Contamination Of Transformer Oils
This document was uploaded by user and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this DMCA report form. Report DMCA
Overview
Download & View Contamination Of Transformer Oils as PDF for free.
More details
- Words: 3,814
- Pages: 6
Loading documents preview...
Power Technology and Engineering
Vol. 45, No. 1, 2011
CONTAMINATION OF THE TRANSFORMER OIL OF POWER TRANSFORMERS AND SHUNTING REACTORS BY METAL-CONTAINING COLLOIDAL PARTICLES S. Yu. L’vov,1 V. B. Komarov,2 V. N. Bondareva,2 A. F. Seliverstov,2 E. O. Lyut’ko,3 Yu. N. L’vov,3 and B. G. Ershov2 Translated from Élektricheskie Stantsii, No. 12, December 2010, pp. 35 – 41.
The results of a measurement of the contamination of the oil in 66 transformers by metal-containing colloidal particles, formed as a result of the interaction of the oil with the structural materials (the copper of the windings, the iron of the tank and core etc.), and also the results of measurements of the optical turbidity of the oil in 136 transformers when they were examined at the Power Engineering Research and Development Center Company are presented. Methods of determining the concentration of copper and iron in transformer oil are considered. The limiting values of the optical turbidity factors, the copper and iron content are determined. These can serve as a basis for taking decisions on whether to replace the silica gel of the filters for continuously purifying the oil of power transformers and the shunting reactors in addition to the standardized oil contamination factors, namely, the dielectric loss tangent and the acidity number of the oil. Keywords: transformer oil; metal-containing colloidal particles; optical turbidity; methods of determining the concentrations of metals in transformer oil.
In this paper we present the results of measurements of the optical turbidity and the content of copper and iron in oil used in transformers and shunting reactors, and we also choose methods for determining the metal content in the oil for the purpose of estimating its contamination by metal-containing colloidal particles. We inspected 136 transformers, and we measured the optical turbidity of the transformer oil. In Table 1 and Fig. 1 we show the frequence of the distribution of the values of the optical turbidity of transformer oil in a sequence of n service transformers, which are defined as the fractions of the transformers which have a specified value of the turbidity and less than F = Óni/n (ni is the number of transformers in which the values of the turbidity lie in the ith turbidity interval). The accumulated frequences correspond to the upper limits of the turbidity intervals, and the frequence equal to zero corresponds to the lower limit of the first interval. It is convenient to introduce as the integral criterion of the contamination of transformer oil by colloidal particles the factor of the limit value of the turbidity of the transformer oil. This criterion enables us to distinguish transformers with a high degree of development of colloidally dispersed processes in the oil and, as a consequence, having an increased degree of contamination of the windings due to adsorption by their insulation of products of oil contamination.
Transformer oil undergoes ageing during use, which is the result not only of oxidation processes, but also due to the formation and increase in the size of the colloidal particles [1]. At the present time, quantitative information on the development of colloidally dispersed processes in oil-filled transformer equipment can be obtained by measuring the optical turbidity of the transformer oil [2]. In [3] examples were given of the damage of 16 shunting reactors due to the development of coil short circuits resulting from contamination of the winding insulation by metalcontaining colloidal particles (copper sulfide CuS2) when using oil containing sulfur (Nitro 10 GBA or Nitro 10 GBN). The deposition of metal-containing colloidal particles, formed due to interaction of the oil with the structural materials (the copper of the windings, the iron of the tank, the core etc.), on the insulation of the windings leads to the occurrence of current-conducting bridges and, as a consequence, to a reduction in the electrical insulation sections, an increase in the nonuniformity and an increase in the electric field strength, partial breakdown of the insulation, the formation of gas microbubbles and, in the final analysis, to breakdown of the dielectric and hence short circuits of the windings. 1 2 3
LLC “Presselektro,” Russia. A. N. Frumkin Institute of Physical Chemistry and Electrochemistry of the Russian Academy of Sciences (IFCE of RAS), Russia. JSC “R&D Centre for Power Engineering,” Russia.
76 1570-145X/11/4501-0076 © 2011 Springer Science + Business Media, Inc.
Contamination of the Transformer Oil of Power Transformers and Shunting Reactors
M + O2 ® [M ... O2].
(1)
The oxygen complex O2 possesses a greater reaction capability than oxygen in the free molecular state O2. Hence, the fraction of the chain generation reaction O2 + RH ® R• + •OOH
(2)
is less than the probability that a chain will form with the participation of the metal [M ... O2] + RH ® R• + [HOO• ... M],
(3)
where RH are the hydrocarbons of the transformer oil. Free hydrocarbon radicals R• easily react with oxygen, giving peroxide radicals R• + O2 ® ROO•.(4) The free-radical particles formed interact further with the components of the transformer oil and with the structural materials of the transformer. On heating, the oxidation process is intensified, leading to an increase in oxygen-containing compounds, but their concentration is then reduced due to the formation of poorly soluble compounds with metals, so-called lacquer deposits. As a whole, methods of determining the concentration of metals in transformer oil can be divided into two groups: direct determination of the metal in the oil and the determination of the metal after procedures involving its separation from the oil.
1.0
Accumulated frequency F
The limit value of the turbidity is defined by the following condition: the oil of 90% of the transformers has less and equal turbidity. According to Fig. 1, this corresponds to a turbidity factor of 200 m–1. This approach is used to determine the limit concentrations of gases dissolved in the oil of the transformers [4]. The dynamics of the formation of colloidal particles when a transformer is being used are determined by the following main factors: — the type of protection of the oil from contact with the surrounding air (from oxidation); — the transformer loading mode; — the presence and working capability of the filters for continuously cleaning the oil; — the operating efficiency of the cooling system; — the group composition of the oil (aromatic hydrocarbons, unsaturated and saturated hydrocarbons of branched and unbranched structure etc.); — the content of antioxidant additive — ionol (agidol). The main reactions by which transformer oil interacts with the metal of structural materials are given in [1]. We merely note that oxygen of the air O2, diffusing through the oil film to the metal surface M, is absorbed by it, forming an active complex in accordance with the reaction
77
0.8 0.6 0.4 0.2 0
50
100 150 200 250 300 350 400 450 Turbidity, m –1
Fig. 1. Distribution of the transformers as a function of the turbidity of the transformer oil.
The first group includes methods based on the use of atomic adsorption spectrometers or optical atomic emission spectrometers, and also the use of x-ray fluorescence spectrometers. The main problem in using these technologies is the need to calibrate the instruments with oil solutions or suspensions with the same metal salts of known concentration as those being determined. Such a calibration requires considerable preliminary work to determine the forms in which the metals exist in the oil and in producing appropriate imitators. Another drawback is the high cost of the measuring equipment and the need to train highly qualified personnel. It should also be noted that for instruments based on a measurement of x-ray fluorescence, a relatively low sensitivity to copper is a characteristic feature: the lowest detection limit is 1 mg/liter. The concentration of copper in the oil of operational transformers is usually much lower. Taking the above into account, for the purpose of choosing methods for the quantitative analysis of metals (copper and iron) in transformer oil, we will consider methods in TABLE 1. Distribution of the transformers with respect to the value of the optical turbidity of the transformer oil Interval number i
Limits of the interval of optical turbidity, m–1
Number of transformers ni
1 2 3 4 5 6 7 8 9 10 11 12 13 14
0 – 10 10 – 20 20 – 30 30 – 40 40 – 50 50 – 100 100 – 150 150 – 200 200 – 250 250 – 300 300 – 350 350 – 400 400 – 450 450 – 500
12 31 38 2 13 11 10 6 5 6 0 0 0 2
Fraction Accumulated of the frequence transformers F Fi = ni/n 0.0886 0.2279 0.2794 0.0147 0.0955 0.0808 0.0735 0.0441 0.0367 0.0441 0 0 0 0.0147
Note. The total number of transformers n = 136.
0.0886 0.3165 0.5959 0.6106 0.7061 0.7869 0.8604 0.9045 0.9412 0.9853 0.9853 0.9853 0.9853 1.0000
78
which the metal ions are separated from the oil, and which enable one to determine fairly low concentrations of metals in oil. Compounds of metals can be extracted from a sample of the oil by one of the following methods: — extraction with nitric acid using a laboratory rocking device; — extraction with nitric acid using an ultrasonic generator; — the “wet combustion” process. The first two methods are the simplest to use experimentally. The essential feature of the method of extraction by using a laboratory rocking device is the extraction of metal ions using an aqueous solution of nitric acid in an emulsion, obtained by shaking samples of mixtures of the oil and nitric acid in a KM-30 or similar rocking device. In the second method an emulsion is formed by the action of ultrasound using a UZDN-A or similar ultrasonic generator with a titanium sonic electrode (this method was mainly employed in our investigation). The most reliable method of extracting metals from a sample of oil is the “wet combustion” of samples. This process involves complete oxidation of the sample of transformer oil to carbon dioxide and water by 100% nitric acid in the presence of sulfur, and then hydrochloric acid [5]. The acidic solution obtained contains all the metals which were present in the sample of oil employed in ionic form. Further, for each of these methods one aims to analyze the aqueous phase. The metal content is determined using photometric or atomic-adsorption methods. The basic principle of the photometric method of determining iron using 1,10-phenantrolene consists of reducing the iron (III) in a weakly acidic aqueous solution of hydroxylamine hydrochloride. The divalent ions of iron form with the 1,10-phenantrolene a crimson-colored complex, the optical density of which is measured at a wavelength of 512 nm [6, 7]. The basic principle of the photometric method of determining copper consists of forming a violet-colored complex of a compound of copper (II) with ditysonite, extracting it with carbon tetrachloride and measuring the optical density of the extract obtained at a wavelength of 550 nm. The basic principle of the atomic-adsorption method of determining the content of metals in transformer oil is a quantitative comparison of the absorption of the resonance radiation of the free metal atoms (iron and copper), formed in an acetylene-air flame by introducing into it solutions of samples of acidic aqueous extracts of transformer oils and comparison solutions with known concentrations of copper and iron [5]. It is this, essentially standard, method that was used to obtain the experimental data presented in the present paper. Comparison experiments for these methods of extracting the metal compounds from a sample of transformer oil and their subsequent quantitative analysis, carried out at the
S. Yu. L’vov et al.
A. N. Frumkin Institute of Physical Chemistry and Electrochemistry, showed that in any case for two parallel determinations the relative error does not exceed 25% with a confidence coefficient p = 0.95. Here the standards of internal operational control of convergence (a disagreement of not more than 15% of the arithmetic mean for two results of tests) and reproducibility (a divergence of not more than 35%) were well satisfied, i.e., the accuracy of the determination here corresponds to that obtained using similar standard methods of determining the mass fraction of microelements in other substances [5 – 7]. In Table 2 we show the results of measurements of the optical turbidity and of the content of the metals of the main structural materials (copper and iron) in the oil of 66 long used and standby transformers. Of 65 chosen samples of oil, six samples were taken from the tanks of RODGA-500 type reactors, two samples were taken from TTs-300000/220 and TTsG-275000/220 standard-type transformers, one sample was taken from a standard-type standby transformer (type OTsG-210000/500), 23 samples were taken from the tanks of standby transformers of 110 kV substations, and 33 samples were taken from the tanks of operating transformers in 110 kV substations. As follows from the data in Table 2, the content of microquantities of iron in transformer oil varies from 2.308 to 11.580 mg/liter, the copper content varies from 0.167 to 1.710 mg/liter and the turbidity varies from 6 to 167 m–1. The maximum value of the turbidity of 167 m–1 is less than the limit value of 200 m–1, which we recommend. Owing to the operation of continuously acting oil cleaning filters, its additives and other operations, which lead to a change in the concentration of metal-containing colloidal particles in different modes of operation of the transformers, it is difficult to analyze the kinetics of their formation in operating transformer equipment. Nevertheless, taking the above into account, we can estimate the ratio of the copper and iron rate of formation constants in operating transformers using the data in Table 2, by means of a kinetic equation of the form C = Kt + C0,
(5)
where C and C0 are the current (at the instant of measurement) and the initial concentrations of metals (iron or copper) in the transformer oil; t is the transformer oil operating time; and K is the effective rate constant of the formation of metal-containing compounds. Relation (5) is a consequence of the well-known mechanism of the formation of metal-containing colloidal particles, the kinetics of the formation of which is described by a zero-order equation [8]. In fresh oils, copper and iron are present in only small amounts, and their presence can only be detected by special methods [9].
Contamination of the Transformer Oil of Power Transformers and Shunting Reactors
79
TABLE 2. Turbidity Factors and Iron and Copper Contents in Transformer Oil Type of oil
No.
TK GOST 982–56 + GK 38.101.1025-85
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
TSp GOST 10121–76 + GK TU 38.101.1025–85
TK GOST 982–56 TSp GOST 10121–62 + TSp GOST 10121–76 TKP GOST 982–68 TKp TU 38.101.890–81 TSp GOST 10121–76 TSp GOST 10121–76 + import 75% TK GOST 982–56 + 25% TSp GOST 10121–76 GK TU 38.101-1025–85
TSp GOST 10121–62 GK TU 38.101-890–81 + TSp GOST 10121–76 + + GK TU 38.101.830–90 + GK TU 38.101.1025–85 T-1500 GOST 982–80 TKp GOST 982–68
Metal content, mg/liter
Year of introduction into operational equipment
Turbidity ô, m–1
Fe
Cu
1965 1971 1966 1968 1974 1955 1979 1978 1977 1978 1968 1968 1968 1968 1958 1958 1958 1958 1962 1963 1986 1968 1968 1967 1954 1959 1968 1969 1977 1969 1969 1964 1985 1983 1979 1985 1987 1968 — 2005 1968 1968 — — — 1988
32 163 6 167 10 19 166 61 59 57 83 165 165 167 163 138 131 96 147 41 166 167 138 80 9 129 45 167 168 124 97 164 45 44 166 35 16 60 4 63 38 72 34 78 71 93 167
11.58 9.8 3.067 4.12 2.813 2.547 4.44 2.948 2.651 2.309 2.339 2.528 2.514 2.453 3.214 2.507 2.327 2.692 2.589 3.043 2.718 2.895 2.595 3.252 2.708 2.602 2.674 2.308 4.79 2.459 7.0 4.7 3.077 2.850 2.602 4.84 2.637 2.861 2.565 6.16 2.678 3.165 2.929 5.16 3.240 2.991 12.1
0.601 0.276 0.167 0.220 0.173 0.171 0.259 0.188 0.187 0.161 0.173 0.235 0.230 0.203 0.199 0.210 0.194 0.198 0.543 0.256 0.477 0.317 0.207 0.187 0.175 0.197 0.220 0.392 1.053 0.193 0.294 0.221 0.204 0.184 1.710 0.283 0.185 0.189 0.184 0.213 0.196 0.213 0.357 0.212 0.829 0.208 0.275
1960 1976 — — — — — — — — — — — — — — — —
123 61 89 63 165 77 125 69 115 153 60 42 129 27 11 107 74 7
3.38 2.448 3.099 2.767 2.826 2.990 2.826 3.022 2.276 2.536 6.56 6.2 5.16 2.954 3.272 9.13 2.787 2.262
0.314 0.197 0.204 0.220 0.229 0.354 0.213 0.225 0.371 0.188 0.218 0.756 0.317 0.185 0.179 0.189 0.213 0.183
80
S. Yu. L’vov et al.
0.32
Since C > C0, we will estimate the possibility of the existence of the relation
a
0.30
CCu/CFe = KCu/KFe = const
[Cu], mg/liter
0.28 0.26 0.24 0.22 0.20 0.18 2.2 0.23
2.4
2.6
2.8
3.0
3.2[Fe], mg/liter
b
for different groups of transformers (CCu and CFe are the copper and iron concentrations). The relation between the copper and iron content in the oil of operating transformers is illustrated in Fig. 2. A correlation analysis of the data in Table 2 revealed approximately three similar groups of transformers, in which relation (6) is satisfied fairly well. The results of a correlation analysis of the relation between the copper and iron concentrations in transformer oils for these groups of operating transformers are presented in Table 3 in the form of constants for the numerical relation
0.22
[ Cu] =
[Cu], mg/liter
0.21
K Cu K Fe
[ Fe] + B.
(7)
0.20 0.19 0.18 0.17 0.16 2.2
2.4
2.6
3.0
3.5
2.8
3.0 [Fe], mg/liter
0.30
ñ 0.28 0.26
[Cu], mg/liter
(6)
0.24 0.22 0.20 0.18 0.16 2.5
4.0
4.5 [Fe], mg/liter
Fig. 2. Relation between the content of copper and iron ions in the oil of working transformers: a, the ratio of the effective rate constants of the formation of copper and iron compounds 0.10677 ± 0.01264; b, for a ratio of 0.06774 ± 0.00957; c, for 0.04674 ± 0.00516.
As follows from the data in Table 3, the correlation coefficient for these groups of transformers is fairly high, which indicates the deterministic nature of the formation of copper and iron in oil during the operation of transformer equipment. However, the ratio of the current concentrations of copper and iron for the different groups of transformers investigated may differ by more than a factor of 2. We have not found, from the results of the analysis, any strict correlation relationship between the concentrations of the metals in the oil and the optical turbidity factor. This indicates that the turbidity factor is an integral function of the state of the oil, which takes into account the formation not only of metal-containing colloidal particles, but also of soluble sludge, and also of colloidal particles of oxidized compounds of oil hydrocarbons and water. By analogy with the optical turbidity factor it is useful to take the limiting values of the copper and iron content in transformer oil, defined as follows: the oil in 90% of the total number of operating transformers has lower or equal values. According to our results, the limiting values in the working oil of power transformers and shunting reactors are as follows: — optical turbidity — 200 m–1; — copper concentration — 0.26 mg/liter; — iron concentration — 3.2 mg/liter. Values greater than this may serve as a basis for taking a decision on whether to replace the silica gel in the oil filters of power transformers and shunting reactors or regenerate
TABLE 3. Correlation Analysis of the Relation Between the Concentrations of Copper and Iron in the Oil of Working Transformers Group
Number of the analysis point in Table 2
KCu/KFe
B
Correlation coefficient R
1 2 3
12, 13, 14, 16, 17, 20, 22, 23, 27, 30, 43, 48, 49, 51, 52, 65 6, 9, 10, 11, 18, 26, 37, 39, 41, 42, 46, 54, 55, 57, 64 2, 3, 5, 7, 8, 15, 24, 25, 33, 34, 36, 38, 50
0.10677 ± 0.01264 0.06774 ± 0.00957 0.04674 ± 0.00516
–0.05852 ± 0.0354 0.01192 ± 0.02584 0.04691 ± 0.01751
0.931 0.900 0.940
Contamination of the Transformer Oil of Power Transformers and Shunting Reactors
the oil — in addition to the oil contamination factors, standardized in [10] — the dielectric loss tangent and the acid number of the oil. CONCLUSIONS 1. We have analyzed the dynamics of the change in the turbidity factor and in the content of copper and iron in the oil of power transformers and shunting reactors. We have considered methods of determining the copper and iron concentration in transformer oil. 2. On the basis of our statistical investigations of the contamination of transformer oil by colloidal particles, we have determined the limiting values of the optical turbidity factor and the copper and iron contents, any excess of which may serve as a basis for taking a decision on whether to replace the silica gel of the oil purification filters of power transformers and shunting reactors or to regenerate the oil — in addition to the standardized oil contamination factors. REFERENCES 1. M. Yu. L’vov, “Colloidal-dispersed processes in high-voltage hermetic leads of transformers,” Élektr. Stantsii, No. 4 (2000).
81
2. Systematic Indicators in Determining the Optical Turbidity of the Transformer Oil of the Hermetic Leads of 110 kV and Higher Power Transformers and Shunting Reactors [in Russian], Izd. JSC “Énergeticheskie Tekhnologii,” Moscow (2007). Approved JSC RAO “ÉEC Rossii” VI/21/2007. 3. A. Vita, P. R. T. Patrocinio, S. A. Godinko, et al., The Effect of Passivator Additive Used in Transformers and Reactors Mineral Oil to Neutralize the Sulfur Corrosion and Its Influence on Low Thermal Defect, CIGRE-2008, A2-215. 4. RD 153-34.0-46.302-00. Systematic Indicators in the Diagnostics of Developing Defects of Transformer Equipment from the Results of a Chromatography Analysis of the Gases Dissolved in the Oil [in Russian], Moscow (2001). 5. State Standard GOST R 51637–2000. Premixes. Methods of Determining the Mass Fraction of Microelements (Manganese, Iron, Copper, Zinc, and Cobalt) [in Russian]. 6. State Standard GOST 24523.3–80. Electrical Engineering Periclase. Methods of Determining Iron Oxide [in Russian]. 7. State Standard GOST 2642.5–97. Interstate Standard. Refractory Materials and Raw Materials. Methods of Determining Iron Oxide (III ) [in Russian]. 8. V. A. Kireev, A Course in Physical Chemistry [in Russian], Khimiya, Moscow (1975). 9. R. A. Lipshtein and M. I. Shakhnovich, Transformer Oil [in Russian], Énergoatomizdat, Moscow (1983). 10. SO 34.45.51.300–97. The Extent and Standards of Tests on Electrical Equipment [in Russian].
Vol. 45, No. 1, 2011
CONTAMINATION OF THE TRANSFORMER OIL OF POWER TRANSFORMERS AND SHUNTING REACTORS BY METAL-CONTAINING COLLOIDAL PARTICLES S. Yu. L’vov,1 V. B. Komarov,2 V. N. Bondareva,2 A. F. Seliverstov,2 E. O. Lyut’ko,3 Yu. N. L’vov,3 and B. G. Ershov2 Translated from Élektricheskie Stantsii, No. 12, December 2010, pp. 35 – 41.
The results of a measurement of the contamination of the oil in 66 transformers by metal-containing colloidal particles, formed as a result of the interaction of the oil with the structural materials (the copper of the windings, the iron of the tank and core etc.), and also the results of measurements of the optical turbidity of the oil in 136 transformers when they were examined at the Power Engineering Research and Development Center Company are presented. Methods of determining the concentration of copper and iron in transformer oil are considered. The limiting values of the optical turbidity factors, the copper and iron content are determined. These can serve as a basis for taking decisions on whether to replace the silica gel of the filters for continuously purifying the oil of power transformers and the shunting reactors in addition to the standardized oil contamination factors, namely, the dielectric loss tangent and the acidity number of the oil. Keywords: transformer oil; metal-containing colloidal particles; optical turbidity; methods of determining the concentrations of metals in transformer oil.
In this paper we present the results of measurements of the optical turbidity and the content of copper and iron in oil used in transformers and shunting reactors, and we also choose methods for determining the metal content in the oil for the purpose of estimating its contamination by metal-containing colloidal particles. We inspected 136 transformers, and we measured the optical turbidity of the transformer oil. In Table 1 and Fig. 1 we show the frequence of the distribution of the values of the optical turbidity of transformer oil in a sequence of n service transformers, which are defined as the fractions of the transformers which have a specified value of the turbidity and less than F = Óni/n (ni is the number of transformers in which the values of the turbidity lie in the ith turbidity interval). The accumulated frequences correspond to the upper limits of the turbidity intervals, and the frequence equal to zero corresponds to the lower limit of the first interval. It is convenient to introduce as the integral criterion of the contamination of transformer oil by colloidal particles the factor of the limit value of the turbidity of the transformer oil. This criterion enables us to distinguish transformers with a high degree of development of colloidally dispersed processes in the oil and, as a consequence, having an increased degree of contamination of the windings due to adsorption by their insulation of products of oil contamination.
Transformer oil undergoes ageing during use, which is the result not only of oxidation processes, but also due to the formation and increase in the size of the colloidal particles [1]. At the present time, quantitative information on the development of colloidally dispersed processes in oil-filled transformer equipment can be obtained by measuring the optical turbidity of the transformer oil [2]. In [3] examples were given of the damage of 16 shunting reactors due to the development of coil short circuits resulting from contamination of the winding insulation by metalcontaining colloidal particles (copper sulfide CuS2) when using oil containing sulfur (Nitro 10 GBA or Nitro 10 GBN). The deposition of metal-containing colloidal particles, formed due to interaction of the oil with the structural materials (the copper of the windings, the iron of the tank, the core etc.), on the insulation of the windings leads to the occurrence of current-conducting bridges and, as a consequence, to a reduction in the electrical insulation sections, an increase in the nonuniformity and an increase in the electric field strength, partial breakdown of the insulation, the formation of gas microbubbles and, in the final analysis, to breakdown of the dielectric and hence short circuits of the windings. 1 2 3
LLC “Presselektro,” Russia. A. N. Frumkin Institute of Physical Chemistry and Electrochemistry of the Russian Academy of Sciences (IFCE of RAS), Russia. JSC “R&D Centre for Power Engineering,” Russia.
76 1570-145X/11/4501-0076 © 2011 Springer Science + Business Media, Inc.
Contamination of the Transformer Oil of Power Transformers and Shunting Reactors
M + O2 ® [M ... O2].
(1)
The oxygen complex O2 possesses a greater reaction capability than oxygen in the free molecular state O2. Hence, the fraction of the chain generation reaction O2 + RH ® R• + •OOH
(2)
is less than the probability that a chain will form with the participation of the metal [M ... O2] + RH ® R• + [HOO• ... M],
(3)
where RH are the hydrocarbons of the transformer oil. Free hydrocarbon radicals R• easily react with oxygen, giving peroxide radicals R• + O2 ® ROO•.(4) The free-radical particles formed interact further with the components of the transformer oil and with the structural materials of the transformer. On heating, the oxidation process is intensified, leading to an increase in oxygen-containing compounds, but their concentration is then reduced due to the formation of poorly soluble compounds with metals, so-called lacquer deposits. As a whole, methods of determining the concentration of metals in transformer oil can be divided into two groups: direct determination of the metal in the oil and the determination of the metal after procedures involving its separation from the oil.
1.0
Accumulated frequency F
The limit value of the turbidity is defined by the following condition: the oil of 90% of the transformers has less and equal turbidity. According to Fig. 1, this corresponds to a turbidity factor of 200 m–1. This approach is used to determine the limit concentrations of gases dissolved in the oil of the transformers [4]. The dynamics of the formation of colloidal particles when a transformer is being used are determined by the following main factors: — the type of protection of the oil from contact with the surrounding air (from oxidation); — the transformer loading mode; — the presence and working capability of the filters for continuously cleaning the oil; — the operating efficiency of the cooling system; — the group composition of the oil (aromatic hydrocarbons, unsaturated and saturated hydrocarbons of branched and unbranched structure etc.); — the content of antioxidant additive — ionol (agidol). The main reactions by which transformer oil interacts with the metal of structural materials are given in [1]. We merely note that oxygen of the air O2, diffusing through the oil film to the metal surface M, is absorbed by it, forming an active complex in accordance with the reaction
77
0.8 0.6 0.4 0.2 0
50
100 150 200 250 300 350 400 450 Turbidity, m –1
Fig. 1. Distribution of the transformers as a function of the turbidity of the transformer oil.
The first group includes methods based on the use of atomic adsorption spectrometers or optical atomic emission spectrometers, and also the use of x-ray fluorescence spectrometers. The main problem in using these technologies is the need to calibrate the instruments with oil solutions or suspensions with the same metal salts of known concentration as those being determined. Such a calibration requires considerable preliminary work to determine the forms in which the metals exist in the oil and in producing appropriate imitators. Another drawback is the high cost of the measuring equipment and the need to train highly qualified personnel. It should also be noted that for instruments based on a measurement of x-ray fluorescence, a relatively low sensitivity to copper is a characteristic feature: the lowest detection limit is 1 mg/liter. The concentration of copper in the oil of operational transformers is usually much lower. Taking the above into account, for the purpose of choosing methods for the quantitative analysis of metals (copper and iron) in transformer oil, we will consider methods in TABLE 1. Distribution of the transformers with respect to the value of the optical turbidity of the transformer oil Interval number i
Limits of the interval of optical turbidity, m–1
Number of transformers ni
1 2 3 4 5 6 7 8 9 10 11 12 13 14
0 – 10 10 – 20 20 – 30 30 – 40 40 – 50 50 – 100 100 – 150 150 – 200 200 – 250 250 – 300 300 – 350 350 – 400 400 – 450 450 – 500
12 31 38 2 13 11 10 6 5 6 0 0 0 2
Fraction Accumulated of the frequence transformers F Fi = ni/n 0.0886 0.2279 0.2794 0.0147 0.0955 0.0808 0.0735 0.0441 0.0367 0.0441 0 0 0 0.0147
Note. The total number of transformers n = 136.
0.0886 0.3165 0.5959 0.6106 0.7061 0.7869 0.8604 0.9045 0.9412 0.9853 0.9853 0.9853 0.9853 1.0000
78
which the metal ions are separated from the oil, and which enable one to determine fairly low concentrations of metals in oil. Compounds of metals can be extracted from a sample of the oil by one of the following methods: — extraction with nitric acid using a laboratory rocking device; — extraction with nitric acid using an ultrasonic generator; — the “wet combustion” process. The first two methods are the simplest to use experimentally. The essential feature of the method of extraction by using a laboratory rocking device is the extraction of metal ions using an aqueous solution of nitric acid in an emulsion, obtained by shaking samples of mixtures of the oil and nitric acid in a KM-30 or similar rocking device. In the second method an emulsion is formed by the action of ultrasound using a UZDN-A or similar ultrasonic generator with a titanium sonic electrode (this method was mainly employed in our investigation). The most reliable method of extracting metals from a sample of oil is the “wet combustion” of samples. This process involves complete oxidation of the sample of transformer oil to carbon dioxide and water by 100% nitric acid in the presence of sulfur, and then hydrochloric acid [5]. The acidic solution obtained contains all the metals which were present in the sample of oil employed in ionic form. Further, for each of these methods one aims to analyze the aqueous phase. The metal content is determined using photometric or atomic-adsorption methods. The basic principle of the photometric method of determining iron using 1,10-phenantrolene consists of reducing the iron (III) in a weakly acidic aqueous solution of hydroxylamine hydrochloride. The divalent ions of iron form with the 1,10-phenantrolene a crimson-colored complex, the optical density of which is measured at a wavelength of 512 nm [6, 7]. The basic principle of the photometric method of determining copper consists of forming a violet-colored complex of a compound of copper (II) with ditysonite, extracting it with carbon tetrachloride and measuring the optical density of the extract obtained at a wavelength of 550 nm. The basic principle of the atomic-adsorption method of determining the content of metals in transformer oil is a quantitative comparison of the absorption of the resonance radiation of the free metal atoms (iron and copper), formed in an acetylene-air flame by introducing into it solutions of samples of acidic aqueous extracts of transformer oils and comparison solutions with known concentrations of copper and iron [5]. It is this, essentially standard, method that was used to obtain the experimental data presented in the present paper. Comparison experiments for these methods of extracting the metal compounds from a sample of transformer oil and their subsequent quantitative analysis, carried out at the
S. Yu. L’vov et al.
A. N. Frumkin Institute of Physical Chemistry and Electrochemistry, showed that in any case for two parallel determinations the relative error does not exceed 25% with a confidence coefficient p = 0.95. Here the standards of internal operational control of convergence (a disagreement of not more than 15% of the arithmetic mean for two results of tests) and reproducibility (a divergence of not more than 35%) were well satisfied, i.e., the accuracy of the determination here corresponds to that obtained using similar standard methods of determining the mass fraction of microelements in other substances [5 – 7]. In Table 2 we show the results of measurements of the optical turbidity and of the content of the metals of the main structural materials (copper and iron) in the oil of 66 long used and standby transformers. Of 65 chosen samples of oil, six samples were taken from the tanks of RODGA-500 type reactors, two samples were taken from TTs-300000/220 and TTsG-275000/220 standard-type transformers, one sample was taken from a standard-type standby transformer (type OTsG-210000/500), 23 samples were taken from the tanks of standby transformers of 110 kV substations, and 33 samples were taken from the tanks of operating transformers in 110 kV substations. As follows from the data in Table 2, the content of microquantities of iron in transformer oil varies from 2.308 to 11.580 mg/liter, the copper content varies from 0.167 to 1.710 mg/liter and the turbidity varies from 6 to 167 m–1. The maximum value of the turbidity of 167 m–1 is less than the limit value of 200 m–1, which we recommend. Owing to the operation of continuously acting oil cleaning filters, its additives and other operations, which lead to a change in the concentration of metal-containing colloidal particles in different modes of operation of the transformers, it is difficult to analyze the kinetics of their formation in operating transformer equipment. Nevertheless, taking the above into account, we can estimate the ratio of the copper and iron rate of formation constants in operating transformers using the data in Table 2, by means of a kinetic equation of the form C = Kt + C0,
(5)
where C and C0 are the current (at the instant of measurement) and the initial concentrations of metals (iron or copper) in the transformer oil; t is the transformer oil operating time; and K is the effective rate constant of the formation of metal-containing compounds. Relation (5) is a consequence of the well-known mechanism of the formation of metal-containing colloidal particles, the kinetics of the formation of which is described by a zero-order equation [8]. In fresh oils, copper and iron are present in only small amounts, and their presence can only be detected by special methods [9].
Contamination of the Transformer Oil of Power Transformers and Shunting Reactors
79
TABLE 2. Turbidity Factors and Iron and Copper Contents in Transformer Oil Type of oil
No.
TK GOST 982–56 + GK 38.101.1025-85
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
TSp GOST 10121–76 + GK TU 38.101.1025–85
TK GOST 982–56 TSp GOST 10121–62 + TSp GOST 10121–76 TKP GOST 982–68 TKp TU 38.101.890–81 TSp GOST 10121–76 TSp GOST 10121–76 + import 75% TK GOST 982–56 + 25% TSp GOST 10121–76 GK TU 38.101-1025–85
TSp GOST 10121–62 GK TU 38.101-890–81 + TSp GOST 10121–76 + + GK TU 38.101.830–90 + GK TU 38.101.1025–85 T-1500 GOST 982–80 TKp GOST 982–68
Metal content, mg/liter
Year of introduction into operational equipment
Turbidity ô, m–1
Fe
Cu
1965 1971 1966 1968 1974 1955 1979 1978 1977 1978 1968 1968 1968 1968 1958 1958 1958 1958 1962 1963 1986 1968 1968 1967 1954 1959 1968 1969 1977 1969 1969 1964 1985 1983 1979 1985 1987 1968 — 2005 1968 1968 — — — 1988
32 163 6 167 10 19 166 61 59 57 83 165 165 167 163 138 131 96 147 41 166 167 138 80 9 129 45 167 168 124 97 164 45 44 166 35 16 60 4 63 38 72 34 78 71 93 167
11.58 9.8 3.067 4.12 2.813 2.547 4.44 2.948 2.651 2.309 2.339 2.528 2.514 2.453 3.214 2.507 2.327 2.692 2.589 3.043 2.718 2.895 2.595 3.252 2.708 2.602 2.674 2.308 4.79 2.459 7.0 4.7 3.077 2.850 2.602 4.84 2.637 2.861 2.565 6.16 2.678 3.165 2.929 5.16 3.240 2.991 12.1
0.601 0.276 0.167 0.220 0.173 0.171 0.259 0.188 0.187 0.161 0.173 0.235 0.230 0.203 0.199 0.210 0.194 0.198 0.543 0.256 0.477 0.317 0.207 0.187 0.175 0.197 0.220 0.392 1.053 0.193 0.294 0.221 0.204 0.184 1.710 0.283 0.185 0.189 0.184 0.213 0.196 0.213 0.357 0.212 0.829 0.208 0.275
1960 1976 — — — — — — — — — — — — — — — —
123 61 89 63 165 77 125 69 115 153 60 42 129 27 11 107 74 7
3.38 2.448 3.099 2.767 2.826 2.990 2.826 3.022 2.276 2.536 6.56 6.2 5.16 2.954 3.272 9.13 2.787 2.262
0.314 0.197 0.204 0.220 0.229 0.354 0.213 0.225 0.371 0.188 0.218 0.756 0.317 0.185 0.179 0.189 0.213 0.183
80
S. Yu. L’vov et al.
0.32
Since C > C0, we will estimate the possibility of the existence of the relation
a
0.30
CCu/CFe = KCu/KFe = const
[Cu], mg/liter
0.28 0.26 0.24 0.22 0.20 0.18 2.2 0.23
2.4
2.6
2.8
3.0
3.2[Fe], mg/liter
b
for different groups of transformers (CCu and CFe are the copper and iron concentrations). The relation between the copper and iron content in the oil of operating transformers is illustrated in Fig. 2. A correlation analysis of the data in Table 2 revealed approximately three similar groups of transformers, in which relation (6) is satisfied fairly well. The results of a correlation analysis of the relation between the copper and iron concentrations in transformer oils for these groups of operating transformers are presented in Table 3 in the form of constants for the numerical relation
0.22
[ Cu] =
[Cu], mg/liter
0.21
K Cu K Fe
[ Fe] + B.
(7)
0.20 0.19 0.18 0.17 0.16 2.2
2.4
2.6
3.0
3.5
2.8
3.0 [Fe], mg/liter
0.30
ñ 0.28 0.26
[Cu], mg/liter
(6)
0.24 0.22 0.20 0.18 0.16 2.5
4.0
4.5 [Fe], mg/liter
Fig. 2. Relation between the content of copper and iron ions in the oil of working transformers: a, the ratio of the effective rate constants of the formation of copper and iron compounds 0.10677 ± 0.01264; b, for a ratio of 0.06774 ± 0.00957; c, for 0.04674 ± 0.00516.
As follows from the data in Table 3, the correlation coefficient for these groups of transformers is fairly high, which indicates the deterministic nature of the formation of copper and iron in oil during the operation of transformer equipment. However, the ratio of the current concentrations of copper and iron for the different groups of transformers investigated may differ by more than a factor of 2. We have not found, from the results of the analysis, any strict correlation relationship between the concentrations of the metals in the oil and the optical turbidity factor. This indicates that the turbidity factor is an integral function of the state of the oil, which takes into account the formation not only of metal-containing colloidal particles, but also of soluble sludge, and also of colloidal particles of oxidized compounds of oil hydrocarbons and water. By analogy with the optical turbidity factor it is useful to take the limiting values of the copper and iron content in transformer oil, defined as follows: the oil in 90% of the total number of operating transformers has lower or equal values. According to our results, the limiting values in the working oil of power transformers and shunting reactors are as follows: — optical turbidity — 200 m–1; — copper concentration — 0.26 mg/liter; — iron concentration — 3.2 mg/liter. Values greater than this may serve as a basis for taking a decision on whether to replace the silica gel in the oil filters of power transformers and shunting reactors or regenerate
TABLE 3. Correlation Analysis of the Relation Between the Concentrations of Copper and Iron in the Oil of Working Transformers Group
Number of the analysis point in Table 2
KCu/KFe
B
Correlation coefficient R
1 2 3
12, 13, 14, 16, 17, 20, 22, 23, 27, 30, 43, 48, 49, 51, 52, 65 6, 9, 10, 11, 18, 26, 37, 39, 41, 42, 46, 54, 55, 57, 64 2, 3, 5, 7, 8, 15, 24, 25, 33, 34, 36, 38, 50
0.10677 ± 0.01264 0.06774 ± 0.00957 0.04674 ± 0.00516
–0.05852 ± 0.0354 0.01192 ± 0.02584 0.04691 ± 0.01751
0.931 0.900 0.940
Contamination of the Transformer Oil of Power Transformers and Shunting Reactors
the oil — in addition to the oil contamination factors, standardized in [10] — the dielectric loss tangent and the acid number of the oil. CONCLUSIONS 1. We have analyzed the dynamics of the change in the turbidity factor and in the content of copper and iron in the oil of power transformers and shunting reactors. We have considered methods of determining the copper and iron concentration in transformer oil. 2. On the basis of our statistical investigations of the contamination of transformer oil by colloidal particles, we have determined the limiting values of the optical turbidity factor and the copper and iron contents, any excess of which may serve as a basis for taking a decision on whether to replace the silica gel of the oil purification filters of power transformers and shunting reactors or to regenerate the oil — in addition to the standardized oil contamination factors. REFERENCES 1. M. Yu. L’vov, “Colloidal-dispersed processes in high-voltage hermetic leads of transformers,” Élektr. Stantsii, No. 4 (2000).
81
2. Systematic Indicators in Determining the Optical Turbidity of the Transformer Oil of the Hermetic Leads of 110 kV and Higher Power Transformers and Shunting Reactors [in Russian], Izd. JSC “Énergeticheskie Tekhnologii,” Moscow (2007). Approved JSC RAO “ÉEC Rossii” VI/21/2007. 3. A. Vita, P. R. T. Patrocinio, S. A. Godinko, et al., The Effect of Passivator Additive Used in Transformers and Reactors Mineral Oil to Neutralize the Sulfur Corrosion and Its Influence on Low Thermal Defect, CIGRE-2008, A2-215. 4. RD 153-34.0-46.302-00. Systematic Indicators in the Diagnostics of Developing Defects of Transformer Equipment from the Results of a Chromatography Analysis of the Gases Dissolved in the Oil [in Russian], Moscow (2001). 5. State Standard GOST R 51637–2000. Premixes. Methods of Determining the Mass Fraction of Microelements (Manganese, Iron, Copper, Zinc, and Cobalt) [in Russian]. 6. State Standard GOST 24523.3–80. Electrical Engineering Periclase. Methods of Determining Iron Oxide [in Russian]. 7. State Standard GOST 2642.5–97. Interstate Standard. Refractory Materials and Raw Materials. Methods of Determining Iron Oxide (III ) [in Russian]. 8. V. A. Kireev, A Course in Physical Chemistry [in Russian], Khimiya, Moscow (1975). 9. R. A. Lipshtein and M. I. Shakhnovich, Transformer Oil [in Russian], Énergoatomizdat, Moscow (1983). 10. SO 34.45.51.300–97. The Extent and Standards of Tests on Electrical Equipment [in Russian].
Related Documents

Contamination Of Transformer Oils
January 2021 2
Maintenance Of Transformer
January 2021 1
Drying Of Transformer
January 2021 1
Preparation Of Transformer Specifications1
January 2021 4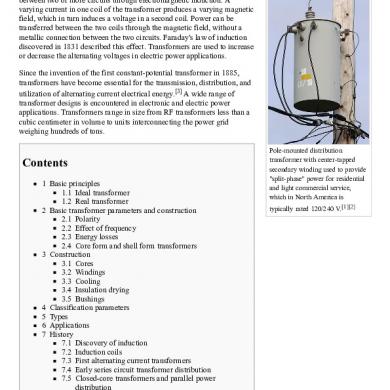
Transformer
March 2021 0
Maintenance Of Transformer
January 2021 3More Documents from "Shashi Dhara"