together to share the electrons creating particle agglomerates. Problems like this will reduce efficiency of the separator and thereby reduce the production. Substances that work against those particle agglomerates are called grinding aid. To start with only tri-ethanol-amine were used, but today many other substances are used alone or as mixtures. For example ethylene glycol, propylene glycol, desugared Ca-lignin-sulphonate and amino-acetate. Today companies like Grace offer sophisticated blends for both de-agglomeration and Increased production. Most cement producers are today using grinding aid, and without it there is a risk that the flow ability will be reduced for the cement, and if high temperatures are achieved in the mill or fillers (limestone) is used the cement could stick to grinding media and liners. Grinding aid has an important roll to play, specially, while producing cement with high specific surface. The level added is not mainly added to increase the grinding capacity but to improve the flow ability for the cement and to reach the right degree of packing in the silos. Too much or too little can cause packset when the air leaves the cement and the silo will be difficult to empty. While handling grinding aid, this should be done with care and with protection not to get it on the skin, this is specially important if the product contains amides or amines. Some of those products may not be stable in the grinding process but how much and to what we do not really know. Research goes on. Try to find where right dosing level is by economic reason and do never overdose. A stable level is important for the cement quality. If the grinding aid is blended with water this should be carried out carefully and the storage tank should be equipped with some kind of blender. The dosing to the mill should be controlled once a month. Regarding overdosing we can note that more than once cement had been impossible to transport on leaning conveyor belts. Different grinding aids have different influence on different cement qualities. Therefore it is important to test production, compressive strength, energy consumption, setting time, and other parameters with different alternatives and compare with costs before decisions are taken. A Russian company named Ecofor has constructed a machine that can reduce electrical forces between cement particles by letting them pass an electrical field. This is said to act partly as grinding aid.
STOP STATISTICS
67
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
To run stop statistics over every large unit that produce is important. Every stop will prevent production and reduce utility
WHAT SHOULD BE INCLUDED IN STOP STATISTICS? Example. Unit Stop time Production loss Stop causing machine Type of stop Stop reason
Mill 6 0,4 hours 25 ton (include reduced production during restart) Lime stone hopper P (M mechanic, E electrical, P production) Raw material blockage of the hopper.
From this material good statistic could be produced per month and year and of cause by using computers. From this economical influence by each stop could be calculated. This can be a great help in investment discussions to solve the problems. Regarding stop statistics. “Knowledge about the problems is important before discussion how to solve them can start.”
RELATION DIAGRAM RESEARCH 68
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
While working with production we can easily note that there are variations. How much different parameters vary could be calculated as standard deviation but the reason behind can only being found by producing x – y diagrams to seek for relations. Relations that could be of interest to study could be the clinker temperature influence on for example: Temperature clinker ºC / Setting time cement Temperature clinker ºC / Water loss gypsum Temperature clinker ºC / Production t/h Temperature clinker ºC / Compressive strength MPa, 2, 3, 7, 28 days Temperature clinker ºC / Water injection m3/h Temperature clinker ºC / Flow ability cement Another could be outgoing cement temperature influence on: Temperature cement ºC / Setting time cement Temperature cement ºC / Water loss gypsum Temperature cement ºC / Production t/h Temperature cement ºC / Compressive strength MPa, 2, 3, 7, 28 days Temperature cement ºC / Water injection m3/h Temperature cement ºC / Flow ability cement Most of the x-y-diagrams will only get a ball of dots showing no relation but some will be as a line in some direction showing that there is a clear relation. However some of those relations are true but some are only the result that two parameters follow each other. Therefore, deeper studies should be carried out before any decisions are taken. It is very important to produce x-y-diagrams when the production has shown an important top or bottom for a parameter. This could be that the production capacity or quality or energy consumption being different from normal. If knowledge could be earned why this situation occurred a lot should be gained. Dips in production and quality could be avoided and parameters could be adjusted to optimisation. I promise that there are a lot of things to improve. Once our company took a sample in a Russian cement plant. I noticed that the chemistry was okay, normal Russian semi-sulphur resistant cement with rather low C3A, SO3 was not optimised and specific surface was 330 m2/kg. The factory had old production equipment and nothing exciting was expected. This should be normal Russian cement with a compressive strength of 48-50 MPa per 28 days. But I was complete wrong.
69
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The compressive strength for 28 days was 65 MPa, 30 % higher than expected. Research showed good small alite crystals but still I do not know the full reason behind the result. So there is a lot of work to carry out before we all are at 65 MPa for 28 days test with 330 m2/kg for our cement. That knowledge would be worth many millions just for our company. Relation diagram Compressive strength x Alkali Relation compressive strength PSI / alkali %
X-y diagram over the relation between compressive strength for 1 and 28 days test (PSI or pounds per square inch) and alkali content % Na2Oeq. As we can see there is a very clear and dramatic relation. Information like this is very important for a factory that want to have a good quality, be cost efficient and have high productivity. However sometimes there are underlying reasons for the result so critical thinking is good.
70
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
STATISTIC TREATMENT OF DATA While presenting any data it is normally average that are used. Average (A) = Σ xi / n However this is not saying very much about the result. Let us take an example. We look at two parameters. The research is based upon 10 separate results or measurements. A. B.
25, 34, 31, 28, 26, 23, 30, 26, 29, 28 13, 42, 22, 35, 44, 18, 21, 29, 41, 15
Average = 28 Average = 28
If we are talking about average they are identical. But the reality behind is different. To explain the variations we could add maximum and minimum value but this is still not satisfactory. It will be much better if we add the stddeviation (s). ______________ s = √∑(xi-A)2/(n-1) This can be calculated by hand but it takes time. It can easily be handled in Excel Computer program where also average and maximum and minimum could be presented. Some smart hand calculators have also got this function. If we are using the formula above on those two series we will get the following result. A B
average 28,0 s 3,2 average 28,0 s 11,8
Max 34 Max 44
Min Min
23 13
We know that 68 % of all values will be within A ± s and that 95 % of all values will be within A ± 2 x s. If you have very many collected data, a presentation as a Gauss diagram, a x-y diagram where the Y-axis is on the average presented as a pile-chart. Suddenly we have a lot of information to evaluate and that will give us a better understanding. If a research conclusion should be distributed to others it is important to present it in a way so others can understand and evaluate the result. Believe that a picture will say more than 1000 words, make nice diagrams, evaluate everything the research figures can tell, present your interesting result even if you can not explain everything.
71
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
DUST AND SPILLAGE I believe that you think we are outside the subject now, but this is also an important part of the cement milling operation. I have very often, during my years in the production met the attitude that as long as a product is inside the producing unit it is a product of value, but as soon as it is outside as spillage it is only waste!!! I have seen factories dumping hundreds of tons every year. To me it is still a product of value that in first case should be hindered from coming out by a good preventive maintenance. But if a product comes out from the producing system anyhow it must go back as soon as possible to avoid disturbing contamination and to avoid that it will be spread around causing environmental problems. This could be done with a vacuum cleaner delivering the dust back to the system or a shoot on an elevator or screw conveyor where a shovel could bring it back. Of cause all those spill cleaning operations must be carried out with safe routines but it is possible with sieve over openings plus cover when not in use. As well money as work will be saved. If a cement mill with a very bad filter emit 100 mg/Nm 3 this may be seen as a small environment problem, that in worst case may overheat some ladies down the street with dirty windows. However what you emit is very fine grained good cement that your company have spent money in producing. By using a bad filter means bad environment for your neighbours, bad environment for yourself and a loss of money. Example If a factory with the size of 1,0 m. tons of cement had an emission of 100 mg/Nm3 they would emit around 28 tons of cement per year. A good factory would emit 10 kg p.a.
72
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT GRINDING Training Book
Renewed 2004-03-09
1
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT GRINDING – TRAINING BOOK CONTENTS INTRODUCTION …………………….…………………….
4
CEMENT CLINKER ………………..……………………… Clinker size ………………………………………….. Outdoor stored clinker……………………………….. Stock and silo segregation…………………………… Clinker minerals in view……………………………… Clinker minerals contribution in concrete……………. Crystal size cement minerals………………………….. Grindability C3S / C2S = Alite / Belite……………….. Compressive strength C3S / C2S……………………… Burning degree of clinker …………………………….. Important chemical reactions in a cement kiln………… Clinker colour………………………………………….. Cooling clinker after burning …………………………. Clinker temperature mill feed…………………………..
7 7 8 9 10 11 12 15 17 19 22 23 23 24
GYPSUM AND SULPHATES IN CEMENT………………… Sulphate from clinker………………………………….. Gypsum additive cement………………………………. Gypsum phases in cement……………………………… Optimal SO3 in cement………………………………… Gypsum have many functions………………………….. Anhydrite II ……………………………………………. Ruling SO3 in cement ………………………………….
25 25 26 26 28 29 30 30
LIMESTONE FILLER………………………………………… Separation in quality……………………………………
32 33
BLAST FURNANCE SLAG…………………………………...
34
CEMENT PROPERTIES………………………………………. Setting time…………………………………………….. Cement fineness………………………………………… Below 3 μm ……………………………………………. What is giving concrete compressive strength…………. Too coarse cement grains………………………………. Open mills – closed circuit…………………………….. Closed circuit mills ……………………………………..
35 35 37 38 39 40 42 43
Blaine or Specific surface……………………………… 44 Separator Reject………………………………………… 45
2
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Relation blaine – kWh/t………………………………… Circulating load………………………………………… Reduction of chromium Cr6+…………………………... Water injection into cement mill………………………. Cooling the cement…………………………………….. Crash stop – sieve testso..………………………………
45 47 52 52 53 54
GRINDING MEDIA AND MILL LINING. An example of positive development………………….. Control of grinding media……………………………… Refilling of grinding media……………………………. New grinding media control program…………………. Steel ball quality………………………………………. Classifying mill liners…………………………………. Thinking of security……………………………………
57 58 59 62 63 64 64
GRINDING ADDITIVES……………………………………..
65
STOP STATISTICS……………………………………………
66
RELATION DIAGRAM RESEARCH………………………...
67
STATISTIC TREATMENT OF DATA……………………….
68
DUST AND SPILLAGE……………………………………….
69
3
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT GRINDING – TRAINING BOOK INTRODUCTION To grind cement maybe seems to be a simple operation. The mill rotates and material goes in and out automatically. It is just to relax with a good magazine until it is time for lunch or time to go home. Or ???? Maybe something more need to be done, for a good mill operation? Maybe something could be better compared to present? Maybe I could do something myself? What kind of parameters will influence on the cement mill capacity, the production costs and the quality of the produced cement? Well, you will probably learn something about it in this course. However this training can’t give you everything, but with knowledge and possibilities to control some parameters, there are money to save and quality to improve. Remember it is not only one factor that impacts on the mill, they are many, and they will very often work together. Those who believe that a cement mill will grind a good cement quality without engagement have got the wrong attitude and should work with something else. All parameters must be optimised and followed up continuously, because nothing is static, with special interest for grinding media, additives, fineness and separator. With the right attention minimal costs and maximal production is achieved, and beside that also a good cement quality and happy customers that will return. This together will create a good working place, a place and products to be proud over. However it is never optimal to always produce highest possible quality, but to work with intention to reach the targets that have been agreed upon and then achieve lowest possible standard deviation. That is quality! Often the small cost saving possibilities are neglected, sometimes because managers do not believe there is money to save with cement production or because operators do not care enough. You must always seek and provide evidence and show the possibilities, get a picture where you stand, and in cooperation move forward in many small steps showing what you want and can do. Let us start this training with the raw materials for the cement production. As you already know clinker, gypsum, limestone and maybe grinding aid are used. Blast furnace slag, or coal fly ash, could also be used.
4
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Naturally it is impossible for mill operators to directly and completely control the quality of the raw materials for cement production, but if you understand how and why, you can influence others, especial if you can show profit possibilities and quality advantages with changes. It is a must to dare to make trials, but doing so must always be with understanding from people responsible to avoid quality problems. Even more important is to always make a close evaluation on all trials and to be able to make conclusions. What happened, how does it influence on the economy and what does it mean for the cement quality, are important questions to put forward. If you find something that is interesting and that you believe in, it is just to make a larger trial and evaluate again before the change is implemented and you can note that a new small step is taken in the right direction. This cannot be done only once. The situation/quality with raw materials and equipment change over time and the optimisation must follow. The relation between Production – Quality control and Maintenance is always important. It is important that responsible managers can listen, discuss, be open for trials and new ideas and positively handle ideas and proposals from colleagues and workers. Remember together mountains could be moved ! Try to work in a team to develop and solve problems and inform your colleagues about what you detect and learn so all can learn and understand. Then your team will be a winning team. In the large cement family where we now belongs, and there HTC (Heidelberg Technology Center) collect data to make internal bench marking every year, it might be even more important to show what you can and where you stand. Try to be the team that both will and can to put you high on the list. This training is dealing with conventionally ball mills for cement production and only mention the combination with Roller Press or vertical mills. Regarding a combination of a Ball Mill and a Roller Press we could say, that slightly different cement would be produced, with different characteristics. I have noted similar kWh/ton consumption compared to conventional ball mills, in spite of the advertising of low kWh/t consumption. I have also noted negative setting time increase of 20-35 minutes. The capacity could however be increased a lot with a Roller Press. Vertical mills with rollers still not exist in a large number and the experience regarding product quality and production is limited. Rumours about longer setting time and reduced early strength exist due to changes in the particle size distribution curve.
5
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Of cause the question exist “what will happened to the particle size distribution (read quality) under the life length of the rollers and the table where wear will change the situation during the lifetime”. Reports say lower energy consumption. If investments in this rather new technology are under consideration, I would like to recommend that, beside mechanical and electrical matters, also process and quality should be carefully evaluated before decisions are made.
6
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT CLINKER To grind cement and believe that clinker is just clinker and nothing else despite how it has been produced and handled is wrong. The clinker can in fact influence on your mill capacity with up to 50 % and naturally the same for the electrical consumption in kWh/ton. It sounds dramatic, and is of course not common cases but it is possible and it occurs. Clinker can also vary 50 % in quality so it is a good idea to produce a high quality clinker both in sense of MPa and other parameters influencing on grinding cement.
Clinker size. The grinding charge in a cement mills first chamber, normally 50-90 mm (50100) mm balls, is adopted to handle and crush a product that is -25 mm or -32 mm. If the clinker should have a noticeable part over those limits (>5 %), this will without any doubts influence in a negative direction on the grinding capacity and on the kWh/t consumption. If the limit 25 mm is a problem, using up to 100 mm balls would reduce the problem and move the limit to 32 mm. Pre crushing is another solution before mill. Large clinker could be caused by, high clinker liquid, overheated kiln or lumps in outdoor stored clinker where some parts of the clinker has hydrated to “concrete”. Large clinker balls or lumps will be enriched in the first chamber and act as useless grinding media for a long period before they are worn out. If this problem is notable, and too low capacity is a problem, it might be a good idea to sieve the clinker and get rid of the big balls or lumps before introducing the material into the cement mill. Large clinker or “concrete” lumps could be crushed separately and by that increase the grinding capacity on the mill. Large clinker balls should have been crushed in the clinker cooler but this is normally not working to the fully need of the cement mill. After crushing the larger clinker balls the material can be used together with the rest of the clinker. Coarse clinker will arise from high liquid phase (> 28 %). The melting phase for clinker is calculated by the following formula: 1,13 x C3A + 1,35 x C4AF + MgO + K2O + Na2O Good figures are between 23 – 27 %. Clinker liquid < 23 %. Low values will result in a dusty clinker that will be slightly difficult for the clinker cooler to handle. Beside that, better burning in the kiln is necessary because the chemical reactions will have difficulties. 7
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
We can express it as, with less liquid it will be more difficult for the components to react to the minerals that is cement, C3S, C2S, C3A and C4AF. Clinker liquid > 28 % The clinker is coarse and more or less is over the limits 26 mm or 32 mm. There is also a risk for heavy coating in the kiln burning zone (could be positive) and ring formations in the beginning and the end of the burning zone. There is also a risk that really big clinker balls could be created in the kiln that could grow to a diameter of 1 meter or more. These elephant balls can destroy bricks by staying in one position for some time creating a ditch, they can partly block the transport of material in the kiln. They can also sometimes attack the burner pipe causing damage, not to mention the problems in the cooler if such big ball will enter the clinker crusher. Powerful weapon against big clinker balls, are guns and water with very high pressure or the right raw meal composition to avoid them. Clinker with high liquid is normally easy to burn because the chemical reactions can easily occur also with slightly reduced temperature. Low liquid require hotter kiln and will result in larger crystals of Alite.
Outdoor stored clinker. What is happening while it is raining on cement clinker is that a top layer of around 10-70 cm will partly hydrate and transform to “Concrete” and become close to useless, regarding compressive strength development. What is below the top layer is much less hydrated but not as good as fresh clinker. Also high air moisture like in the tropics will affect clinker quality however more slowly compared to rain. After moisture or rain absorption, the clinker quality is reduced. How much depends on the rainfall and storage time outdoors, the compressive strength may be lost by 10-40 %. During very long storage also absorbed CO2 will contribute to destruction of the clinker. It is a lot of money that will be destroyed just because of wrong storage of the clinker. Partly hydrated clinker could be easy to grind, causing a wrong specific surface to control on and that could reduce compressive strength more than expected. At the laboratory it is easy to detect how far the hydration has gone just by analysis of the LOI (loss of ignition). Normally rather fresh clinker have <0,5 % LOI. How much of the clinker that will be destroyed by hydration could be seen in the diagram above. This is especially obvious for the development of the early compressive strength. Setting time will also be prolonged.
8
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
In the diagram below the measured relation can be observed. Relation compressive strength - LOI 100 90 80
MPA %
70 60 50 40 30 20 10 0 0
1
2
3
4
5
LOI %
If clinker is stored outdoors, but under a roof, the process of hydration by air borne moisture can affect the clinker, but only slowly and mostly on the surface. High temperature with very high relative air moisture as in the tropics will however be negative over time and speed up this reaction. While handling clinker stored outdoors, it is important to crush or remove lumps by using a leaning sieve or grizzly on top of the hopper where the clinker is fed into the cement grinding system. If you have to store clinker out doors and it may rain please cover it with tarpaulins. It will pay off. Always avoid placing clinker on wet ground. Clinker on such ground will act as a sponge.
Stock and silo segregation clinker. While dropping clinker, limestone, or any raw material with spread out size distribution, from above creates a pile where fine material will be enriched in the centre and coarse material classified with larger material farthest out. While emptying a large silo or stockpile the size distribution may change dramatically when the centre fines are finished and coarse material will replace. Changing mill capacity and may influence on the cement quality. In the picture below, representing 0,2 mm, we can see a cut through a pile that is close to the truth.
9
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Clinker minerals in view. All cement producers do not make microscope studies on clinker samples, but they can if they do say a lot about grind-ability and quality of the cement. In the picture below we can see a nice example of good clinker. We can clearly see the blue well formed Alite crystals, greenish rounded Belite and melting phase in between.
10
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
In the picture below we can see an example of over-burnt clinker with large deformed brown alite crystals with re-crystallised edges and dendrite formed remains of belite. We can also separate the melting phases in light C4AF and darker C3A. We can also see alite returned to belite due to slow cooling.
Clinker minerals contribution in concrete. The clinker is built up by different minerals. Alite (C3S - Ca3SiO5), normally 50-70 % Belit (C2S - Ca2SiO4), normally 5-25 % Aluminate (C3A – Ca3Al2O6), normally 2-10 % Ferrite (C4AF – Ca4Al2Fe2O10), normally 5-12 % Free lime (CaO), normally 0,5-2 % Periclase (MgO), normally 0-3 % Alkali sulphates (se under gypsum), normally 0,8-2,5 %. The function in concrete for the different minerals, are as follows. C3S
Will give most of the compressive strength up to 28 days and will generate moderate amounts of reaction heat. An increase of 1 % will increase early strength with around 0,5 MPa.
11
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
C2S
Will react slowly creating compressive strength mainly from 28 days up to 5 years. Generates small amounts of reaction heat.
C3A
Reacts rapidly with water generating large amounts of reaction heat. May create false set if unsatisfactory levels of sulphate occur. Will stimulate compressive strength for C3S and C2S, reduce setting time and may increase water demand. Susceptible to sulphate attacks from reactive soil and water. Will only give small contribution to compressive strength.
C4AF
Reacts rapidly with water but generate only moderate amounts of reaction heat. Regulate colour of the cement. Higher levels darker, lower lighter colour. Will only give small contribution to compressive strength.
Free CaO
Will stimulate the compressive strength growth. Large amounts (> 2 %) will cause expansion by hydration (Ca(OH)2 and may lead to cracks in concrete.
Periclase
Some Mg will replace Ca the C2S and C3S crystals but the rest (> 1,5 %) will be as free MgO. Large amounts (> 2 %) will cause expansion by hydration (Ca(OH)2 and may lead to cracks in concrete.
AlkalisulphateWill stimulate early compressive strength (1-3 d) but will also reduce later strength ≥ 28 days. Will occur as different minerals. See more under sulphates
Crystal size cement minerals. The active minerals of clinker are Alite (C3S - Ca3SiO5) and Belit (C2S Ca2SiO4). We can see them in the pictures above. It is those minerals that give the cement its strength in the concrete. When clinker is produced those minerals are created in the burning zone of the kiln. To start with they are very small crystals but it is so that small crystals will grow if there are time and the right conditions occur (in this case temperature). This means that the temperature in the kiln is high and that the liquid phase can carry the material that clinker is build up from. Also long burning zone may be negative as well as slow early cooling. Regarding cement grinding it is so, that small crystals are easy to separate from each other to good cement fineness, while large crystals are more difficult to crush to reach right fineness. It is more costly to grind a clinker with large Alite and Belite crystals compared to a clinker with small. Small crystals are 1020µm (0,01-0,02 mm) and large 25-100 µm (0,025-0,10 mm).
12
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
While crushing large crystals this will cause more electrostatic forces between the cement particles, the electrons does not always end up where they should be, creating (+) and (-) loaded particles. Since (+) and (-) are attracted by each other agglomerates is created. Small crystals are more reactive compared to large influencing on the cement quality as could be seen in the diagram below. Small crystals create better early compressive strength while 28 days strength is only minor affected. The difference is as could be seen rather large.
Production of small clinker mineral crystals. In this case a short burning zone and a very short effective cooling zone is good, plus an effective cooler in the first section that will create a rapid cooling of the clinker and thereby freezing the crystals. Particle size of raw meal can influence. For example large silica (sand) grains will create Belite clusters. Chemically seen, it is possible to create a clinker that is easy to burn (low fuel consumption, low burning zone temperature) by combining the chemistry right (moderate SM, right liquid, possible flour additive, right LSF) and have low standard deviation for the raw meal. Reduced burning zone temperature means reduced ability for crystal growth. A fineness of the raw meal that is adopted to the raw materials used is an advantage. The burn-ability for the clinker can be measured with 3 formulas.
Burn-ability index.
BI = C3S / (C3A+C4AF) Target 2,6-3,0
13
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Burn-ability factor.
BF = (LSF+(10*SM))-3*(MgO+Na2O+(K2O*0,66))
Target 108 (110-120) Min. burning temperature. BT = 1300+(4,51*C3S)-(3,74*C3A+12,64*C4AF) Wanted – as low temperature as possible. High temperature in the kiln burning zone by poor control or problems to reduce free CaO (high std deviation, large raw meal grains), means normally larger crystals, higher brick consumption and higher costs for fuel. To reduce the temperature in the burning zone is however not always simple and will to a great degree be depending on what kind of raw materials that are available, raw mill capacity etc. Low free CaO (< 1 %) means normally hard burning, higher temperature and larger crystals as a result. Good free CaO at 1,3-2 % will be the best. As could be seen in the diagram below liquid phase has an influence on the crystal size.
Grind-ability C3S / C2S = Alite / Belite.
14
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Ordinary Portland cement has normally high C3S and rather low C2S while LH (low heat) cement have got higher C2S and lower C3S. Regarding cement grinding it is so, that C3S is much easier to grind compared to C2S. This means that a clinker with high LSF (97-99 %) is much easier to grind compared to a clinker with for example LSF 90-92 %. The difference is approximate -2,6 % grinding capacity / % C2S increase. Of cause grinding kWh/t will increase proportionally. This means grinding capacity from LSF 98 to 91 will drop 18 % just because of changes in relation alite-belite. If LSF is increased, the C3S also will increase and C2S will be reduced. This means that slightly more fuel energy will be needed and the burning zone temperature will rise with expected higher brick consumption per ton clinker. But quality will increase and the grinding will be easier. It is important not to sub-optimise but to make a total optimisation. The grinding tests below where samples have been grown constant time (60 minutes) in a laboratory mill and blaine has been measured. Low values – hard to grind and opposite high values – easy to grind.
A grinding index where high is easy to grind and low difficult to grind give the following information. The cement chemistry modules below are all common calculations.
15
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Mineral Grinding factor ----------------------------------------------------------------------------------------------C3S 4,7 From those data we can calculate a grind-ability C2S 1,8 index for every cement. That will give an C3A 2,9 indication over grind ability. C4AF 2,0 Grind-ability is also highly influenced by clinker burning (free CaO, litre-weight), crystal size, temperature and mill.) ----------------------------------------------------------------------------------------------We can note that C2S is 2,6 times harder to grind compared to C3S and that also low C3A and high C4AF (sulphate resistant cement) reduce grind ability. Examples: ----------------------------------------------------------------------------------------------Cement A has the following modules: C3S = 67 A high quality ordinary cement C2S = 12 C3A = 5,5 C4AF= 8,5 We can calculate a grinding index of [67/4,7+12/1,8+5,5/2,9+8,5/2]= 27,1 ----------------------------------------------------------------------------------------------Cement B has the following modules: C3S = 54 A LH SR cement C2S = 27 C3A = 1,5 C4AF= 14,8 We can calculate a grinding index of [54/4,7+27/1,8+1.5/2,9+14.8/2]= 34,4 ----------------------------------------------------------------------------------------------The difference (27,1-34,4) is 7,3 or 27 % increase. Equal to a decrease in mill capacity with around 27 %. On top of this will come crystal size, burning degree, clinker size and gypsum and limestone additive. Below a diagram over the 3 Swedish factories and the relation clinker quality – blaine – energy consumption. In this diagram we can observe a difference of about 20 kWh/t due to a difference of LSF (mineral composition) but also other things. Diagram over energy consumption, and fineness for Swedish cement factories.
16
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Compressive strength C3S / C2S. Relation between C3S / C2S influence strongly on the compressive strength development. Even if both C3S and C2S give similar compressive strength after 1 year, it is nearly only C3S that will give compressive strength up to 28 days. Changes in the relation between C3S / C2S and also the summary of them both influence therefore directly on the development of compressive strength. Below diagram compressive strength developments different cement minerals. As can be seen at 7 days C3S stand for 96 % of the strength development, after 28 days 78 % and after one year 45 %. The relation between C3S and C2S is ruled by LSF and partly by SM.
17
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Strength development curves for C3S, C2S, C3A and C4AF up to 1 year. LSF – Lime Saturation Factor is the ruling instrument between C3S and C2S. How this relation looks like could be seen in the diagram below.
In the diagram below we can see how the relation between compressive strength and LSF looks like.
18
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Burning degree on the clinker. When a clinker nodule will start to form, around 1200-1250 º C in the preburning zone of the kiln, it is porous, mealy and light. The partly melted sticky clinker liquid is making it possible for the meal to form nodules. While the burning process will continue, the temperature will rise, more liquid is melted and the size of the clinker ball is shrinking, density increase and we got a sintered clinker ball. If we could stop this process at the right temperature, have the right mineral composition (C3S), optimal free lime [1,6 ± 0,3 %], well prepared raw meal, we will get small mineral crystals and easy ground clinker. If the quality ruling is bad with variations, and therefore we need to add more energy than necessary, the sintering process will continue. At the same time the density will go up and the size shrink and the mineral crystals grow. In worst case the clinker structure could be close to glass (complete melted at high temperatures). This clinker will be hard to grind and energy has been spent on increasing the grinding costs. To be able to obtain a good clinker quality, a low standard deviation on the kiln feed raw meal (LSF, SM and AM) is very important, specially for LSF and <SM. Here comes the true result of raw meal quality control and the homogenisation by silos after. A well working cement kiln has a standard deviation (s) for LSF on kiln feed < 1,5 %. That will say if the target for the raw meal is 97 % LSF, 68 % of the analysis must be within 97 ± 1,5 %, and 95 % within 97 ± 3,0 % or 2 x s. Of cause, the lower the better and values of 0,5-1 % std deviation are not uncommon for well operating kilns.
19
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The degree of burning was in the early days mainly analysed as litre weight for special sieved fraction. Today it is normally only measured as free lime (CaO). Free lime is hard burned lime that has not reacted chemically with silica (alt. aluminium or iron) creating cement minerals. I would recommend both. Free lime do not only depend on burning degree but also on LSF where high values (>100 %) will give high free lime also with hard burned clinker. If we measure litre weight we could say the following regarding weight and degree of burning. Those figures are influenced by mineral composition, particle size, clinker liquid, but mostly of the temperature and time in burning zone. The following figures are in general correct. Temperature Degree of burning --------------------------------------------------------------------------------------------< 1100 Poor clinker badly burned, often high free CaO 1100-1300 Light burned clinker – easy to grind 1300-1500 Medium burned clinker 1500-1700 Hard burned clinker, harder to grind >1700 Very hard burned clinker, more difficult to grind ---------------------------------------------------------------------------------------------The diagram below shows the relation between free CaO and litre weight for world market traded clinker. As could be seen there is no relation and many burn the clinker far too hard wasting fuel. Relation free CaO / Litre w eight 1900 1800
Litre weight g/l
1700 1600 1500 1400 1300 1200 1100 1000 0
0,5
1
1,5 Free CaO %
20
2
2,5
3
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Regarding the diagram above. Some may say well, this is from many suppliers and then there’s no relation but for a single factory there are. In the diagram below we have a single factory and the relation is still not very clear. Relation Free CaO / Litre w eight g/l Dec. 2001 - February 2004 2,5
free CaO
2
Violet dot = 2004 Red dots = 2003 Blue dots = 2002
1,5
1
0,5
0 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550 1600 1650 1700 1750 Li t r e w e i g h t g / l
It cost money in fuel energy to have high values on litre weight and it cost also money for extra grinding energy and reduced mill capacity. But it is easier for the operator to burn clinker with high litre weight values and low free CaO compared to the other way. The litre weight is measured by taking out spot samples, or general samples, of clinker, normally a special sized clinker fraction is sieved out. One litre bucket is filled and weight noted. The result will show how well the burning process has worked. Low values means badly burned clinker, normally < 1100 g/litre, normally dusty with high free lime sometimes yellowish colour. High values, >1500 g/l means too much fuel energy has been spent to make dense, compact sintered, hard ground clinker. Both are wrong regarding quality and optimal economical production. Increased levels of phosphorous (>0,5 %) may influence slightly as well as the total chemical composition. Litre weight is a much better measurement on the degree of burning compared to free lime but should be based upon general samples from an automatic sampler station (expensive). Spot samples do not say enough if they are not taken often.
Important chemical reactions in a cement kiln.
21
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Here are the 3 most important reactions in a cement kiln. Limestone become lime Temperature 750-1000 ˚C
CaCO3 CaO (56%) + CO2 (44% gas)
Creation of Belite Temperature 750-1250 ˚C
2 CaO + SiO2 Ca2SiO4
Creation of Alite 1400-1500 ˚C
CaO + Ca2SiO4 Ca3SiO5
In a concrete that normally contain 25-35 % cement the free lime will react with water after some days or weeks creating hydrated lime [Ca(OH) 2] that need the double volume (expansion). CaO + H2O Ca(OH)2 If there is a lot of free lime (>2 %) the pressure by the volume increase will cause cracks in the concrete from the inside. This can result in everything between micro cracks that can make the reinforcement rust, to a situation where the concrete return to gravel. All is depending on the concentration and the particle size of the free lime. Best possible free lime is 1,6 ±0,3 %. If MgO is high (>3,5% <5%) slightly lower target for free lime might be needed since MgO > 1,5 % will act as free MgO (Periclase) with same expansion as free CaO while producing magnesium hydroxide (Mg(OH)2. MgO may not exceed 5,0 % in cement according to EN-standard and many other standards in the world. High free lime is created under the following circumstances:
Too much calcium in the mixture, that will say LSF > 100 %, where the silica not is enough to react with. The reason could be bad quality control raw mill, large variations in the raw materials and bad homogenisation.
Low liquid phase (<23) meaning that the elements have difficulties reaching each other in an effective way. The liquid phase is the reaction media where the minerals will form. Higher temperature will help slightly.
Low burning zone temperature can also reduce the ability for the elements to reach each other forming cement minerals since the viscosity for the liquid phase will be too high.
22
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
It is only the 3:d point that has anything to do with the burning degree of the clinker. The other points, (1,2) depends on the chemistry.
Clinker colour. The right colour of cement clinker should be greyish black. How dark it will be is influenced by the content of iron and manganese. To have the right colour and stable colour on the cement is important for the customers. It is not very funny with striped buildings while using the same cement (or maybe it is?). The colour of the cement is also influenced by additive of limestone filler or blast furnace slag where limestone filler and blast furnace slag all make the cement lighter. Some markets prefer dark cement and I’m sure some like light cement. The colour, in this case caused by iron, influence C3A / C4AF in the following way. High C3A means light cement, low C3A and high C4AF means dark colour. The cement quality is not to a great extent influenced by the relation C3A / C4AF. But high C3A means normally more reactive cement with slightly higher early strength (0-3 days). Low C3A means sulphate resistant cement (<5 % C3A) and less reactive regarding early strength development but in most cases this cement will be slightly stronger at 28 days or higher test dates. If the clinker colour is brownish or dark brownish we can conclude that the iron is not oxidised to its Fe 3+ showing that the clinker was burned under reducing conditions. This can give a brownish colour on the cement that is negative and we can also say that reducing conditions in the kiln is very negative for the process and can affect the alkali-sulphate cycle in the kiln system. Reducing condition will break up sulphates.
Cooling clinker after burning. After the burning zone of the kiln the clinker will be cooled down in a cooler. It is very important that this cooling is rapid to below 1000 ˚C. If not C3S can break down to free CaO and C2S, crystal size can grow, or get destroyed or recrystallised and this can make the clinker less reactive. Moving burner pipe has in tests not shown any significant effect during trials but the length of the cooling zone in the kiln should play a role. The length of the burning zone has probably higher importance where burner, fuel fineness and gas content in the fuel influence. It is also a clear difference between a precalciner fired kiln, compared to 100 % kiln firing. The most important is the first part of the cooler where rapid cooling with a lot of cool air is important.
23
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Clinker temperature mill feed. Depending if the clinker will come directly from the kilns, or passing a large partly filled clinker storage, or if outside stored clinker is added, anyhow the temperature will be different on clinker mill feed. The yearly variations in outside temperature will also influence. The temperature on mill feed clinker can easily vary between 0-150 °C. Variations in clinker temperature will affect both grinding and cement quality. This temperature should be followed up as a quality control parameter where xy diagrams between production / temperature and other relations should be studied if large variations occur. We can note that warm clinker, normally is easier to grind compared with cold. Beside that we grind to a constant outgoing temperature from the mill meaning more or less cooling water is sprayed into the mill. This can influence on dewatering of gypsum and what forms the gypsum will be in (we comes back to this later) but also on hydration of fine cement particles. The flow of gas with particles and the resistance will be affected and thereby the function of the electrical precipitator if such is installed. If bag filters bags can have problems getting wet. It may be very difficult to rule the clinker temperature on mill feed, but it is positive to know that large temperature variations may not pass without influence on the cement quality and the mill performance.
24
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
GYPSUM AND SULPHATES IN CEMENT. To be able to have cement that behaves well regarding setting time, sulphate is needed. The sulphates will however not only influence on setting time but also on compressive strength development, grind-ability, how the cement behave in storage, concrete characteristics and volume stability. Optimal and rather stable SO3 content in good chemical configuration in the cement is very important. The sulphate is calculated as SO3 but exists as different sulphates. This is only a chemical way to calculate to make it simple.
Sulphate from clinker. Sulphate or SO3 in cement does not only come from added gypsum. Some sulphate already exists in the clinker as more or less easy soluble alkalisulphates or alkali-calcium-sulphates. The following mineral can occur in the clinker: Arcanite K2SO4 - common mineral if potassium dominates over sodium. Aphthitalite (K,Na)2SO4 - normally as (K3Na)2(SO4)4 - common mineral Ca-langbeinite Ca2K2(SO4)3 - exist if a lot of sulphur and potassium occur. Thenardite Na2SO4 - exist if the relation Na/K is high. Anhydrite I CaSO4 - exist if SO3 >2 % and SG >> 100 %. Very slow soluble and because of that useless ballast. [SG = degree of sulphatisation = SO3/alkali-Cl molar-balance %]
Some smaller quantities of sulphur can also exist in the cement minerals C3S and C2S but normally only 0,1-0,3 %. The amount of SO3 in clinker can vary between 0,2 – 2,2 %. This SO3 have an influence on the cement quality. This makes it also important to control SO3 in the clinker used, special if it is from different suppliers. The origin of the sulphates in the clinker is sulphur in raw materials (Pyrite and different sulphates) and from sulphur in fuels (Pyrite, sulphates and organically bound sulphur).
25
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Gypsum additive cement. The remaining need of sulphates in the cement is added in form of Gypsum CaSO4 x 2H2O], or in some cases Anhydrite II CaSO4], that is naturally dehydrated gypsum. If we go back in time only easy handled crushed natural gypsum were used making a stabile dosing easy. Today also chemical gypsum (from the reaction Apatit [Ca 5(PO4)3(OH,F)] + Sulphuric acid [H2SO4] Phosphoric acid [H3PO4] + Gypsum [CaSO4 2H2O]) is used. However residues of soluble fluorides and phosphates are influencing negatively on the setting time (longer) and compressive strength development (reduced). Since the cleaning of power station stacker gas from sulphur dioxide (SO2) started, also REA-gypsum is used. (Reaction; SO2 + limestone (CaCO3) + ½ O2 gypsum (CaSO4), alternative; SO2 + hydrated lime (Ca(OH)2) gypsum (CaSO4) + H2O). Those two produced gypsum types with 10-14 % moisture remind us of wet snow and therefore natural gypsum and / or clinker is normally blended in to be able to handle this fine-grained moist (9-13 %) sticky product. The risk is obvious that the amount of SO3 can vary in a disturbing way for the cement quality due to segregation from added material or trouble feeding it to the mill. One way to reduce possible variations, while using clinker, is to only use –10 mm clinker fraction to avoid segregation in silos and hoppers. By using a plough or Chinese hat under the fall out, segregation in silos or hoppers can also be reduced. Closer analysis of SO3 may also help. Some people have also tried to blend in cement to make it easier to handle. This will help if the percentage of cement is correct. I have seen hard gypsum mountains that needed blasting.
Gypsum phases in cement. The gypsum is in the cement mill partly be transformed into hemi-hydrate CaSO4 x ½H2O] and sometimes maybe also partly totally de-hydrated as Anhydrit III CaSO4] depending on temperature and time. Also relative humidity in the mill will influence. The half hydrate gypsum and Anhydrite III have both high solubility and can act fast compared to di-hydrate gypsum and natural Anhydrite. The transformation from di-hydrate gypsum (natural) to hemi-hydrate gypsum will during 10 minutes at 110 °C be carried through by 20 % while the reaction at 150 °C will be carried through close to 100 %.
26
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Total de-hydration to Anhydrite III will start around 150 °C and will be carried through close to 100 % at 200 °C. The temperatures in the mill, where the gypsum will pass through, will depend on the following parameters:
Incoming clinker temperature. Possible water spraying mill chamber 1. Water cooling mill chamber 2. How the water is added in the chambers. Specific surface cement (grinding energy added per ton cement). Air flow through the mill (m3/h) Outgoing cement temperature.
With a warm incoming clinker, and an outgoing cement temperature of 120 °C, water cooling in second chamber outlet only, we could estimate that the top temperature in the middle of the mill, or by the partition between chamber 1 and 2, could reach 150 °C or more. Exactly how far the gypsum de-hydration will go, have to be tested for different conditions for each mill. The factors that will influence mostly, are incoming clinker temperature and specific surfaces (grinding energy heat). The best situation for the cement quality is to have a stable and optimal dehydration of the gypsum. What is optimal could be around 50-60 % dehydration. We should later explain why this stability is important.
27
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
As could be seen, gypsum and natural anhydrite (II) have similar low solubility while hemi-hydrate has high solubility. If the gypsum is not de-hydrated enough, this can together with potassium and high temperature (> 65 ˚C) create disturbing cement lumps in the silo using crystal water from the gypsum. Those lumps can be broken by hand. The mineral that create those lumps is Syngenite, a mineral with long needle formed crystals with the formula K2Ca(SO4)2 H2O]. This mineral is easily created if the cement has got gypsum with crystal water, potassium (>0,6 %) and the cement temperature in the silo should be over 65 °C and storage time not too short. Even very low levels of syngenite, before any cement lumps are created, are disturbing since the cement will have reduced flow-ability. Too high de-hydration of gypsum can cause false setting in concrete caused by a lot of hemi-hydrate gypsum reacting with water back to gypsum (CaSO 4 ½ H2O + 1½ H2O CaSO4 2H2O). Knowledge about in what phases the gypsum occur in the cement, how to rule the SO3 content to stable optimal levels, the relation gypsum/hemi-hydrate with cement temperature and water spraying, are all important for the stability of the cement quality. A decrease in cement temperature out of mill with 5 ˚C may reduce your 1 day compressive strength with 50 %. A temperature increase of 5 ˚C may on the other hand increase your strength on 1 day tests but also give you false set problems. May be it is possible to find a model for ruling the relation gypsum / hemihydrate by using incoming clinker temperature, outgoing cement temperature, specific surface, airflow through mill and the water spaying / cooling in the mill. There are also differences between different types of gypsum where normally natural gypsum is more reactive compared with chemical gypsum (phosphor gypsum). Power station de-sulphurisation gypsum, so called REA-gypsum is possibly the least reactive. Natural anhydrite (II) has similar solubility compared to gypsum but will anyhow dissolve differently creating changes compared to gypsum. To complicate it even more, many producers add iron II sulphate (Fe 2+) to reduce soluble chromium (Cr6+). [Fe2+ + Cr6+ Fe3+ + Cr3+]. This is increasing setting time and may reduce early compressive strength. There are many sulphates to keep control over.
28
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Optimal SO3 i cement. SO3 have different optimum for different compressive strength ages and these optimums vary also with the cement chemistry and with the forms of sulphates. In general we can say that the need of sulphate vary with the C3A and alkali content so, that high C3A and high alkali need more sulphate to reach compressive strength optimum compared to opposite.
Relation SO3/Compressive strength 60 50
MPa
40 30 20
1d MPa
10
7d MPa
3d MPa 28 d MPa
0 1
1,5
2
2,5
3
3,5
4
4,5
% SO3
Cementa Slite STD-cement. As could be seen in the diagram above, the optimum for 1 day compressive strength is 2,9 % SO3 while optimum for 28 days compressive strength is at least 4 % SO3 with 1,15 % alkali and 7,7 % C3A. A low alkali (<0,6 %), SR (sulphate resistant) cement has optimum about ½-1 percent lower and more flat curves.
Gypsum has many functions. Regulate setting time Stimulate compressive strength development It acts as grinding media.
29
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
It reduces some percentage of the clinker from being over-ground (< 3 μm) and thereby useless. It will reduce energy consumption with around 1,5 kWh / % gypsum increase.
Ruling SO3 in the cement. Below is a good ruling table for gypsum additive and SO3. First mill production is filled in, limestone additive (filler) and pureness of gypsum. Then C3A and alkali for the clinker is filled in giving a recommendation for SO3 target. This can be filled in and the table for adjustments will change to adopt.
The sheet also gives some information to teach all involved the importance of ruling SO3 correctly. SO3 should be tested 2 times per shift and cement mill and feeders adjusted after the result. Gypsum quality should be tested on arrival to find out quality before used.
30
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
It is good to find out relation between gypsum phases in cement 1-2 times per month or after changes. Analysis of dihydrate gypsum, half hydrite gypsum and possible anhydrite III.
Ahydrite II This naturally dehydrated form of gypsum is sometimes used in a mixture with ordinary gypsum with 25-50 % to increase setting time or reduce the risk of false set (hot mill). Anhydrite is however slightly more difficult to grind and may therefore not give exactly the same effect as gypsum in the early stage of the cement mineral hydration.
31
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
LIMESTONE FILLER. Standard ordinary Portland cement type I, may use up to 5 % limestone additive, while so called Portland limestone cement may, for type IIA may use 6-20 % limestone and type IIB can use 21-35 % limestone in the cement. Using up to 5 % limestone additive to cement will not affect the cement quality ground with the same mill energy supply. The limestone used should be of high good quality with high calcium carbonate content (CaCO3 >75 %), low moisture, not coarser than grinding media is adopted for (-32 mm) and with very low clay (<1,2 %) and organic content (<0,5 %) (See EN std). The specific surface will be higher with limestone added at the same compressive strength level. This is because the limestone is much easier to grind compared to clinker, and will therefore increase the amount of particles < 5 μm. With limestone added new targets for the specific surface must be set. This means also that the quality of the cement is sensitive to variations in limestone added to the cement. Therefore a good interlocked weigh feeder is essential. It is better to rule quality by blaine compared to change limestone level. In normal cement about 15 % is finer ground than 3 m. 5 % of this is gypsum but if no other additives there are normally 10 % clinker that is over-ground to “good for nothing” reacting so fast that only heat will be the contribute to the young concrete. This means replacing the first 10 % with limestone do not affect very much on the compressive strength for a cement ground with the same kWh/t. What is added above 10 % of limestone will reduce compressive strength with 0,5 Mpa per % limestone at the same blaine. This can be compensated for by increasing blaine. Since the limestone normally is white or at least have lighter colour than clinker means that adding limestone to the cement will make the cement colour lighter. The fact that limestone has higher surface will also make the product lighter. Limestone filler is positive for the consistence and workability of the concrete, making cements with limestone additive in favour of others among users. Limestone filler in the cement may also add other positive effects.
The energy consumption per ton cement will be reduced (fuel, electricity) It acts partly as gypsum reducing the risk of quick set by blocking C3A It will reduce the environment load by reducing clinker in the cement and thereby reduce emission of carbon dioxide, sulphur, NOx and dust.
32
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
High amounts of limestone filler to the cement (>10 %) can in some cases cause cover of grinding media or lining. Grinding aid will help.
Separation in quality This is a problem for all raw materials. Size distribution in a crushed material is also a split in how hard the material have been to crush and that reflect very often the chemistry of this material. Sometimes the difference is small and sometimes it is very large. Placing a material in a stockpile from above, in a silo or in a hopper always create segregation if the material have a difference is size distribution. Fine material is placed in the middle of the heap and coarse material around. This can create increased standard deviation and disturbances in production. The picture below is from storage for limestone at one of our African factories. The target for LSF was around 97 % produced mainly by mixture of 2 limestone qualities homogenised before crusher. When I discovered this problem I sent the laboratory to take out a general sample (many small sample together) of the fine fraction and the same for the larger fraction. The LSF of the fine fraction was close to 70 % (very low) and the LSF for the coarse fraction was close to 550 %. This material was fed to a hopper by an overhead crane by an operator without any knowledge of this problem.
33
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
It caused huge variations how it was used. The same can be the situation for your limestone used in the cement. Be aware of the problem.
BLAST FURNANCE SLAG Granulated blast furnace slag is glass that to 50 % has got a chemical structure that is similar to C2S. This means that slag will, even if slow developing, create compressive strength. Clinker can stimulate the reactions so cements with slag could have very high compressive strength > 28 days. In ordinary Portland cement could granulated blast furnace slag replace the possible 5 % limestone but it would be a negative change since the ground slag will end up in the wrong end of the sieve curve. Portland slag cement type IIA will allow 6-20 % slag and type IIB allow 21-35 % slag. Blast furnace cement type IIIA allow 36-65 % slag, type IIIB 66-80 % slag and type IIIC 81-95 % slag. Composite cement will allow also up to 50 % slag. As has been mentioned before C2S is very hard top grind and this is also the case for granulated blast furnace slag. Double energy is needed to grind slag compared to clinker. Since slag is much lighter compared to cement clinker, slag cement will be lighter in colour. High amounts of slag will almost give a yellowish white colour of the concrete. Cements with high slag content will be slower to create compressive strength development compared to ordinary OPC but will reach the same or higher compressive strength after 1 year. Setting time will always be longer with slag cement compared to ordinary cement.
34
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
In the diagram above we can see hydration heat for ordinary cement and for a slag cement. Slag will just as cement clinker hydrate if it is stored outdoors even if the process goes more slowly. Therefore, old slag is not recommended, it should be fresh. The chemical composition of slag will also have influence on the quality and performance.
35
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
CEMENT PROPERTIES The cement produced has different properties. Those depends on chemical composition, gypsum additive, limestone or other additives, burning degree, alite crystal size, sieve distribution and other things… Normally cement is tested for water demand, Le Chatelier (expansion), Blaine (fineness), SO3, setting time and compressive strength. What should be tested is regulated by standards, for Example EN-197 (European standard), ASTM (American standard) or GOST (Russian standard). Water demand - is ruled by fineness and additives. Le Chatelier - we have gone through above under free CaO and MgO. Blaine – fineness we will come to below SO3 – we have gone through under gypsum Setting time - will follow below Compressive strength – we have passed under clinker quality but also other parameters will influence like fineness, SO3 and additives.
Setting time.
36
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Setting time is the time it takes from cement, sand and water is blended until it gets stiff by the hydration of the clinker minerals. Normal setting time is 110170 minutes. It may not be below 60 minutes and if it is more than 200 minutes customers do not like it. Beside factors below this hydration process is for sure sensitive to temperature variations that will influence and there is also chemicals that could be used to accelerate or retard setting time. There are different things that influence. * Higher LSF normally reduce setting time. * Higher free CaO normally reduce setting time. * Higher C3A may reduce setting time. * Added iron sulphate (Cr6+ reduction) will increase setting time. * Phosphorous will increase setting time * Increased SO3 may reduce setting time. * Added limestone may reduce setting time. * Increased blaine will reduce setting time.
In the diagrams below, examples of relations between setting time and free CaO and setting time and limestone additive are shown from 2 factories.
37
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> Relation Setting time / free CaO % 2003-2004 300 275 250
min
225 200 175 150 125 100 75 0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
2,2
2,4
f re e Ca O %
The setting time is important for the user of the cement. The concrete may not be stiff too soon and not too late but just in time. To regulate the setting time with gypsum normally only 2 % soluble sulphate is needed. What is added above this level does not change much of the setting time. But different types of sulphate may influence slightly (See above).
If gypsum not is added to the cement, the aluminate (C3A) will cause quick set – flash set, almost directly after mixing the cement with water to concrete by producing hydrates. With soluble sulphate in the mixture, Ettringite [(Ca3Al(OH)612H2O)2(SO4)3 2H2O] will instead be created that will cover the surface of the aluminate and thereby slow down the hydration. The compressive strength development will be very slow without gypsum and that is a very good reason to have full control over SO3. False set, is another form of early stiffening of concrete cased by too much dewatered gypsum reacting back to di-hydrate gypsum. The reason for this is too hot cement mills, where a large part of the gypsum has been converted to hemi-hydrate and possible anhydrite III. Both are easy soluble sulphates that will react with water back to gypsum causing the setting. The same thing happened when we are making gypsum figures. If this is a problem, the water spraying should be optimised, the airflow through the mill increased and outgoing cement temperature target to be reduced.
38
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Another possibility, normally expensive, is to change a part of the gypsum added against natural anhydrite (II) that not will change in the mill and have similar solubility as gypsum. There are chemical products from Grace that could reduce setting time. From the clinker quality will increased free CaO and increased LSF reduce setting time while phosphorous, large alite and hard burning will increase.
Cement fineness. The reason behind grinding clinker is to obtain larger specific surface to improve the reactivity. The finer the cement is ground the higher the reactivity will be and the faster the chemical reactions – hydration will go. Normal blaine is between 300-400 m2/kg but products up to 600 m2/kg exists. If we look at a curve over the cement fineness we can note the following: The curse looks like an S expressed with logarithmic diagram. We can also see a fine tail and a coarse tail that for separator mills is small. Below Slite STD-cement ground with separator mill.
39
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Below 3 μm. The part of the clinker that is ground finer than 3 μm is too reactive and will react (hydrate) during the blending of concrete and only play a roll for the temperature in the concrete and setting time. This fraction will not directly influence on the compressive strength development except possible very early. In a normal OP cement (CEM I) the amount of particles <3μm is around 15 %. (fineness 300-400 m2/kg). Possible higher if the blaine is high and lower if the blaine is low. In this fraction we could expect to find a large part of the soft gypsum (around 5 %) also most of the added limestone (5 %). The reason is that gypsum and limestone are softer than clinker and easy to grind. They will reduce the amount of cement clinker that will be over-ground to only around 5 % (<3 μm). In CEM II with additive of 10-20 % limestone in principle all clinker < 3 μm is replaced by gypsum and limestone.
What is giving concrete compressive strength? 40
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
From above we learnt that it was from C3S up to 28 days and then also from C2S. But we must also add the particle size distribution since reactions are connected to surface available. If we generalise we could say that it is the cement grains between 3 and 32 μm that will give compressive strength up to 28 days. This part is normally 50-70 % of the cement, not so good cement lower. Naturally it is so that the surface on larger grains (>32 μm) also will react but their total summary surface is small compared to the smaller grains that the effect is small. The fraction +32 μm is normally 25-30 %. Hydration speed. It is the hydration of the cement minerals that create compressive strength for the concrete. We have above mentioned the importance of fine particles and that coarse are good for nothing. In the diagram below we can see normal hydration speed for whole grains. Or hydration speed into a cement particle. Hydration speed cem ent grains 8 7 6
µm
5 4 3 2 1 0 0
5
10
15 20
25
30
35
40
45 50
55
60
65
70
75 80
85
90
95
days
With this diagram we can calculate that it takes for full hydration of different cement grain size. That will say if we become slightly theoretic and consider all cement grains as round balls. If we use the information and create a diagram regarding the situation after 28 days it will be as follows.
41
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> Degree of hydratistation after 28 days 100 90 80 70
%
60 50 40 30 20 10 0 0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
particle size µm
With this calculation and what is said above we can calculate that up to 28 days the compressive strength comes from: <3 μm 3-32 μm 50-70 % of the weight stand for 77-92 % of the strength development 32-80 μm 25 % of the weight stand for 23-8 % of the strength development For mills with grains > 80 μm they will, as could be seen above, not contribute with more than 0-2 % even if we have several percent.
Too coarse cement grains. The cement fraction >80μm could be considered as cement ballast, wasted material of no use. Since cement clinker is expensive to produce, it is costly to have some percentage in this fraction. For every percentage >80 μm the cement compressive strength will loose. With normal cement mills with separator this figure should be 0. For open circuit mills the figure should be below 5 %. If this is not the case, the blaine indicate coarse ground cement with low specific surface, a not very well working open circuit mill or holes in the separator internal cone. It can for open circuit mills also indicate that there is very hard glassy clinker that is so hard that it is difficult to grind. (See earlier about glassy clinker under raw material – clinker). Dangerous coarse. If grains > 130 μm exist in enough quantities, those grains will act as free lime and crack the concrete from inside while hydrating in a very late stage.
42
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Normally this can occur with holes in inner cones of separator or with a badly charged open circuit mill, often in combination with hard grown clinker. In a diagram further on from a Russian factory called Pikalevo we can see an example from the case with hard grown clinker and old open circuit mills probably not very well charged. In the diagram below from a Turkish factory and closed circuit mill we can see how a laser diagram will looks like if there is a hole in the inner cone of the separator. In both cases actions should be taken immediately to correct the quality.
Diagram from a closed circuit mill. Specific surface 337 m2/kg This cement is bad with 7 % >80 μm, 6 % >100 μm and 2 % >200 μm. Those large grains will probably cause micro cracks in the concrete construction, possibly making the steel reinforcement corrode. This could cause buildings to collapse, specially in areas with earth shakes. Control of particle size distribution should be done regular intervals for every mill and cement quality to see how the mill and the separator operates. Sieve residue on 80 or 90 μm should be controlled 1-2 times per shift (8 hours) and mill. If values > 90 μm exceed 5 % larger screens should be used to find out how much is over 130 μm. If any > 130 μm it should be avoided by actions.
43
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Old mills – open circuit. If we go back in time we can note that the old mills had 3 chambers with different grinding media size distribution. In a mill like that you could produce cement with only around 1 % over 90 μm (open circuit mill) and normal specific surface. I suppose that the next generation with 2 chambers was changed to make them easier to handle and to reduce costs, but it was not a positive step for the cement quality. It became more difficult to hold down the percentage above 80 μm and results were often 1-5 % > 80 μm. We must keep in our mind, that clinker grains over 80 μm are only ballast that not will contribute to the compressive strength development. It is wasted clinker good for nothing. In the diagram below we can observe particle size distribution for an open circuit Russian mill with 2 chambers, specific surface 331 m2/kg.
As could be seen this cement has 16 % < 3 μm, only 45 % is within 3-32 μm, 8 % > 80 μm, 5% > 100 μm and dangerous 3 % > 130 μm. Not any good cement. With more of the ground cement between 3-32 μm a higher quality and compressive strength could be reached. Beside that all grains above 130 μm should disappear.
44
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The results depends on clinker quality and how well the mill and for mills with separator, how well that works. There should always be clear routines to follow up and adjust to keep the cement quality high according to the goals set.
Closed circuit mills. In a closed circuit mill the material is only partly finished ground in the mill. Separation of finished cement and rejects are done in a separator. There are many types of separators. A reasonable good sieve curve from a well working mill unit could look like the one below.
Higher circulating load and higher separator speed will make the size distribution curve steeper – increasing the amount of 3-32 μm product.
45
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Blaine or specific surface Diagram over the relation between specific surface and size distribution.
1=500 m2/kg, 2=400 m2/kg, 3=300 m2/kg Blaine is a way to measure the fineness of the cement. The airflow resistance is measured in a compressed bed of cement. Finer particles will create a higher pressure drop, compared to coarser. This is not a real test of the particle surface but there is a clear relation between the fineness (particle surface) and measurement result, and this is a fast and easy method. A particle size analyser (laser) is a better instrument to detect cement fineness for example percentage of < 3 μm, 3-32 μm, > 80 μm and mean size. The curve form can also give us information. This analysis open up possibilities to follow the function of the separator, mill performance, clinker quality variations and many other things regarding cement quality and mill system. The slope of the curve in a particle size distribution diagram, if we exclude the ends in the top and bottom, will show how modern and efficient your mill separator is and what circulating load you have. The closer to vertical (90º) the curve is the more modern the system is and the better the clinker will be used for strength development in the concrete. Less undersize (< 3 μm) and less oversize (> 80 μm) and more between 3-32 μm. Today mostly blaine is expressed as m2/kg, normal values 300-400 m2/kg and sometimes as cm2/g, normal values 3000-4000 cm2/g.
46
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Separator reject. It is important to control the quality of produced cement but it is also important to control the separator reject. This control should be carried out 1-2 times per month for each mill and cement quality. It is important to make a sieve test on 90μm and 200 μm or much better, make a laser size distribution the size distribution looks like and how much of the reject that could have been good cement (< 32 μm). This control will give the operative status of the separator. While making those controls it is always important to compare the result with earlier tests and try to understand the difference. If the amount of grains over 200 μm is high, it is a good idea to think why. The reason could be the mill charge but often also glassy clinker from over burning. A chemical analysis including free CaO could tell more.
Relation blaine – kWh/t Diagram over the relation between specific surface and needed energy. Of cause this curve will depend on clinker quality, amount of added gypsum and filler, but that will only cause parallel movement. Also the type of mill will influence (open or closed circuit and type of separator). Relation specifik yta - kWh/t
Relation blaine / kWh/t
6000
5000
cm2/g
4000
3000
2000
1000
0 0
20
40
60
80
100
120
kWh/t
This relation is not linear, so for every step to higher fineness you have to add more kWh/ton compared to earlier steps. The finer we grind the cement, the higher specific surface and the more energy is needed.
47
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Fineness is normally ruled by sieve residue 90 m and by blaine that is an artificial measurement of particle surface. The relation between mill capacity and blaine could be seen in the diagram below for 2 cement mills and factories. Re latio n bla ine / c apac ity
180 160
capacity t/h
140 120 100 80 60 40 20 0 250
300
350
400
450
500
550
600
blaine m 2/kg
kWh/t
Relation kWh/t / blaine 65 60 55 50 45 40 35 30 25 20 15 10 5 0
Open circuit mill Closed circuit mill
200
225
250
275
300
325
350
375
400
425
450
475
500
525
blaine m 2/kg
In the diagram above we compare open and closed circuit mills regarding energy consumption (kWh/t). Specific surface is of cause important for the cement quality to rule but sometimes we overestimate the influence. The effect of changes is furthermore only half for the concrete compared to cement prism testing.
48
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The most important is to have good particle size distribution, the right amount between 3-32 μm, and other important parameters at optimum. The specific surface is likewise a quality ruling instrument for the cement, however not the only one. Depending on quality produced we could expect ~0,5 MPa / 10 m2/kg . Another way of describing it would be; Mill output change = (Blaine 1 / Blaine 2)1,4
Circulating load Described as follows; Circulating load = Quantity out of mill / Finished cement Or Circulating load = (Mill feed + Separator reject) / Finished cement Is this figure = 1, it means that the separator not is used at all and that the mill produce finished cement. This is okay for an old open circuit mill but not for a mill with a separator. If so the charge consists of too small grinding media that holds back the flow through the mill and low draft could also influence. Good circulation load for old separator mills is 1,4 – 2, and for modern mills 24. Higher value normally means more vertical sieve curve. Different specific surface will influence on circulation load as well as different hardness of the clinker. Generally we could say that low circulation load means that the separator is not really in use and grinding media is too small in the mill. High circulation load (>4) means that the mill is not working well or the separator does not operate well (example notable quantities < 30 μm in reject). If the separator has the capacity a circulating load of 4 is optimum where energy consumption is low and output on top. Circulating load curves (below) can vary with clinker grind ability, separator and mill condition and tests should be made to find your own optimum.
49
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Relation m ill output / circulating load 110 108 106 104 102 100 98 96 1
2
3
4
5
6
Circ ulating lo a d
Relation energy consum ption / circulating load 44
43 42
41 40
39 38 1
2
3
4
5
6
Circ ulating lo a d
If there is no weight control to calculate circulating load it could also be calculated from laser sieve distribution curves taken from: P = Product R = Rejects M = Mill output.
The formula is:
50
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Circulating load = (ΣP – ΣR) / (ΣM – ΣR) Let us make an example. We create a table from the laser measurements. Sieve fraction µm
% Passing Product Reject Mill product (P) (R) (M)
1,0
0,7
0,2
0,3
1,6
3,8
0,6
1,5
2,0
6,2
1,0
2,5
3,0
11,9
1,8
4,8
4,0
16,7
2,5
6,9
5,0
20,9
3,1
8,7
8,0
31,6
4,2
13,1
12,0
43,7
4,5
17,4
18,0
59,0
5,6
23,4
25,0
72,7
10,1
30,8
32,0
82,3
17,2
38,6
45,0
92,7
32,8
52,1
63,0
98,5
52,8
66,2
90,0
100,0
70,4
78,9
125,0
100,0
82,6
86,9
200,0
Summa
100,0
91,5
93,0
840,9
380,9
525,1
This table can be used to calculate circulating load C = Circulating load. (ΣP – ΣR) (840,9 – 380,9) 460,0 C = -------------- = ------------------------ = ------------ = 3,2 (ΣM – ΣR) (525,1 – 380,9) 144,2 This information could also be used to produce tromp curves to study how the separator works. The Tromp value = (Δ R * 100 / Δ M) * (1-1 / C) Example. Tromp value at 2 μm is (0,4 * 100 / 1,0) * (1-1 / 3,5) = 28,6 %
In the table below we can study a normal case from Slite works.
51
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> Sieve % Passing Tromp value µm Product Reject Mill output ΔR ΔK C % 1,0 1,6 2,0 3,0 4,0 5,0 8,0 12,0 18,0 25,0 32,0 45,0 63,0 90,0 125,0 200,0
0,7 3,8 6,2 11,9 16,7 20,9 31,6 43,7 59,0 72,7 82,3 92,7 98,5 100,0 100,0 100,0
0,2 0,6 1,0 1,8 2,5 3,1 4,2 4,5 5,6 10,1 17,2 32,8 52,8 70,4 82,6 91,5
0,3 1,5 2,5 4,8 6,9 8,7 13,1 17,4 23,4 30,8 38,6 52,1 66,2 78,9 86,9 93,0
Σ
840,9
380,9
525,1
Cirkulation value Separator bypass Cut size, D50 Sharpness index D75/D25
0,2 0,4 0,4 0,8 0,7 0,6 1,1 0,3 1,1 4,5 7,1 15,6 20,0 17,6 12,2 8,9
0,3 1,2 1,0 2,3 2,1 1,8 4,4 4,3 6,0 7,4 7,8 13,5 14,1 12,7 8,0 6,1
5,4 3,6 3,5 3,4 3,2 3,2 3,1 3,0 3,0 3,0 3,0 3,1 3,4 3,5 4,0 5,7
45,8 22,9 27,5 23,9 22,9 22,9 17,2 4,8 12,6 41,7 62,5 79,3 97,4 95,1 104,7 100,2
3,2
3,2 4,8% 27µm 1,9
C2 2003-09-09 100,0 90,0
Trompvalue %
80,0
This area is finished cement
70,0 60,0 50,0 40,0 30,0 20,0 10,0 0,0 1,0
10,0
µm
100,0
1000,0
Best results has been provided with single pass cage rotor separator Sieve µm
% Passing Product (P)
Reject (R)
52
Mill output (M)
C
Separator Efficiency %
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> 1,0 1,6 2,0 3,0 4,0 5,0 8,0 12,0 18,0 25,0 32,0 45,0 63,0 90,0 125,0 200,0 Summa
0,7 3,8 6,2 11,9 16,7 20,9 31,6 43,7 59,0 72,7 82,3 92,7 98,5 100,0 100,0 100,0 840,9
0,2 0,6 1,0 1,8 2,5 3,1 4,2 4,5 5,6 10,1 17,2 32,8 52,8 70,4 82,6 91,5 380,9
0,3 1,5 2,5 4,8 6,9 8,7 13,1 17,4 23,4 30,8 38,6 52,1 66,2 78,9 86,9 93,0 525,1
5,4 3,6 3,5 3,4 3,2 3,2 3,1 3,0 3,0 3,0 3,0 3,1 3,4 3,5 4,0 5,7 3,2
45,7 71,1 71,4 73,7 75,0 75,6 78,4 82,7 84,0 78,1 70,1 57,3 43,6 36,4 28,4 19,0
Separator efficiency 100,0
Efficiency %
90,0 80,0 70,0 60,0 50,0 40,0 30,0 20,0 10,0 0,0 0
10
20
30
40 50 60 Sieve passing
70
80
90
100
Reduction of chromium Cr6+ In the raw materials small amounts of chromium in form of Cr 3+ exist. In this form chromium is essential, for all the living animals and plants including humans. In the grinding media and lining, specially in high alloy steel there are 53
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
up to 20 % metallic chromium and in some types of magnesite bricks the chromium content is high (chromium magnesite). Chromium will, in the hot burning zone of the kiln, be oxidised to Cr 6+, a bright yellow, water soluble, cancerogen, allergen product. Cement is not eaten and this dangerous form of chromium does not exist in large amounts, but has historically caused eczema among cement workers. To protect users of the cement against this not wanted form of chromium, less chromium magnesite bricks are used, but also iron II sulphate is added to the cement. Iron II sulphate, occur in many forms, depending on crystal water (mono hydrate, hepta hydrate and others). In a water solution the iron II ions (Fe2+) will be oxidised to iron III ions (Fe3+) reducing chromium IV ions (Cr6+) to chromium III ions (Cr3+) that is not soluble in this high pH environment. Iron II sulphate could be destroyed by water, by high pH and by high temperatures. This means that the chromium reducing effect may be reduced in the mill and while storing cement during long periods. If iron II sulphate is blended with gypsum before the grinding this should be done short time before using the mixture. Blending with limestone or clinker before mill is negative due to high pH. It is very important that the iron II sulphate is added to the cement in a constant and optimised way so that the customers could feel security with the cement. Added to a open circuit mill producing high blaine cement will grind the iron sulphate so fine that the life length of the reducing factor is short lived. The best way to add should probably be to grind iron sulphate separately to 50100 μm or produce the same fineness during crystallisation and add this to finished cement in separator where some blending could take place.
Water injection into cement mill. To avoid overheating the cement during grinding, and thereby get wrong gypsum phase mixture, the cement mill is cooled down by water spray into the mill. Normally this is only carried out for chamber 2 but sometimes also for chamber 1.
The water will evaporate and it is not small amounts of steam that is created. For every cubic meter of water that is sprayed into the mill around 1.800 m3 water steam must leave.
54
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
To manage this without reaching the dew point in the mill, a good controlled draught through the mill is necessary. The under pressure in the inlet of the mill may not go below 2 mm water pressure. The amount of air passing through the mill is not constant, it will vary with the amount of water added. The best way should be to rule the mill fan by mill inlet under pressure with a PID regulator to always have constant flow through the mill. The dew point after the mill should not exceed 65 ºC. Electrical precipitators, will work best with a dew point of 60-70 ºC. Added water will also influence in other ways. Small amounts of the super fine cement will hydrate changing the characteristic of the cement. De dehydration of gypsum will probably also be affected. If the dew point should be reached in the mill, this means normally that cement will coat grinding media and liners. Electrostatic forces between the cement particles, specially if the cement is ground to high Blaine or at high temperature, may also cause this problem, as well using limestone producing type II cement, specially if no grinding aid is used. If the clinker temperature vary largely this will naturally cause variations in the water needed in the mill. Those variations may influence on gypsum de watering and the cement quality. It is important to get ruling possibilities and knowledge. Injected water should be sprayed in as small water drops for best possible cooling effect without hydrating the cement. Best way may be to use low pressure on the water with compressed air added in a nozzle. If water spraying is used for the first chamber it is important that the use of water is related to incoming clinker temperature. Spraying water in the first chamber with clinker temperature below 100 ˚C will only cause problems and hydrated (destroyed) cement. In the second chamber good results could be reached by placing one water tube far into the mill (1/2 chamber) and one closer to the outlet (1/4 chamber or less). This will give a possibility to cool the mill in an efficient way to avoid de-watered gypsum.
Cooling the cement. The ground cement leaving the cement mill is normally between 100 – 130 ºC. While passing the separator and filter the cement will cool down 10-30 ºC but it will still be hot. If the cement is placed in silos at this temperature, chemical reactions may start.
Syngenite If the cement contains potassium sulphate / chloride (> 0,6 % as K2O), some dihydrate gypsum (as it should be) and has a temperature over 65 ºC reaching the silo, syngenite could be formed. Syngenite [K 2Ca(SO4)2 H2O] as long needle 55
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
formed crystals reaching in all directions creating loose lumps. The floating possibilities for the cement will change dramatically already at a very low content of syngenite, before lumps start to form.
Syngenite lumps can create formations in the silos, block air slides and outlets and packing machines and be very irritating. The customers can beside lumps observe cement with low flow ability where grinding aid may help somehow. Compressive strength is normally not affected. To avoid those problems the cement is normally cooled down with cement cooler to a temperature < 65 ºC before storage.
Crash stop – sieve tests. Certainly the cement mill operator has a continues control over the cement mill if he get specific surface, sieve residue 80 or 90 μm, circulation load (closed circuit mill) and production / raw material feed, however sometimes it is necessary to do more.
To get a picture how the mill is working it is a good idea to make a crash stop sometimes, a stop where the mill stops at full production without stopping any feeders in advance.
56
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
After some cooling time the mill is open up and samples taken out from every length meter, about 1-2 dm deep, and 3 samples per meter from center and each side of the center. Every sample should be around 1 kg. Analysis is done by making sieve residue for 200 μm and 90 μm + specific surface for second chamber. Other sieve residues can be produced to give more knowledge. A stop like this should only be done on a mill in full balance without disturbances to show a true picture. The diagram below from Holderbank, shows us the sieve residues 200μm, 90 μm and specific surface for second chamber. This diagram looks good, but diagrams for mills with high circulating load may have a slightly different picture for the first chamber (see diagrams below Slite works).
If plateaus occur it shows that the mill does not work correctly. It is normal just before intermediate and outlet partition. Picture below Slite works. Cement mill 1 chamber 1
57
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
First chamber from cement a mill with high circulating load. Note the reduced figures for the inlet due to return material from separator.
For second chamber we can follow the grinding but also increasing blaine. Normal figures: Middle partition, 12-25 % sieve residue 0,5 mm, max 3 % > 2 mm. Outlet partition, 20-30 % sieve residue 0,2 mm, max 5% > 5 mm
GRINDING MEDIA AND MILL LINING.
58
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The amount of grinding media and size distribution is very important for the productivity (t/h) and energy consumption (kWh/t) for cement mills. If this is not managed correctly it may cost some money by reduced production, increased energy consumption and higher wear rate per ton cement. A management system for filling of grinding media, time, size and amount, was made by myself already 1976 as a Computer program. It is of cause possible to calculate by hand but it takes time and is not as accurate as Computer calculations. To start with an optimal size distribution for the chambers should be decided based upon type of mill, product and raw materials that will be used. Maybe the mill supplier have suggestions but if you have some know how, do not be afraid of testing changes.
An example of positive development. During my time as a production manager in Cementa Degerhamn I worked a lot with the cement mill with the following result; Mill type FLS 3,2 x 12 m Speed 17,45 r/m 72,7 % of critical speed Motor 1620 kW Chamber 1 = 3,5 meters, chamber 2 = 8,5 meters Capacity guarantee 38 t/h Closed circuit with second generation air separator Ball charge original (FLS) Size distribution ball charge chamber I 100 90 80 70 60 50 6 17 9 3 Average ball weight 1170 g
Balls tons Σ
35,0 ton
Size distribution grinding media chamber II 22/22 19/19 16/16 Cylpebs 21 43 21 ton Σ 85 ton Average weight 38 g The mill managed the guarantee production and made after some time around 42 t/h and everybody was happy. Circulation load was 1,1. After my experiment 1974-1981 the mill charge was as follows.
Size grinding media chamber I
59
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
100 90 80 70 60 3 9 7,5 5 2,5 Average ball weight 1800 g
50 1
ton
Σ
28,0 ton
Chamber II no special treatment only filling with 22x22 cylpebs adjusted after measured filling degree and calculated consumption. We can observe that I reduced the grinding media in the first chamber with 7 tons (-20 %) at the same time that the average ball weight were increased with 50 %. At the same time we started adding 3 % limestone, the gypsum was optimised and the separator was tested for best production. This had some consequences for the production. Circulation load was increased from 1,2 to 1,5 Average capacity 1980 was 57,5 t/h (+ 37 % from activity start or + 51 % against delivery guarantee) Electric consumption mill 27,8 kWh/t, total cement milling department 33,2 kWh/t. Gypsum 5,7 %, limestone additive 3,0 %. Specific surface 343 m2/kg. Interest and care for the mill gave this result. Few modern mills of today can produce better or cheaper but there are many the other ways around.
Control of grinding media. To be able to rule and control grinding media in a mill you must first find out the consumption calculated as g/ton for both chambers. Measurement in the mill, after running 20 minutes without feeding, of the distance between the roof and the bed of grinding media at 3-5 places will give you needed information to calculate how much grinding media there are left. To start with measurement every second month per chamber and mill and for each cement quality, is necessary, but after some time and knowledge this could be reduced to once every 3:d or 6:t month. A special tool should be constructed for this measurement. S= H (ballbed to Roof)-(inner mill diameter/2) H
S
60
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
At the same time it is a good idea to control of liners and the slots in the partition plates in the middle and at the outlet of the mill. Those could be filled with clinker pieces or residues of grinding media. The openings should be between 5-8 mm. While filling a new charge into a mill chamber measurements should take place and be the base for coming control measurements. If [S] in the formula above will increase the grinding media consumption is higher compared to what has been used in calculations for filling and a recalculation of the consumption must be done. If [S] reduce it is the opposite situation. Optimum filling degree regarding maximum production is said to be 27-29 % for both chambers. However optimal energy consumption will be found about 2 % lower. German research produced the following result that should be of great interest to all cement producers.
Energy Consumption kWh/t
Power utalisation cm2/J
Production t/h
Filling degree % ball charge. According to the diagram example above from Mahlen von Zement Kuhlmann, the optimum regarding production is 27,5 % filling degree and optimum regarding lowest possible energy consumption is 26 % filling degree.
Refilling of grinding media. The starting charge has got a common surface if we imagine all surface area on the grinding media as one area. This surface is worn by the grinding activities so that a 90 Ø mm ball after some time will become a 80 mm ball and so on. Refilling is only necessary for the 2-3 largest ball sizes.
61
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Adjustments of grinding media should be done every month on every mill in operation to maintain the average ball weight in the charge as well as the total charge weight. A calculation is needed for knowledge about what ball sizes will be needed and what amount will be consumed based upon budget production. This will be of great help for the purchasing department to always be able to support the needs and at the same time reduce the stock of grinding media close to nothing. Example of refilling of grinding media. As production responsible at Degerhamn works I estimated one year on experience the grinding media consumption for chamber I, cement mill 4, to be 25 g/ton cement for the coming year. With a Computer program I made 1976 I could read that, with a production of 300.000 ton cement, the consumption of grinding media would be 8,3 tons per year, split on 1,9 tons of 100 mm balls, 5,3 tons of 90 mm balls and 1,1 tons of 80 mm balls. What month the grinding media as whole tons should be filled to adjust for the wear was also there. Balls for the first chamber was always filled during production through the material inlet of the mill. For the second chamber the filling was done during mill control stops. Logically also too small grinding media were produced (< 50 Ø mm) but only about 10 % of what was refilled (0,8 ton p.a.). Those undersize balls were picked out by hand with help of a bucket and a rope during control of the mill. This may be apprehended, as something a bit odd, but the alternative, recharging of the mill and sorting up all grinding media in fractions, was a lot of work for days without production. In this way 2.000.000 tons were produced without taking out the charge from the mill! In this way the adjusting work for grinding media chamber I was around 5 hours per year. A lot of time, money and work were saved. Many mill responsible people do not see the mill charge control as so important as it is. In fact for every month or every 30.000-50.000 tons of cement produced the mill charge should be adjusted to maintain the productivity and energy consumption. If we look at the diagram below what is consumed and produced (undersize) during a year with a production of 300.000 tons of cement with grinding media consumption for chamber I of 25 g/ton.
62
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>> Malkroppsförslitning
Grinding media consumption 10 9 8 7
ton
6 Start 1 år
5 4 3 2 1 0 100
90
80
70
60
50
mm
The red (upper) line is wanted filling curve for grinding media (start) while the blue (lower) is the result after one years production (300.000 tons) without refilling. The curve must always be adjusted to maintain a constant level (charge) and keep the production optimal and energy consumption low. The diagram below show the situation if refilling is done in accordance with the Computer calculations without any outtake of small balls. Such a ruling and control will give optimal production and minimal energy consumption through the year and stable production conditions. Red curve is start and blue the result after adjusting correctly for 300.000 tons of production Malkroppsförslitning start + datorjusterat
10 9 8 7
ton
6 Start Series1
5 4 3 2 1 0 100
90
80
70 mm
63
60
50
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
New Grinding media control program. The old system was programmed in Advanced Basic program and this does not exist anymore. The one described below is made in 3 excel sheets.
In the first sheet a new charge is constructed. You fill in tons and get a graph and average ball weight + total filling to work with.
64
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The second sheet is for after control. You run the mill empty for inspection, measure bed-roof and will be served with filling degree, tonnage, adjusting to get things correct and how far you were from optimum.
The third sheet is for book keeping. You feed the sheet with filling information for your mills, grinding media consumption. To start with production budget followed by real production. The sheet tells you about the filling situation and recommend what to change. The changes are implemented to show filling situation for all grinding media sizes.
Steel ball quality. The best steel quality on grinding media, that I knew of until some years ago, came from the Belgian Magotteaux and their maxichrom quality. Others had tried to copy but the result has been that the grinding balls were splitting. To use manganese steel balls is possible but the wear could be estimated to be 10-12 times higher. Now a new actor on the market, Brockhausen & Holtze from Germany say that they have 30 % better life length on charge compared to Magotteaux. Also Indian similar grinding media is on the market at 2/3 of the cost from Vega Indstries.
Classifying mill liners. 65
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
Well functioning classifying liners, will sort the grinding balls so the coarsest will be close to the inlet and the finest close to the partition wall (first chamber). This can be positive for the production capacity and energy consumption since the grinding media will be split up to fit with the size of the material that should be ground. It can also have a positive impact of the sieve curve for cement leaving the mill. Unfortunately all classifying liners are not working as wanted and the material to grind may influence on this problem.
Thinking of security. A very important detail is, to lock the possibility to start the mill by yourself, and keep the key. The foreman and the operator of the mill must always be informed that the mill is stopped and that you intend to go into the mill. All security rules must in this aspect be followed and be clear to all involved.
GRINDING ADDITIVES 66
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
As mentioned before electrostatic forces are created between the cement particles because of lost or caught electrons. Particles have positive or negative charge and since + or – try to find each other, particles will stick together to share the electrons creating particle agglomerates. Problems like this will reduce efficiency of the separator and thereby reduce the production. Substances that work against those particle agglomerates are called grinding aid. To start with only tri-ethanol-amine were used, but today many other substances are used alone or as mixtures. For example ethylene glycol, propylene glycol, desugared Ca-lignin-sulphonate and amino-acetate. Today companies like Grace offer sophisticated blends for both de-agglomeration and Increased production. Most cement producers are today using grinding aid, and without it there is a risk that the flow ability will be reduced for the cement, and if high temperatures are achieved in the mill or fillers (limestone) is used the cement could stick to grinding media and liners. Grinding aid has an important roll to play, specially, while producing cement with high specific surface. The level added is not mainly added to increase the grinding capacity but to improve the flow ability for the cement and to reach the right degree of packing in the silos. Too much or too little can cause packset when the air leaves the cement and the silo will be difficult to empty. While handling grinding aid, this should be done with care and with protection not to get it on the skin, this is specially important if the product contains amides or amines. Some of those products may not be stable in the grinding process but how much and to what we do not really know. Research goes on. Try to find where right dosing level is by economic reason and do never overdose. A stable level is important for the cement quality. If the grinding aid is blended with water this should be carried out carefully and the storage tank should be equipped with some kind of blender. The dosing to the mill should be controlled once a month. Regarding overdosing we can note that more than once cement had been impossible to transport on leaning conveyor belts. Different grinding aids have different influence on different cement qualities. Therefore it is important to test production, compressive strength, energy consumption, setting time, and other parameters with different alternatives and compare with costs before decisions are taken. A Russian company named Ecofor has constructed a machine that can reduce electrical forces between cement particles by letting them pass an electrical field. This is said to act partly as grinding aid.
STOP STATISTICS
67
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
To run stop statistics over every large unit that produce is important. Every stop will prevent production and reduce utility
WHAT SHOULD BE INCLUDED IN STOP STATISTICS? Example. Unit Stop time Production loss Stop causing machine Type of stop Stop reason
Mill 6 0,4 hours 25 ton (include reduced production during restart) Lime stone hopper P (M mechanic, E electrical, P production) Raw material blockage of the hopper.
From this material good statistic could be produced per month and year and of cause by using computers. From this economical influence by each stop could be calculated. This can be a great help in investment discussions to solve the problems. Regarding stop statistics. “Knowledge about the problems is important before discussion how to solve them can start.”
RELATION DIAGRAM RESEARCH 68
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
While working with production we can easily note that there are variations. How much different parameters vary could be calculated as standard deviation but the reason behind can only being found by producing x – y diagrams to seek for relations. Relations that could be of interest to study could be the clinker temperature influence on for example: Temperature clinker ºC / Setting time cement Temperature clinker ºC / Water loss gypsum Temperature clinker ºC / Production t/h Temperature clinker ºC / Compressive strength MPa, 2, 3, 7, 28 days Temperature clinker ºC / Water injection m3/h Temperature clinker ºC / Flow ability cement Another could be outgoing cement temperature influence on: Temperature cement ºC / Setting time cement Temperature cement ºC / Water loss gypsum Temperature cement ºC / Production t/h Temperature cement ºC / Compressive strength MPa, 2, 3, 7, 28 days Temperature cement ºC / Water injection m3/h Temperature cement ºC / Flow ability cement Most of the x-y-diagrams will only get a ball of dots showing no relation but some will be as a line in some direction showing that there is a clear relation. However some of those relations are true but some are only the result that two parameters follow each other. Therefore, deeper studies should be carried out before any decisions are taken. It is very important to produce x-y-diagrams when the production has shown an important top or bottom for a parameter. This could be that the production capacity or quality or energy consumption being different from normal. If knowledge could be earned why this situation occurred a lot should be gained. Dips in production and quality could be avoided and parameters could be adjusted to optimisation. I promise that there are a lot of things to improve. Once our company took a sample in a Russian cement plant. I noticed that the chemistry was okay, normal Russian semi-sulphur resistant cement with rather low C3A, SO3 was not optimised and specific surface was 330 m2/kg. The factory had old production equipment and nothing exciting was expected. This should be normal Russian cement with a compressive strength of 48-50 MPa per 28 days. But I was complete wrong.
69
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
The compressive strength for 28 days was 65 MPa, 30 % higher than expected. Research showed good small alite crystals but still I do not know the full reason behind the result. So there is a lot of work to carry out before we all are at 65 MPa for 28 days test with 330 m2/kg for our cement. That knowledge would be worth many millions just for our company. Relation diagram Compressive strength x Alkali Relation compressive strength PSI / alkali %
X-y diagram over the relation between compressive strength for 1 and 28 days test (PSI or pounds per square inch) and alkali content % Na2Oeq. As we can see there is a very clear and dramatic relation. Information like this is very important for a factory that want to have a good quality, be cost efficient and have high productivity. However sometimes there are underlying reasons for the result so critical thinking is good.
70
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
STATISTIC TREATMENT OF DATA While presenting any data it is normally average that are used. Average (A) = Σ xi / n However this is not saying very much about the result. Let us take an example. We look at two parameters. The research is based upon 10 separate results or measurements. A. B.
25, 34, 31, 28, 26, 23, 30, 26, 29, 28 13, 42, 22, 35, 44, 18, 21, 29, 41, 15
Average = 28 Average = 28
If we are talking about average they are identical. But the reality behind is different. To explain the variations we could add maximum and minimum value but this is still not satisfactory. It will be much better if we add the stddeviation (s). ______________ s = √∑(xi-A)2/(n-1) This can be calculated by hand but it takes time. It can easily be handled in Excel Computer program where also average and maximum and minimum could be presented. Some smart hand calculators have also got this function. If we are using the formula above on those two series we will get the following result. A B
average 28,0 s 3,2 average 28,0 s 11,8
Max 34 Max 44
Min Min
23 13
We know that 68 % of all values will be within A ± s and that 95 % of all values will be within A ± 2 x s. If you have very many collected data, a presentation as a Gauss diagram, a x-y diagram where the Y-axis is on the average presented as a pile-chart. Suddenly we have a lot of information to evaluate and that will give us a better understanding. If a research conclusion should be distributed to others it is important to present it in a way so others can understand and evaluate the result. Believe that a picture will say more than 1000 words, make nice diagrams, evaluate everything the research figures can tell, present your interesting result even if you can not explain everything.
71
SCANCEM International Technical Support Åke Truedsson
2000-09-29
<<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<>><<><<<>><<>>
DUST AND SPILLAGE I believe that you think we are outside the subject now, but this is also an important part of the cement milling operation. I have very often, during my years in the production met the attitude that as long as a product is inside the producing unit it is a product of value, but as soon as it is outside as spillage it is only waste!!! I have seen factories dumping hundreds of tons every year. To me it is still a product of value that in first case should be hindered from coming out by a good preventive maintenance. But if a product comes out from the producing system anyhow it must go back as soon as possible to avoid disturbing contamination and to avoid that it will be spread around causing environmental problems. This could be done with a vacuum cleaner delivering the dust back to the system or a shoot on an elevator or screw conveyor where a shovel could bring it back. Of cause all those spill cleaning operations must be carried out with safe routines but it is possible with sieve over openings plus cover when not in use. As well money as work will be saved. If a cement mill with a very bad filter emit 100 mg/Nm 3 this may be seen as a small environment problem, that in worst case may overheat some ladies down the street with dirty windows. However what you emit is very fine grained good cement that your company have spent money in producing. By using a bad filter means bad environment for your neighbours, bad environment for yourself and a loss of money. Example If a factory with the size of 1,0 m. tons of cement had an emission of 100 mg/Nm3 they would emit around 28 tons of cement per year. A good factory would emit 10 kg p.a.
72
Related Documents

Ake - Cement Grinding - Training Book.doc
March 2021 0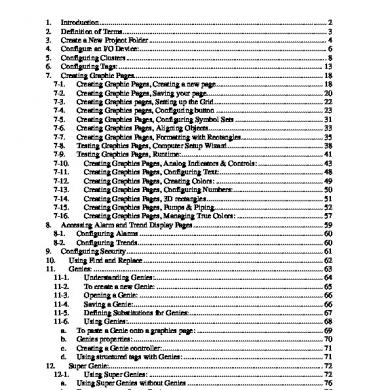
Cement Citect Training
January 2021 1
Grinding And Sizing
February 2021 1
Grinding Theory Sent
January 2021 1
Understanding Cement
January 2021 1
Acc Cement
February 2021 0More Documents from "NVNVNVNV"

