Ache - Armaduras Pasivas Ehe-08
This document was uploaded by user and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this DMCA report form. Report DMCA
Overview
Download & View Ache - Armaduras Pasivas Ehe-08 as PDF for free.
More details
- Words: 36,406
- Pages: 111
Loading documents preview...
24 Ar madur aspasi vas enl aI nst r ucci ón EHE08
Gr upodet r abaj o2/ 2 Ar madur asPas i v as
Edita: ACHE (Asociación Científico-Técnica del Hormigón Estructural) I.S.B.N. 978-84-89670-81-5 D. Legal: M-15849-2013
Presentación El presente documento, que trata sobre armaduras pasivas en la Instrucción EHE-08, surge de la necesidad de desarrollar y comentar la Instrucción EHE en lo relativo al trabajo diario de los distintos actores para las armaduras pasivas en la construcción de hormigón estructural. En particular, el grupo de personas que inició el trabajo, entendió que era importante aclarar los aspectos más novedosos que incorporaba la EHE-08 en lo relativo al control de calidad en todo el proceso de suministro y ejecución de las armaduras pasivas en obras de hormigón. Partiendo de esta necesidad se han desarrollado brevemente todo el proceso de conocimiento del material, sus propiedades mecánicas en combinación con el hormigón estructural, la durabilidad de este hormigón debido al posible ataque a las armaduras y los temas de control de calidad y ejecución. En el grupo de trabajo han participado personas con sensibilidades provenientes de distintos ámbitos, desde la propia industria fabricante de la materia prima, pasando por los utilizadores de esta materia prima para conformar la ferralla, los usuarios de la ferralla industrializada o elaborada en la propia obra, personas relacionadas con el control de calidad del proyecto o la ejecución y personas de ámbito de la investigación en materiales. Es por este motivo que se ha creado un documento compensado teniendo en cuenta la visión en todas las etapas del acero para el armado del hormigón, del producto elaborado y del producto terminado. En particular ha sido importante la aportación de Jaime Fernández y Jaime Gálvez, que han hecho una extensa revisión del texto, homogeneizándolo y mejorándolo con sus comentarios. Honorino Ortega COORDINADOR DEL GRUPO DE TRABAJO “ARMADURAS PASIVAS” David Fernández-Ordóñez PRESIDENTE DE LA COMISIÓN 2, MATERIALES
3
Grupo de Trabajo Miembros del Grupo de Trabajo “Armaduras Pasivas en la Instrucción EHE-08”
Coordinador:
Honorino Ortega Celsa
Revisores:
Jaime Fernández Escuela Técnica Superior de Ingenieros de Caminos, UPM Jaime Gálvez Escuela Técnica Superior de Ingenieros de Caminos, UPM
Miembros:
Ignacio Cortés Moreira Calidad Siderúrgica Eugenio García Allen Calidad Siderúrgica José Grajal Guerra Calidad Siderúrgica José Miguel San Miguel Escuela Técnica Superior de Ingenieros de Caminos, UPM Julio Vaquero García Ipac
5
Monografía M-24
Índice 1. Introducción .............................................................................................................................. 9 2. Acero para armaduras ............................................................................................................ 13 2.1. GENERALIDADES .......................................................................................................... 13 2.2. BARRAS Y ROLLOS DE ACERO SOLDABLE .............................................................. 13 2.3. Alambres corrugados y alambres lisos ........................................................................... 16 2.4. Designación e identificación............................................................................................ 18 2.5. TRAZABILIDAD............................................................................................................... 23 2.6. CERTIFICACIÓN ............................................................................................................ 25 2.6.1. Reconocimiento Oficial de los Distintivos de Calidad .................................................. 26 2.6.2. Ventajas asociadas a los aceros para armaduras pasivas en posesión de un Distintivo de calidad Oficialmente Reconocido (DOR) ..................................................... 26 2.7. RECOMENDACIONES DE EMPLEO ............................................................................. 27 3. Armaduras pasivas ................................................................................................................. 29 3.1. ARMADURAS NORMALIZADAS .................................................................................... 29 3.2. ARMADURAS EN EL PROYECTO................................................................................. 31 3.3. CARACTERÍSTICAS DE LAS ARMADURAS PASIVAS A EFECTOS DE CÁLCULO ......................................................................................................................... 31 3.3.1. Diagrama tensión-deformación característico del acero para armaduras pasivas...... 31 3.3.2. Diagrama tensión-deformación de cálculo del acero para armaduras pasivas ........... 32 3.3.3. Coeficiente parcial de seguridad del acero, s ............................................................ 32 3.3.4. Características de fatiga de las armaduras pasivas .................................................... 33 3.4 DESIGNACIÓN E IDENTIFICACION.............................................................................. 34 3.5 TRAZABILIDAD................................................................................................................ 35 3.5.1. Generalidades .............................................................................................................. 35 3.5.2. El tratamiento informático de las trazabilidad .............................................................. 39 4. La adherencia ......................................................................................................................... 41 4.1. INTRODUCCIÓN ............................................................................................................ 41 4.2. EVALUACIÓN DE LAS CONDICIONES DE ADHERENCIA .......................................... 41 4.2.1 Certificado de homologación de adherencia................................................................. 41 4.2.2 Índice de corruga .......................................................................................................... 43 4.3. ANCLAJE POR ADHERENCIA....................................................................................... 45
7
ACHE 4.3.1 General.......................................................................................................................... 45 4.3.2 Longitud básica para aceros en posesión de un certificado de homologación de adherencia ...................................................................................................................... 46 4.3.3 Longitud básica de anclaje de aceros sin certificado de adherencia pero con índice de corruga, fR ....................................................................................................... 47 4.3.4 Diferencias existentes ................................................................................................... 48 4.3.5 Procedimientos de anclaje ............................................................................................ 51 4.3.6 Longitud neta de anclaje ............................................................................................... 52 4.4. SOLAPO POR ADHERENCIA ........................................................................................ 53 5. Durabilidad ............................................................................................................................. 59 5.1. INTRODUCCIÓN ............................................................................................................ 59 5.2. ESTADO LÍMITE DE DURABILIDAD ............................................................................. 59 5.3. ESTRATEGIAS DE DURABILIDAD ................................................................................ 62 5.3.1 Recubrimientos ............................................................................................................. 63 5.3.2 Control de la abertura de fisura..................................................................................... 68 5.3.3 Protecciones superficiales ............................................................................................ 68 5.3.4 Protección de las armaduras ........................................................................................ 70 6. Soldadura ............................................................................................................................... 75 6.1. INTRODUCCIÓN ............................................................................................................ 75 6.2. soldadura no resistente ................................................................................................... 75 6.2.1. Procedimientos ............................................................................................................ 75 6.2.2 Recomendaciones ........................................................................................................ 75 6.3 soldadura resistente ......................................................................................................... 76 6.3.1 General.......................................................................................................................... 76 6.3.2 Procedimientos ............................................................................................................. 76 6.3.3 Recomendaciones ........................................................................................................ 77 6.4 La soldadura según la norma une en-iso 17660.............................................................. 77 6.4.1. Tipos de soldadura ....................................................................................................... 77 6.4.2. Procesos de soldadura ................................................................................................ 78 6.4.3. Tipos de uniones .......................................................................................................... 78 7. Ejecución de armaduras......................................................................................................... 83 7.1. INTRODUCCIÓN ............................................................................................................ 83 7.1.1. Concepto de armadura ................................................................................................ 83 7.1.2. Armaduras pasivas ...................................................................................................... 83 7.2. Despiece y formas de armado ........................................................................................ 85
8
Monografía M-24 7.3. ATADO Y DOBLADO ...................................................................................................... 87 7.4. FABRICACIÓN INDUSTRIAL DE ARMADURAS ........................................................... 87 7.4.1. Concepto de taller de ferralla ....................................................................................... 87 7.4.2. Recomendaciones para una correcta ejecución de las armaduras en taller ............... 93 7.4.3 Armado de losas y placas ............................................................................................. 94 7.4.4 Armado de pilares y vigas ............................................................................................. 95 7.4.5 Armado de muros .......................................................................................................... 95 8. El control de calidad ................................................................................................................ 97 8.1. GENERALIDADES .......................................................................................................... 97 8.1.1. Criterios generales del control ..................................................................................... 97 8.1.2. Definiciones .................................................................................................................. 98 8.1.3. Distintivo de calidad Oficialmente Reconocido (DOR) ................................................ 98 8.1.4. Conformidad de los productos ..................................................................................... 99 8.1.5. Documentación y trazabilidad .................................................................................... 100 8.2. CONTROL DEL ACERO PARA ARMADURAS PASIVAS ........................................... 100 8.2.1. Aceros sin Distintivo Oficialmente Reconocido (DOR) .............................................. 100 8.2.2. Aceros con Distintivo Oficialmente Reconocido (DOR) ............................................. 102 8.2.3. Control documental .................................................................................................... 102 8.2.3.1.1. Aceros en posesión de un DOR (Distintivo de calidad Oficialmente Reconocido) ................................................................................................................. 102 8.2.3.1.2. Aceros sin DOR (Distintivo de calidad Oficialmente Reconocido)....................... 103 8.3. CONTROL DE LAS ARMADURAS PASIVAS .............................................................. 104 8.3.1. Criterios generales para el control de las armaduras pasivas ................................... 104 8.3.2. Control de comprobación de las instalaciones de ferralla por parte de la Dirección Facultativa .................................................................................................... 107 8.3.3. Control documental .................................................................................................... 108 8.3.3.1. Documentación previa al suministro ....................................................................... 108 8.3.3.2. Documentación durante el suministro ..................................................................... 109 8.3.3.3. Documentación al finalizar el suministro ................................................................. 110
9
ACHE
10
Monografía M-24
1. Introducción La Instrucción de Hormigón Estructural EHE-08 introduce cambios importantes en lo que se refiere a la consideración, tratamiento y control de las armaduras para hormigón. La importancia de estos cambios, así como la inevitable dispersión de las prescripciones y comentarios referidos a las armaduras a lo largo del texto reglamentario, hacen recomendable la publicación de este documento de aplicación práctica del contenido de la EHE-08 en relación con el tema concreto de las armaduras, con el objeto de facilitar a los técnicos, tanto de proyecto como de ejecución y control, su labor cotidiana en lo referente a estos elementos fundamentales en las estructuras de hormigón. Hay que resaltar, también, la interacción producida por la normativa europea y de forma más concreta, por la adopción de la norma UNE-EN 10080:2006 por parte de la Instrucción EHE-08 como norma de referencia para los productos de acero para hormigón. Esta norma, que inicialmente había sido admitida por la Comisión Europea como la norma a cumplir para la obtención del marcado CE para estos productos, ha sido retirada de la relación de normas obligatorias y se encuentra, desde octubre de 2009, en fase de nueva redacción, a partir de un nuevo mandato de la Comisión al CEN para que la redacte. Por otro lado, el uso cada vez más extendido de máquinas automáticas para la ejecución de las distintas formas de armado según proyecto (armaduras elaboradas) partiendo de rollos de acero que pueden ser de diámetros importantes (hasta 20 mm), junto con la realización, sobre todo en obras de edificación, de la ferralla armada mediante soldadura de montaje (ejecutando mediante puntos de soldadura el “atado” de las distintas piezas que componen el armado de cada elemento) obligan a la reconsideración de los procesos y controles a efectuar en las instalaciones de ferralla y en las obras. El nuevo esquema de gestión documental y de control establecido en la Instrucción EHE-08 para las armaduras supone, sin duda, una modificación importante respecto de la situación anterior, sobre todo en lo que a las instalaciones de ferralla se refiere, a las que se les exigen unas condiciones muy superiores a las que, hasta la fecha, tenían. Estos nuevos requisitos precisan para su cumplimiento de un fuerte cambio en la gestión de muchas de las instalaciones de este tipo existentes en nuestro país. A lo largo de todo el documento, se ha pretendido proporcionar una herramienta de uso práctico, de fácil aplicación con inclusión, en los casos en los que se ha estimado adecuado, de comentarios o información adicionales que puedan ser útiles a la hora de aplicar el texto de forma práctica.
11
ACHE
12
Monografía M-24
2. Acero para armaduras 2.1. GENERALIDADES La Instrucción EHE-08 contempla los siguientes productos de acero para la elaboración de armaduras pasivas: - Barras rectas o rollos de acero corrugado soldable: se emplean para la elaboración de ferralla armada, mallas electrosoldadas y armaduras básicas electrosoldadas en celosía. - Alambres de acero corrugado o grafilado soldable: cuyo empleo no está previsto en la elaboración de ferralla armada, sino exclusivamente para mallas electrosoldadas y armaduras básicas electrosoldadas en celosía. - Alambres lisos de acero soldable: cuyo uso se restringe exclusivamente como elementos de conexión de armaduras básicas electrosoldadas en celosía. Todos estos productos de acero para hormigón deben cumplir las especificaciones que para ellos contempla la norma UNE EN 10080. Tabla 2.1.- Productos de acero que pueden emplearse para la elaboración de armaduras pasivas. Armadura pasiva Ferralla armada
Mallas electrosoldadas
Armadura básica electrosoldada en celosía
Elementos de conexión de armaduras básicas
Barras corrugadas
X
X
X
—
Rollos corrugados
X
X
X
—
Alambres corrugados
X
X
—
Alambres grafilados
X
X
—
—
—
X
Producto de acero para hormigón
Alambres lisos
—
2.2. BARRAS Y ROLLOS DE ACERO SOLDABLE Las barras y rollos de acero corrugado utilizables en la elaboración de armaduras pasivas pueden presentar alguno de los siguientes diámetros nominales: Barras: 6 – 8 – 10 - 12 - 14 - 16 - 20 – 25 - 32 y 40 mm. Rollos: 6 – 8 – 10 – 12 – 14 – 16 y 20 mm El diámetro de 6 mm debe evitar emplearse en la elaboración de cualquier tipo de armadura en la que se utilicen procesos de soldadura para el montaje de la misma, salvo que ésta sea del tipo eléctrico, como el utilizado en la elaboración de mallas electrosoldadas o armaduras básicas electrosoldadas en celosía.
13
ACHE 2.2.1. Características mecánicas
Las características mecánicas que han de cumplir este tipo de aceros se recogen en la Tabla 2.2.
2.2.2. Trabajabilidad
La aptitud del acero al doblado-desdoblado se comprueba a través del ensayo especificado en UNE-EN ISO 15630-1, tras el cual no deben apreciarse a simple vista la existencia de grietas o fisuras. El diámetro de los mandriles que han de utilizarse para efectuar esta comprobación se recogen en la Tabla 2.3.
2.2.3. Condiciones de adherencia
Se contemplan dos procedimientos para comprobar las condiciones de adherencia del acero corrugado:
-
Método de referencia: es el contenido en el anejo C de la norma UNE EN 10080 (conocido como ensayo de viga) y el que se ha empleado en las anteriores versiones de la Instrucción EHE, sirviendo de base para la emisión de los certificados de homologación de adherencia.
-
Método alternativo: Este método está basado en la medición de la geometría del corrugado según se recoge en el apartado 7.4 de la norma UNE EN 10080.
Las condiciones de ambos procedimientos y sus implicaciones se describen con mayor detalle en el Apartado 4.
Los aceros corrugados deberán ir acompañados, como hasta ahora, de un certificado de homologación de adherencia, en el caso de que se haya optado por la comprobación de la misma a través del método de referencia. Este certificado, deberá ser emitido por un laboratorio oficial o acreditado conforme a la norma UNE-EN ISO 17025 para el referido ensayo de viga. Hasta la entrada en vigor del marcado CE este certificado deberá presentar una antigüedad inferior a 36 meses desde la fecha de fabricación del acero1.
1
Una vez en vigor el marcado CE se conocerán las condiciones de validez de dicho certificado, ya que la norma UNE-EN 10080 está, en el momento de redacción de esta monografía, en fase de revisión.
14
Monografía M-24 Tabla 2.2.- Características mecánicas de las barras y rollos de acero corrugado. Tipo de acero
Acero soldable
Designación
B 400 S
Acero soldable con características especiales de ductilidad
B 500 S
B 400 SD
B 500 SD
400
500
400
500
Carga unitaria de rotura, fs (N/mm )
440
550
480
575
Alargamiento de rotura, A5 (%)
14
12
20
16
Alargamiento total bajo carga máxima, εmáx
5,0
5,0
7,5
7,5
7,5
7,5
10,0
10,0
1,05
1,05
1,20
1,15
1,35
1,35
1,20
1,25
2 (1)
Límite elástico, fy (N/mm )
2 (1)
Acero suministrado en barra Acero suministrado en rollo
(%) Relación fs/fy
(2)
Relación fy real/fy nominal Resistencia a fatiga
(4)
Resistencia a deformación alternativa
(4)
(3)
—
—
—
—
SI
SI
—
—
SI
SI
(1) Para el cálculo de los valores unitarios se utilizará la sección nominal. (2) Relación admisible entre la carga unitaria de rotura y el límite elástico obtenidos en cada ensayo. (3) En el caso de aceros corrugados procedentes de suministro en rollo, las muestras deberán ser previamente enderezadas y envejecidas, de acuerdo a los procedimientos descritos en el Anejo 23 de la Instrucción EHE-08 y en la norma UNE 36065, respectivamente. Considerando la incertidumbre que puede conllevar el procedimiento de preparación de las probetas, pueden aceptarse aceros que presenten valores característicos de εmáx que sean inferiores en un 0,5% a los indicados en la tabla. (4) Conforme a norma UNE 36065.
Tabla 2.3.- Diámetro de los mandriles para comprobar la aptitud al doblado. Tipo de ensayo Diámetro de la barra o rollo (mm)
Doblado – desdoblado (1) α = 90° β = 20º
Doblado simple α = 180º
16
5
3
25
8
6
> 25
10
6
Diámetro nominal de barra, en mm.
Ángulo de doblado.
Ángulo de desdoblado. (1) Estos diámetros se consideran como máximos. Se pueden utilizar diámetros inferiores siempre y cuando los resultados del ensayo sean satisfactorios.
2.2.4. Aptitud para el soldeo Como ya se ha mencionado, para la elaboración de las armaduras, únicamente es posible la utilización de aceros soldables que son aquellos cuya composición química cumple los límites que se indican en la Tabla 2.4.
15
ACHE Tabla 2.4.- Composición química (porcentajes máximos, en masa) C
(1)
S
P
N
(2)
Cu
Ceq
(3)
Análisis Sobre colada
0,22
0,050
0,050
0,012
0,80
0,50
Sobre producto
0,24
0,055
0,055
0,014
0,85
0,52
(1) Se admite elevar el valor límite de C en 0,03%, si Ceq se reduce en 0,02%. (2) Se admiten porcentajes mayores de N si existe una cantidad suficiente de elementos fijadores de N. (3) El carbono equivalente, Ceq, se calculará mediante la siguiente fórmula:
Ceq C
Mn Cr Mo V Ni Cu 6 5 15
donde los símbolos de los elementos químicos indican su contenido, en tanto por ciento en masa.
2.3. Alambres corrugados y alambres lisos
Los diámetros nominales de los alambres deben ajustarse a los valores indicados en la Tabla 2.7 de la norma UNE-EN 10080 resultando la siguiente serie: 4 – 4,5 – 5 - 5,5 – 6 – 6,5 - 7 - 7,5 – 8 - 8,5 - 9 – 9,5 – 10 – 11 – 12 - 14 y 16 mm. Los alambres se emplean exclusivamente para la elaboración de mallas electrosoldadas y armaduras básicas electrosoladas en celosía. Los diámetros inferiores a 5 mm sólo pueden emplearse en:
-
Mallas empleadas como armadura de reparto en losas superiores de hormigón en forjados unidireccionales con viguetas o losas alveolares, sin que la separación entre elementos longitudinales y transversales pueda rebasar los 350 mm, y sin poderse tener en cuenta a los efectos de la comprobación de Estados Límites Últimos. Además, su cuantía mínima no puede ser inferior a 0,6 por mil, referida al espesor de la capa de compresión de hormigón in situ.
-
Elementos transversales de conexión de las armaduras básicas electrosoldadas en celosía empleadas para forjados unidireccionales.
2.3.1. Características mecánicas Las características mecánicas que han de cumplir los alambres, tanto lisos como corrugados, se recogen en la Tabla 2.5.
16
Monografía M-24 Tabla 2.5.- Tipo de acero para alambres Ensayo de tracción Designación
Carga unitaria de rotura fs, (N/mm²)
Límite elástico fy, (2) (N/mm²)
(2)
(1)
Alargamiento de rotura sobre base de 5 diámetros
Relación fs/fy
A5 ( % ) B 500 T
500
550
8
(3)
1,03
(4)
(1) Valores característicos inferiores garantizados. (2) Para la determinación del límite elástico y la carga unitaria se utilizará como divisor de las cargas el valor nominal del área de la sección transversal. (3) Además, deberá cumplirse:
A % 20 - 0,02 f yi
donde: A
Alargamiento de rotura.
fyi
Límite elástico medido en cada ensayo.
(4) Además, deberá cumplirse:
f yi f si 1,05 0,1 1 f f yi yk donde: Límite elástico medido en cada ensayo.
fyi fsi
Carga unitaria obtenida en cada ensayo.
fyk
Límite elástico garantizado.
2.3.2. Trabajabilidad Al igual que con las barras corrugadas, la aptitud de los alambres acero al doblado-desdoblado se comprueba a través del ensayo especificado en UNE-EN ISO 15630-1, bien de doblado simple o bien de doblado-desdoblado. El diámetro de los mandriles que han de utilizarse para efectuar esta comprobación se recogen en la Tabla 2.6. Tabla 2.6.- Diámetro de los mandriles para el ensayo de doblado-desdoblado (UNE-EN ISO 15630-1).
Doblado - desdoblado α = 90° β = 20°
Doblado simple
5
3
Ángulo de doblado.
Ángulo de desdoblado.
Diámetro nominal del alambre.
2.3.3. Aptitud al soldeo y condiciones de adherencia Todos los alambres, lisos y corrugados, deben cumplir las mismas características de composición química que las definidas en el apartado 2.1.4. Además, los alambres corrugados o grafilados deberán cumplir también las características de adherencia descritas en el apartado 2.1.3.
17
ACHE 2.4. Designación e identificación La Instrucción EHE-08 no indica expresamente cómo hay que efectuar la designación de los aceros para armaduras pasivas. Únicamente indica que éstos han de ser conformes con la norma UNE-EN 10080, y por tanto con el sistema de designación descrito en su apartado 5. De acuerdo con él las barras y rollos de acero corrugado, los alambre lisos y corrugados deben designarse conforme a los siguientes criterios: a) Descripción de la forma del producto (barra o rollo). b) Número de la norma europea (UNE-EN 10080). c) Dimensiones nominales del producto (diámetro en mm). d) La clase técnica. La clase técnica identifica el tipo, prestaciones y características del acero, y consiste en un código (número de producto) asignado y registrado por una organización europea. Ahora bien, en estos momentos esta organización no existe y no es posible obtener un código para las clases técnicas de los aceros que contempla la Instrucción, por lo que en la práctica no es posible proceder a la designación de los mismos. El criterio que se propone, por tanto, es el siguiente: a) Descripción del producto: acero para estructuras de hormigón expresado mediante las siglas AEH. b) Forma de suministro del producto: barra o rollo, indicado mediante las letras B y C respectivamente. c) Número de la norma europea: UNE-EN 10080. d) Dimensiones nominales del producto: diámetro en mm precedido del signo . e) Clase técnica: tipo de acero (B 400 S, B 400 SD, B 500 T, B 500 S, B 500 SD) seguido de la indicación de la referencia a la Instrucción que define sus prestaciones. Ejemplo: designación de un rollo de acero corrugado de 500 N/mm2 de límite elástico, de16 mm de diámetro nominal y con características especiales de ductilidad: AEH / C / UNE-EN 10080 / 16 / B 500 SD EHE-08
La identificación de los aceros para armaduras pasivas no queda definida en la Instrucción EHE-08 al haberse apoyado en una normativa que estaba siendo revisada durante la redacción de la misma. En el artículo 69.1.1 la Instrucción EHE-08 establece que la identificación del acero se hará de la siguiente forma: a) Cuando esté en vigor el marcado CE. La identificación del acero se debe efectuar de conformidad con lo indicado en la correspondiente versión de la norma UNE EN 10080. b) Mientras no esté en vigor el marcado CE. Cada partida de acero ha de acompañarse de la declaración del sistema de identificación empleado por el fabricante. El sistema de identificación será uno de los contemplados en la norma UNE EN 10080. Se debe especificar la clase técnica por cualquiera de los procedimientos contemplados en el apartado 10 de la norma UNE EN 10080. Las marcas de identificación del país de origen y del fabricante deben ir grabadas en las barras o alambres corrugados.
18
Monografía M-24 El apartado 10 de la norma UNE EN 10080 contempla la identificación del fabricante y de la clase técnica. La identificación del fabricante se basa en un sistema numérico similar al utilizado hasta este momento. Consiste, básicamente, en un símbolo o modificación de las corrugas que indica el inicio de lectura y en un número, que se admite sea expresado de formas distintas, que identifica en primer lugar el país y, en segundo lugar, el fabricante. El número que identifica al país estará comprendido entre 1 y 9, de acuerdo con el criterio indicado en la Tabla 2.7, mientras que el número que identifica al fabricante estará comprendido entre 1 y 99 con excepción de los múltiplos de 10. Tabla 2.7.- Identificación del país de origen (UNE EN 10080). País
Número de identificación
Alemania, Austria, Eslovaquia, Polonia, República Checa
1
Bélgica, Holanda, Luxemburgo, Suiza
2
Francia, Hungría
3
Italia, Malta, Eslovenia
4
Irlanda, Islandia, Reino Unido
5
Dinamarca, Estonia, Finlandia, Letonia, Lituania, Noruega, Suecia
6
España, Portugal
7
Chipre, Grecia
8
Otros países
9
La clase técnica, información básica para el usuario del acero, como puede comprenderse, se define como un número de producto único que identifica a un acero para armaduras pasivas por sus características y prestaciones. Este número es una cifra de tres dígitos comprendida entre el 101 y el 999 con excepción de los múltiplos de 10. El proceso de asignación y control de dichas clases técnicas a los distintos aceros fabricados y empleados en la UE no está resuelto en la actualidad por lo que, el punto más importante de la identificación de los aceros, según la UNE EN10080, queda en suspenso. En el caso de la Instrucción EHE-08 el acero B 500 SD para material en barra, por ejemplo, sería una clase técnica, mientras que el acero B 500 SD para material en rollo sería otra distinta, precisamente al tener unas especificaciones diferentes en cuanto a valor del alargamiento bajo carga máxima, o en lo referente a las condiciones de adherencia en lo referente a la altura de corruga cuando se elige como método para garantizarla el ensayo de viga. La identificación del fabricante y de la clase técnica debe efectuarse en sectores diferentes del acero o del alambre corrugado, repitiéndose a intervalos regulares a una distancia no superior a 1,5 metros. La identificación puede laminarse sobre la barra o el alambre, o bien marcarse sobre ella mediante un sistema que deje una marca permanente e indeleble sobre el producto. Los sistemas para conseguir la mencionada identificación que contempla la norma UNE-EN 10080 son cuatro: engrosamiento de corrugas, ausencia de corrugas, números y marcas de laminación, cuya descripción se recoge en el apartado 10 de la norma.
19
ACHE 2.4.1. Solución adoptada para la identificación de los aceros en España, hasta la aprobación de la revisión de la norma UNE-EN10080 o solución del problema a nivel europeo.
Dado que la norma UNE-EN 10080 se encuentra en estos momentos en fase de revisión y ha sido retirada del Diario Oficial de la Comunidad Europea, y al hecho de que todavía no se ha podido poner en funcionamiento un sistema que permita registrar la clase técnica de los aceros, ha parecido razonable mantener los criterios actuales cuyas características se indica a continuación.
Identificación del fabricante Se efectúa en base a un sistema numérico como el que se ha descrito en el apartado anterior de forma que el inicio de lectura se manifiesta mediante dos corrugas adyacentes regruesadas a continuación de las cuales figura, hasta la siguiente corruga regruesada, un número de corrugas normales igual al número correspondiente al país de origen (según la Tabla 2.7). A continuación y, hasta la siguiente corruga regruesada, se dispone un número de corrugas normales igual al número asignado al fabricante concreto del país en cuestión antes citado. En el caso de acero trefilado (tipo T) tanto el inicio de la lectura como la separación entre los campos se efectúa mediante omisión de corrugas en lugar de regruesado de las mismas, (Ver Figura 2.1). Alternativamente, el fabricante puede optar por el sistema de identificación basado en la incorporación de cifras (ver Figura 2.2). En este caso, el inicio de lectura los constituye una O mayúscula y las cifras se separan entre sí por medio de algunas corrugas normales. Como información adicional el fabricante puede disponer sobre la superficie de la barra un conjunto de letras identificativas de la fábrica en cuestión y/o de la marca de calidad del acero (ver Figura 2.3).
Identificación del tipo de acero La identificación del tipo de acero se efectúa en base a la disposición general de las corrugas en los dos sectores en los que se divide la barra, tal y como se indica en la Tabla 2.8.
Identificación de la forma de suministro Para diferenciar la forma de suministro, barra o rollo, el criterio adoptado es que el material procedente de rollo, lleva, en el sector opuesto al utilizado para la identificación del país y fabricante, una marca de laminación consistente en una única corruga regruesada dispuesta a intervalos regulares.
20
Monografía M-24
Tabla 2.8.- Identificación del tipo de acero por las características de la geometría de sus corrugas.
B 400 S
Definición de su geometría
Especificaciones normativas
Todas las corrugas tienen la misma inclinación, pero presentan separaciones diferentes en cada uno de los sectores de la barra.
El ángulo de inclinación de las corrugas será, en los dos sectores del corrugado, de 60º 10º.
Ejemplo
En el sector en el que las corrugas tienen igual inclinación, el ángulo 1 será de 60º 10º.
B 500 S
Las corrugas de uno de los sectores tienen la misma inclinación y están uniformemente separadas. Las del otro sector están agrupadas en dos series de la misma separación pero distinta inclinación.
B 400 SD
Todas las corrugas, en ambos sectores de la barra, tienen la misma separación y la misma inclinación.
El ángulo de inclinación de las corrugas será, en los dos sectores del corrugado, de 70º 10º.
B 500 SD
Las corrugas están agrupadas en dos series de la misma separación pero distinta inclinación, igual en ambos sectores.
La inclinación de una de las series de corrugas será 1 75º y la de la otra 2 45 º. La diferencia entre ambas, 1 - 2, será siempre mayor o igual a 10º.
En el sector con dos series de inclinaciones, el ángulo, 2, de las corrugas de mayor inclinación será de 75º como máximo y las de menor inclinación tendrán, como mínimo, un ángulo, 3, de 45º. La diferencia 2 - 3 será, en cualquier caso, igual o mayor a 10”.
21
ACHE
Figura 2.1.- Sistema de identificación mediante regruesamiento de corrugas de un acero tipo B 400 S.
Figura 2.2.- Sistema de identificación mediante cifras de un acero tipo B 500 SD.
Distintivo de calidad
Primer dígito del límite elástico nominal
N FAB Nombre del fabricante
7
9
Figura 2.3.- Información adicional del fabricante marcada sobre la barra.
22
Monografía M-24 2.5. TRAZABILIDAD Desde el punto de vista de la construcción, y más concretamente dentro del ámbito de las estructuras de hormigón, la trazabilidad podría definirse como la posibilidad de encontrar y seguir el rastro, a través de todas las etapas de producción, transformación y distribución, de un material o producto de construcción destinado a incorporarse con carácter definitivo a una estructura de hormigón. Su aplicación en diversas industrias y áreas ha tenido un extraordinario desarrollo en países avanzados en los que se han generado normativas específicas, justificándose gracias a las mejoras experimentadas en las actividades económicas como consecuencia de una mayor eficiencia en los procesos productivos, menores costes ante fallos, mejor servicio a clientes, etc. En este ámbito cabe mencionar sectores como los de automoción, aeronáutica, distribución logística, electrónica de consumo, alimentación o, como el caso que nos compete, la construcción. Atendiendo a esta definición podríamos decir que existen dos ámbitos de trazabilidad: -
Trazabilidad descendente o aguas abajo, es decir, saber de forma precisa dónde están los lotes de productos a lo largo de la cadena de suministros, especialmente útil para los fabricantes.
-
Trazabilidad ascendente o aguas arriba, es decir, poder seguir exactamente el origen de la mercancía y los procesos por los que ha pasado antes de llegar al punto final, especialmente interesante para distribuidores o consumidores finales.
En el caso que nos ocupa, desde el punto de vista de la empresa (Suministradora de materiales, de elaboración de ferralla o constructora), la trazabilidad consiste en la capacidad de asociar los lotes de producto acabado que produce con: -
Los destinos a los que se han enviado dichos lotes de producto (trazabilidad descendente).
-
Los lotes de materias primas o productos con los que fueron producidos (trazabilidad interna y ascendente).
Por lo tanto, para que se pueda lograr la trazabilidad en los dos sentidos es necesario: 1. Recibir la información de proveedores y transmitirla a clientes. 2. Controlar los lotes en el proceso productivo o en la logística de almacenamiento y de expedición. Para llevar a cabo la trazabilidad de un material o de un producto es preciso pasar por una serie de etapas: 1. Registro de la información: cada agente involucrado en la cadena de suministro debe disponer de un sistema preparado para poder generar, gestionar y registrar la información de trazabilidad necesaria en cada momento. 2. Correcta identificación del producto y de sus características asociadas: todas las unidades y/o agrupaciones de consumo deben estar codificadas y simbolizadas con un código que las identifique de forma individual y no ambigua. 3. La transmisión de la información: la información de trazabilidad necesaria debe ser transmitida de forma correcta al siguiente agente de la cadena de suministros.
23
ACHE La Instrucción EHE-08 le da una gran importancia a la trazabilidad, de forma que vincula la conformidad de una estructura a que se haya conseguido una adecuada trazabilidad con los productos que se han colocado en ella con carácter permanente, como el hormigón, las armaduras o los elementos prefabricados, así como cualquier otro producto empleado en su elaboración (Art. 80). En el caso de que el proyecto establezca un control de ejecución intenso, que permite, entre otras cuestiones, la posible reducción de los coeficientes parciales de seguridad de los materiales, se exige la consecución de la trazabilidad de los Suministradores, partidas y/o remesas de los productos con cada uno de los elementos estructurales ejecutado en la obra (Art. 80). La Instrucción establece la obligatoriedad a los Suministradores de materiales y de productos de que establezcan un sistema que garantice la trazabilidad de éstos y al Constructor para que disponga de un sistema de gestión implantado para su adecuado registro y seguimiento, siendo en última instancia la Dirección Facultativa la responsable de velar por la eficacia del sistema. Para la consecución de esta trazabilidad se establece un sistema documental que se apoya fundamentalmente en los siguientes elementos: -
Albaranes de suministro.
-
Certificados de garantía del fabricante.
-
Certificados de ensayo.
-
Certificados de garantía del producto suministrado.
-
Sistemas de etiquetado con códigos informatizados, obligatorio en el caso de materiales o productos en posesión de un distintivo de calidad oficialmente reconocido.
Además, y para limitar los errores que pudieran producirse, se pide la gestión informatizada del proceso.
La trazabilidad del acero debe llegar hasta la identificación de la colada, exigiéndose una serie de información de cada partida que se suministre y que se resume a continuación: -
Antes de que comience el suministro: o
o
2
Si está en posesión de un Distintivo de Calidad Oficialmente Reconocido (DOR).
Identificación de la entidad certificadora.
Número del certificado.
Fecha de expedición del certificado.
Si no está en posesión de un DOR.
Certificado de ensayo que garantice el cumplimiento de las especificaciones del artículo 32º.2
Nombre del laboratorio.
Fecha de emisión.
Certificado de homologación de adherencia (en su caso).
Certificado de resistencia a fatiga (en su caso).
Certificado de resistencia a carga cíclica (en su caso).
Este exigencia, recogida en el Anejo 21 de la Instrucción EHE-08, no indica el alcance del mencionado certificado, su periodicidad, el tamaño muestral sobre el que deben efectuarse los ensayos, los criterios de aceptación y rechazo, etc.
24
Monografía M-24 -
Durante el suministro: o
Fecha de suministro.
o
Lugar de suministro.
o
Cantidad suministrada.
o
Identificación del peticionario.
o
Nombre del suministrador.
o
Nombre del fabricante.
o
Marca comercial.
o
Forma de suministro (barra o rollo).
o
Tipo de acero.
o
Diámetro.
o
Colada.
2.6. CERTIFICACIÓN Los materiales y los productos de construcción que se incorporen con carácter permanente a las estructuras deben presentar las características suficientes para que la estructura cumpla las exigencias establecidas por la Instrucción EHE-08, para lo cual se establecen unos criterios y mecanismos de control. El objetivo del control es, en definitiva, comprobar que estos materiales y productos satisfacen las exigencias básicas establecidas para ellos con un determinado nivel de garantía. Ahora bien, de forma voluntaria, los productos y los procesos pueden disponer de un nivel de garantía superior al mínimo requerido, avalado mediante las correspondientes auditorias, inspecciones y ensayos realizados sobre sus sistemas de calidad, sus controles de producción y sus productos. Normalmente el sistema seguido para ello es el del distintivo de calidad, conociéndose a los productos que los poseen como productos certificados, como es el caso de los aceros o de las armaduras pasivas. Cuando los distintivos voluntarios de calidad facilitan el cumplimiento de las exigencias de la Instrucción EHE-08 pueden ser reconocidos por las Administraciones Públicas competentes en el ámbito de la construcción pertenecientes a cualquier Estado miembro del Espacio Económico, pasando a denominarse Distintivos de Calidad Oficialmente Reconocidos (DOR). La Instrucción contempla dos posibles vías para poder demostrar que un material, producto o proceso presenta un nivel de garantía superior al mínimo reglamentariamente exigible: a) Mediante la posesión de un DOR. b) Mediante el establecimiento de un sistema equivalente a un distintivo voluntario de calidad, validado y supervisado por la Dirección Facultativa, que permita que los productos fabricados en la propia obra o los procesos llevados a cabo en la misma, alcancen unas garantías equivalentes a las exigidas a los distintivos de calidad para ser oficialmente reconocidos. A aquellos productos o procesos que presentan este nivel de garantía superior se les aplica una serie de consideraciones especiales en el proceso de recepción, e incluso en los coeficientes parciales de seguridad de los materiales.
25
ACHE 2.6.1. Reconocimiento oficial de los distintivos de calidad Al tratarse de iniciativas voluntarias, los distintivos de calidad pueden presentar diferentes criterios para su concesión. Por ello, la Instrucción EHE-08 establece las condiciones que permiten discriminar cuándo estos distintivos conllevan un nivel de garantía adicional al mínimo reglamentario y pueden, por lo tanto, ser objeto de reconocimiento oficial por parte de las Administraciones competentes. La Administración competente que efectúe el reconocimiento oficial del distintivo debe comprobar que se cumplen los requisitos establecidos por la Instrucción EHE-08 para ello y velar para que éstos se mantengan en el tiempo, para lo cual debe tener acceso a toda la documentación relacionada con el distintivo, pudiendo participar en los órganos que adopten decisiones en materia de certificación. Una vez efectuado el reconocimiento de un distintivo voluntario de calidad, la Administración que ha efectuado el reconocimiento lo debe comunicar oficialmente al Secretario General Técnico del Ministerio de Fomento quien resolverá, en su caso, la inscripción en el registro de distintivos oficialmente reconocidos así como su inclusión en la relación que figura en la página WEB de la Comisión Permanente del Hormigón (www.fomento.es/cph), para su difusión y general conocimiento. La Dirección Facultativa, al amparo de lo establecido por la Instrucción EHE-08, puede aplicar unas consideraciones especiales para aquéllos productos y procesos en posesión de un DOR, en base a sus niveles de garantía adicionales, que por lo general se refieren a la exención de efectuar sobre ellos ensayos de recepción o visitas a los centros de producción.
2.6.2. Ventajas asociadas a los aceros para armaduras pasivas en posesión de un Distintivo de calidad Oficialmente Reconocido (DOR) El empleo de aceros para armaduras pasivas en posesión de un DOR presenta una serie de ventajas reglamentarias, derivadas de las consideraciones especiales que se contemplan para él. 1. Mayor seguridad, derivada de la utilización de criterios que reducen el riesgo global del usuario de aceptar como buenos productos no conformes. 2. Exención de la realización de ensayos de recepción en tanto en cuanto no esté en vigor el marcado CE para estos productos. 3. Posibilidad de reducir el coeficiente parcial de seguridad del acero, s, de 1,15 a 1,10 cuando, además de que el acero disponga de un DOR: a. la ejecución de la estructura se controle con nivel intenso, o b. cuando las armaduras pasivas estén también en posesión de un DOR, o formen parte de un elemento prefabricado que ostente un DOR. 4. Reducción de los ensayos de validación de los procesos de enderezado a un único ensayo mensual. 5. Reducción a la mitad de los ensayos de comprobación de la conformidad de las características mecánicas de las armaduras elaboradas y de la ferralla armada suministradas a la obra.
26
Monografía M-24 2.7. RECOMENDACIONES DE EMPLEO En la confección de armaduras pasivas para estructuras de hormigón únicamente pueden emplearse aceros soldables. Las barras y rollos de acero corrugado soldable se emplean para la elaboración de armaduras, mallas electrosoldadas y armaduras básicas electrosoldadas en celosía. En la elaboración de armaduras pasivas, y siempre que se aplique cualquier proceso de soldadura, no deben emplearse diámetros inferiores a 8 mm. En el caso de mallas electrosoldadas o de armaduras básicas pueden emplearse todos los diámetros. Los aceros con características especiales de ductilidad: -
Son obligatorios para estructuras en zonas sísmicas.
-
Están especialmente indicados en el caso de que se vaya a efectuar un cálculo plástico, en elementos sometidos a la acción de la fatiga y, en general, para todas aquellas estructuras que puedan estar sometidas a acciones imprevistas de cierta importancia, tales como explosiones, incendios, etc.
Es importante resaltar que los aceros con características especiales de ductilidad cumplen todas las especificaciones y requisitos exigidos a los otros tipos de aceros contemplados en la Instrucción EHE-08, por lo que pueden emplearse, a igualdad de limite elástico, en cualquier caso y en sustitución de cualquiera de ellos aportando a la estructura, o al elemento estructural, unas capacidades adicionales de ductilidad que redundarán en un mayor nivel de seguridad ante acciones imprevistas. Las condiciones de adherencia entre el hormigón y el acero pueden garantizarse mediante el cumplimiento de un determinado valor del área proyectada de corrugas, fR, o bien mediante la obtención de un certificado de homologación de adherencia por vía experimental a través del ensayo de viga. Esta segunda vía presenta la importante ventaja de poder utilizarse longitudes de anclaje y solape inferiores a las correspondiente al caso anterior del orden de un 40 % (ver apartado 4), y, en cualquier caso, si en el proyecto se hubiera considerado la utilización de aceros con un determinado valor del área proyectada de corrugas, fR, el empleo de aceros con certificado de homologación de adherencia, estaría siempre del lado de la seguridad en cuanto a las condiciones de adherencia. Los alambres corrugados o grafilados están específicamente diseñados para la elaboración de armaduras normalizadas, es decir, mallas electrosoldadas y armaduras básicas electrosoldadas en celosía, no pudiéndose emplear en la confección de armaduras elaboradas o ferrallas armadas. El empleo de estos aceros no está, por otro lado, permitido en estructuras situadas en zona sísmica. En las mallas electrosoldadas los alambres corrugados pueden emplearse como elementos longitudinales y transversales, no debiéndose mezclar con barras corrugadas en ningún caso. Los alambres de 4 y 4,5 mm de diámetro sólo pueden emplearse en mallas empleadas como armadura de reparto en losas superiores de hormigón en forjados unidireccionales con viguetas o losas alveolares. En este caso, la separación entre elementos longitudinales y transversales no puede ser superior a 350 mm. Si esta armadura de reparto se fuese a tener en cuenta a los efectos de la comprobación de Estados Límites Últimos, el diámetro de sus elementos no puede ser inferior a 5 mm.
27
ACHE En armaduras básicas electrosoldadas en celosía los alambres corrugados o grafilados pueden emplearse tanto en cordones longitudinales como en elementos de conexión. Los alambres lisos sólo pueden emplearse como elementos de conexión de armaduras básicas electrosoldadas en celosía. Como en el caso de los alambres corrugados, los alambres lisos tampoco pueden emplearse en estructuras situadas en zonas sísmicas.
28
Monografía M-24
3. Armaduras pasivas La Instrucción EHE-08 define la armadura pasiva como “el resultado de montar en el correspondiente molde o encofrado las armaduras normalizadas, armaduras elaboradas o ferralla armada que, convenientemente solapadas y con los recubrimientos adecuados, tienen una función estructural”. Las características mecánicas, químicas y de adherencia de las armaduras pasivas serán las de las armaduras normalizadas o, en su caso, las de la ferralla armada que las componen, y que en última instancia no son ajenas a las características de los productos de acero con las que son confeccionadas. En el caso de estructuras sometidas a acciones sísmicas las únicas armaduras que pueden ser utilizadas son aquellas que tengan características especiales de ductilidad: AP 400 SD y AP 500 SD. Tabla 3.1.- Tipos de armaduras pasivas.
Tipo de armadura
Designación
Armadura pasiva de baja ductilidad
AP 400 T
(*)
Armadura pasiva de ductilidad normal
Armadura pasiva con características especiales de ductilidad
AP 500 T
AP 400 S
AP 500 S
AP 400 SD
AP 500 SD
Alargamiento total bajo carga máxima, max (%)
—
—
5,0
5,0
7,5
7,5
Tipo de acero
—
—
B 400 S
B 500 S
B 400 SD
B 500 SD
Tipo de malla electrosoldada
ME 400 T
ME 500 T
ME 400 S
ME 500 S
ME 400 SD
ME 500 SD
Tipo de armadura básica electrosoldada en celosía
AB 400 T
AB 500 T
AB 400 S
AB 500 S
AB 400 SD
AB 500 SD
(*) Aunque este tipo de armadura normalizada está recogida en el artículo 33 de la Instrucción EHE-08 en la práctica no existe al considerar para su elaboración un tipo de acero (B 400 T) que no está definido en el artículo 32.3.
3.1. ARMADURAS NORMALIZADAS Las armaduras normalizadas son aquellas que se confeccionan en base a una norma de producto, existiendo dos tipos fundamentales: mallas electrosoldadas y armaduras básicas electrosoldadas en celosía, ambas conformes con la norma UNE-EN 10080.
3.1.1. Mallas electrosoldadas Las mallas electrosoldadas son armaduras formadas por la disposición de barras o alambres corrugados, longitudinales y transversales, de igual o diferente diámetro nominal, que se cruzan entre sí perpendicularmente y cuyos puntos de contacto se unen mediante soldadura eléctrica en un proceso de producción en serie en una instalación industrial, debiendo ser conformes a lo indicado en la norma UNE-EN 10080.
29
ACHE La Instrucción EHE-08 tipifica las mallas electrosoldadas en función del tipo de acero con que están elaboradas, tal y como se recoge en la Tabla 3.2. Las mallas elaboradas bajo pedido específico, también conocidas como “mallas especiales”, están contempladas en la norma UNE-EN 10080 (apartado 7.3.5) y por lo tanto han de ser consideradas, a todos los efectos, como armaduras normalizadas. 3.1.2. Armaduras básicas electrosoldadas en celosía La armadura básica electrosoldada en celosía es una estructura espacial formada por un cordón superior y uno o varios cordones inferiores, todos ellos de acero corrugado, y una serie de elementos transversales, lisos o corrugados, continuos o discontinuos y unidos a los cordones longitudinales mediante soldadura eléctrica en un proceso de producción en serie en una instalación industrial ajena a la obra, cuyas características han de ser conformes a la norma UNE-EN 10080. Los cordones longitudinales pueden estar constituidos por barras o alambres corrugados, mientras que los elementos transversales pueden ser alambres, lisos o corrugados. La Instrucción EHE-08 tipifica las armaduras básicas en función del tipo de acero con que están elaboradas, tal y como se recoge en la Tabla 3.3. Tabla 3.2.- Tipos de mallas electrosoldadas Tipos de mallas electrosoldadas
ME 500 SD
ME 400SD
ME 500S
ME 400 S
ME 500 T
ME 400 T
B 500 SD
B 400 SD
B 500 S
B 400 S
B 500 T
B 400 T (*)
Tipo de acero (*) Este tipo de acero no está definido en el artículo 32.3. Nota: la carga de despegue de las uniones soldadas debe cumplir la siguiente condición: Fs = 0,25 fy An Siendo: Límite elástico, en N/mm2. fy sección nominal del mayor de los elementos que constituyan la unión o uno de los elementos An pareados, según se trate de mallas electrosoldadas simples o dobles respectivamente, en mm. Tabla 3.3.- Tipos de armaduras básicas electrosoldadas en celosía Tipos de armaduras básicas electrosoldadas en celosía
AB 500 SD
AB 400SD
AB 500S
AB 400 S
AB 500 T
AB 400 T
Tipo de acero de los cordones longitudinales
B 500 SD
B 400 SD
B 500 S
B 400 S
B 500 T
B 400 T (*)
(*) Este tipo de acero no está definido en el artículo 32.3. Nota: la carga de despegue de las uniones soldadas debe cumplir la siguiente condición: Fw ≥ 0,25 fyL AnL Fw ≥ 0,60 fyD AnD Siendo: Límite elástico, en N/mm2, de los elementos longitudinales (L) o diagonales (D). fy Sección nominal, en mm2, del cordón longitudinal (L) o de las diagonales (D). An
30
Monografía M-24 3.2. ARMADURAS EN EL PROYECTO Existen los siguientes tipos:
Armadura elaborada Cada una de las formas que resultan de aplicar los procesos de enderezado, de corte y de doblado a partir de acero corrugado o, en su caso, a partir de mallas electrosoldadas. Ferralla Conjunto de procesos de transformación de productos de acero mediante corte, doblado o armado, según el caso. Armado Operación de montaje de la armadura pasiva proporcionándole su disposición geométrica definitiva, en su caso, a partir de las armaduras elaboradas. Ferralla armada Resultado de aplicar a las armaduras elaboradas los correspondientes procesos de armado, bien mediante atado por alambre o mediante soldadura no resistente. Montaje Operación de colocación de la ferralla armada en el encofrado configurando la armadura pasiva definitiva antes de hormigonar, disponiendo los separadores pertinentes para asegurar el cumplimiento de las exigencias de recubrimiento del proyecto.
3.3. CARACTERÍSTICAS DE LAS ARMADURAS PASIVAS A EFECTOS DE CÁLCULO 3.3.1. Diagrama tensión-deformación característico del acero para armaduras pasivas La Instrucción EHE-08 adopta como base de sus cálculos un diagrama tensión-deformación característico asociado a un porcentaje del 5 por 100 de diagramas tensión-deformación más bajos. El diagrama característico tensión-deformación del acero en tracción es aquel que tiene la propiedad de que los valores de la tensión, correspondientes a deformaciones no mayores que el 10 por 1.000, presentan un nivel de confianza del 95 por 100 con respecto a los correspondientes valores obtenidos en ensayos de tracción. En compresión la Instrucción admite que se adopte el mismo diagrama que en tracción. De acuerdo con esta definición el diagrama tensión-deformación debería determinarse de forma experimental. Dado que ello no es habitual, se admite un diagrama bilineal como el representado en la Figura 3.1, en el que la rama de compresión es, en todos los casos, simétrica de la de tracción respecto al origen, adoptando como valores que lo definen los nominales exigidos para el material.
31
ACHE
Figura 3.1.- Diagrama característico tensión-deformación para armaduras pasivas.
3.3.2. Diagrama tensión-deformación de cálculo del acero para armaduras pasivas Atendiendo a que la resistencia de cálculo del acero se define como el resultado de dividir el valor del límite elástico característicos por el coeficiente parcial de seguridad del acero,
f yd
f yk
s
el diagrama tensión-deformación de cálculo del acero para armaduras pasivas (en tracción o en compresión) se deduce del diagrama característico mediante una afinidad oblicua, paralela a la recta de Hooke, de razón 1/s. A falta de datos experimentales habría que partir de un diagrama característico como el indicado en la Figura 3.1 del que se obtendría el diagrama de cálculo de la Figura 3.2, en el que se admite como simplificación que la rama a partir de fyd sea horizontal en lugar de ascendente. La pendiente del límite elástico se toma, por convenio, como Es = 200.000 N/mm2. Asimismo, se adopta como deformación máxima del acero en tracción en el cálculo max = 0,01. La Instrucción EHE-08 admite el empleo de otros diagramas de cálculo simplificados, siempre que su uso conduzca a resultados que estén suficientemente avalados por la experiencia.
Figura 3.2.- Diagrama tensión-deformación de cálculo para armaduras pasivas. 3.3.3. Coeficiente parcial de seguridad del acero, s Para el estudio de los Estados Límite Últimos es preciso minorar las características resistentes de los materiales mediante el uso de unos coeficientes parciales de seguridad que tienen en cuenta las desviaciones geométricas que se han podido producir en la sección, o el control estadístico que se ha efectuado de las características mecánicas de los mismos.
32
Monografía M-24 Estos coeficientes parciales de seguridad son susceptibles de ser modificados a la baja, siempre que se den una serie de circunstancias que garanticen una mayor precisión en las dimensiones geométricas de la sección, por ejemplo garantizadas por un control de ejecución intenso, o bien una menor dispersión en las características mecánicas de los materiales, como por ejemplo por estar éstos en posesión de un Distintivo de calidad voluntario Oficialmente Reconocido (DOR). En la Tabla 3.4 se recogen los valores del coeficiente parcial s correspondiente a los aceros para armaduras pasivas.
Tabla 3.4.-Coeficiente parcial de seguridad del acero para Estados Límite Últimos. Situación de proyecto
Acero para armaduras pasivas, s Normal
Reducido (1)
Persistente o transitoria
1,15
1,10
Accidental
1,0
1,0
(1) Se podrá utilizar el coeficiente parcial del acero reducido cuando se cumplan, al menos, dos de las siguientes condiciones: a) Que la ejecución de la estructura se controle con nivel intenso y que las tolerancias de ejecución de la estructura sean conformes a las definidas en el proyecto, que deberán ser igual de exigentes que las indicadas en el apartado 6 del Anejo 11 de la Instrucción EHE-08. b) Que la armadura pasiva esté en posesión de un distintivo de calidad oficialmente reconocido, o que forme parte de un elemento prefabricado que ostente un distintivo de calidad oficialmente reconocido. c) Que el acero para armaduras pasivas esté en posesión de un distintivo de calidad oficialmente reconocido.
3.3.4. Características de fatiga de las armaduras pasivas La variación de tensión máxima, debida a la carga de fatiga, debe ser inferior a los valores del límite de fatiga indicados en la Tabla 3.5. En el caso de solicitaciones de fatiga deben evitarse en lo posible las uniones de barras por soldadura. Si éstas fueran inevitables, únicamente se admite su unión a tope con penetración total. En cuanto al criterio de fatiga a adoptar para las mismas, se recomienda reducir los valores de la Tabla 3.4 en un 50 %, a menos que se tengan resultados de ensayo específicos.
33
ACHE Tabla 3.5.- Límite de fatiga para armaduras pasivas Límite de fatiga D (N/mm2)
Armadura pasiva Barras
150
Mallas electrosoldadas
100
Nota: En el caso de barras dobladas, a falta de resultados experimentales específicos y representativos, el límite de fatiga deberá disminuirse según el siguiente criterio:
d D, red 1 3 D D donde: d diámetro de la barra; D diámetro de doblado. En el caso de estribos verticales de diámetro menor o igual a 10 mm, no es preciso realizar ningún tipo de reducción del límite de fatiga.
3.4 DESIGNACIÓN E IDENTIFICACION Armaduras normalizadas La designación de las mallas electrosoldadas y de las armaduras básicas electrosoldadas en celosía ha de realizarse de conformidad con los apartados 5.2 y 5.3 de la norma UNE-EN 10080, respectivamente, cuyos detalles se recogen en la Tabla 3.6. Tabla 3.6. Designación de las mallas electrosoldadas y de las armadura básicas conforme a la norma UNE-EN 10080. Malla electrosoldada
Armadura básica electrosoldada en celosía
a) Designación de la forma de producto (malla electrosoldada).
a) Designación de la forma y/o nombre del producto (armadura básica electrosoldada en celosía).
b) El número de la norma europea (UNE-EN 10080).
b) El número de la norma europea (UNE-EN 10080).
c) Dimensiones nominales del producto: - Dimensiones de los elementos. - Dimensiones del panel. - Separación entre elementos. - Sobrelargos.
c) La altura de diseño. d) Las dimensiones nominales del: - Cordón superior. - Diagonal. - Cordón inferior
d) La clase o clases técnicas de los aceros utilizados.
d) La clase o clases técnicas de los aceros utilizados en el cordón superior, la diagonal y el cordón inferior.
Como en el caso anterior, de nuevo es imposible utilizar este sistema de designación, por lo que se propone el empleo de un sistema similar al descrito para el caso de los aceros. En ambos casos la designación comenzaría con las siglas AEH seguidas de la forma de producto: ME para mallas electrosoldadas y AB para armaduras básicas. Ejemplo: malla electrosoldada formada por elementos longitudinales y transversales de acero B 500 SD de 8 mm de diámetro, separados entre sí 30 cm con zona de solapo estándar; panel de 6 m de longitud y 2,20 m de anchura.
34
Monografía M-24 AEH / ME / UNE-EN 10080 / 8 – 8 / 6000 x 2200 / 300 x 300 / B 500 SD EHE-08 Ejemplo: armadura básica de 12 m de longitud, 90 mm de anchura por 170 mm de altura, constituida por alambres corrugados B 500 T, con cordones superior e inferiores de 6 mm de diámetro y una diagonal de 5 mm de diámetro y 200 mm de paso.
AEH / AB / UNE-EN 10080 / 170 / 6 – 5 – 6 / B 500 T EHE-08
Además de las marcas de identificación del fabricante y tipo de acero de los elementos individuales que constituyen la malla electrosoldada, el paquete de mallas debe ir acompañado de una etiqueta en la que figure, además de la información relativa al producto, el fabricante de la malla, así como la(s) clase(s) técnica(s) del producto. De igual forma, además de las marcas del fabricante y del producto dispuestas en cada uno de los elementos individuales que constituyen la armadura básica, debe adjuntarse una etiqueta al paquete de armaduras básicas para indicar el fabricante de las mismas y la(s) clase(s) técnica(s) del producto.
3.5 TRAZABILIDAD 3.5.1. Generalidades
La armadura pasiva debe registrar los datos aportados por el acero empleado en su elaboración y transmitirlos junto con la siguiente información: -
Antes de que comience el suministro: o
En el caso de armaduras normalizadas:
o
Certificado de garantía del fabricante del cumplimiento de todas las exigencias establecidas por la Instrucción EHE-08.
En el caso de armaduras elaboradas según proyecto:
En posesión de un DOR.
Identificación de la entidad certificadora.
Número del certificado.
Fecha de expedición del certificado.
Si no posee un DOR.
Certificado de cualificación soldaduras no resistentes.
Certificado de homologación de soldadores para soldaduras resistentes.
Certificado de garantía del cumplimiento de todas las especificaciones establecidas por la Instrucción EHE-08 con relación a la soldadura.
Certificado de resultado de ensayos.
Nombre del laboratorio.
Fecha de emisión.
del
personal
que
efectúa
35
ACHE -
Una vez comenzado el suministro: o
Fecha de suministro.
o
Lugar de suministro.
o
Nombre de la instalación de ferralla.
o
Identificación del peticionario.
o
Identificación del acero utilizado.
o
Identificación de la armadura.
o
Cantidad suministrada.
El establecimiento de un sistema de trazabilidad permite determinar con claridad la responsabilidad de cada uno de los agentes intervinientes en el proceso que, como parte interesada, deben velar por el adecuado funcionamiento del sistema. En este sentido, el hecho de que se rompa la cadena de la trazabilidad en un determinado punto de la misma hace que la responsabilidad recaiga sobre el último eslabón de dicha cadena; por ejemplo en el caso de que se produjese algún tipo de siniestro o daño. La Dirección Facultativa es, en última instancia, la responsable de velar porque se mantenga una adecuada trazabilidad de los productos que se colocan en la obra y cualquier otro producto que se haya empleado, pudiendo exigir que esta trazabilidad llegue hasta el elemento estructural en el caso de que el proyecto hubiese prescrito el sistema de control de ejecución intenso. Dado que la Dirección Facultativa es la responsable de la elaboración y aprobación del programa de control de la obra, es recomendable que en el mismo se introduzcan controles específicos para la comprobación de que los sistemas de gestión de la trazabilidad utilizados han sido los adecuados. Aunque en este punto concreto la Instrucción EHE-08 no indica nada al respecto, la Dirección Facultativa debería establecer su propio sistema de trazabilidad, de forma que pueda relacionar las actividades de control e inspección realizadas, no sólo con los elementos ejecutados, sino también con los ensayos de recepción efectuados y los resultados de los mismos. En relación al acero, como producto para la elaboración de armaduras pasivas, en el caso en el que las armaduras se elaboren en un taller de ferralla situado en la obra (Art 69.2.1) las responsabilidades de la Dirección Facultativa son las siguientes: -
Aprobación del suministro de acero a la vista de la documentación previa presentada.
-
Control de recepción de los productos de acero que lleguen a la obra (Art. 87). o
Control documental.
o
Toma de muestras y realización de ensayos, en su caso.
En el caso de la recepción de las armaduras pasivas, las responsabilidades de la Dirección Facultativa son las siguientes: -
36
Aprobación de Suministradores de armaduras en base a la documentación previa al suministro facilitada por el Suministrador o, en su caso, por el Constructor (Art. 88.4.1).
Monografía M-24 -
Recabar evidencias del sistema empleado para mantener la trazabilidad de los productos de acero empleados en el caso de instalaciones de ferralla ajenas a la obra (Art. 69.2.1).
-
Recabar evidencias de que el sistema de control de producción de las armaduras normalizadas es conforme a lo indicado en el artículo 69.2.4 de la Instrucción (Art. 88.4.2).
-
Inspección de las instalaciones de elaboración de ferralla, obligatoria en el caso de que ésta pertenezca a la obra y optativa en el caso de que sea ajena a la misma (Art. 88.4.2).
-
Aprobación de los despieces de la armadura, obligatoria cuando éstos introduzcan modificaciones a los prescritos en el proyecto (Art. 69.3.1 y 88.4.1).
-
Control de recepción de las armaduras normalizadas que lleguen a la obra (Art. 88.1).
-
Control de recepción de armaduras elaboradas y ferralla armada, tanto si se han elaborado en la obra como en una instalación ajena a la misma (Art. 88.1). o
Control documental.
o
Toma de muestras y realización de ensayos, en su caso.
-
Supervisión y custodia del certificado final de suministro de las armaduras pasivas facilitado por el Suministrador o, en su caso, por el Constructor (Art. 88.6).
-
Controles de ejecución sobre las dimensiones, montaje de las armaduras mediante soldadura o atado y colocación de éstas en los encofrados, de conformidad con el programa de control (Art. 92.5).
Por su parte, el constructor debe disponer de un sistema de gestión de los materiales, productos y elementos que se vayan a colocar en la obra. Este sistema de gestión debe tener, al menos, los siguientes elementos (Art. 66.2): -
Un registro de suministradores de la obra, con identificación completa de los mismos.
-
Un registro de materiales y productos suministrados. En él no sólo hay que identificar al suministrador sino también la partida o remesa a la que pertenece.
-
Un sistema de gestión de acopios que permita la trazabilidad de cada una de las partidas o remesas que lleguen a la obra.
-
Un registro de unidades ejecutadas que relacione a éstas con las partidas de productos utilizados.
En el caso de las armaduras pasivas, si la ferralla se elabora en la propia obra las exigencias de mantenimiento de la trazabilidad son similares a las de una instalación ajena a la obra, con la salvedad de que no se impone, aunque obviamente no se impide, la obligatoriedad de que se emplee un sistema de etiquetas para facilitar la gestión de la trazabilidad. La instalación de ferralla, ajena o propia de la obra, debe disponer de un sistema, preferentemente informatizado, para la gestión de los acopios que permita mantener la trazabilidad hasta el fabricante del acero empleado para cualquiera de los procesos desarrollados en la instalación de ferralla (Art. 69.2.3). Las armaduras elaboradas y ferralla armada que se suministren a la obra deben ir acompañadas de las correspondientes etiquetas que permitan la identificación inequívoca de la trazabilidad del acero, de sus características y de la identificación del elemento al que están destinadas, de acuerdo con el despiece que se haya efectuado (Art. 69.6).
37
ACHE Una vez recepcionado el acero en la ferralla, con las mismas condiciones y exigencias que si se recibiera en obra, éste debe ser adecuadamente almacenado para evitar no sólo su deterioro, sino también para poder llevar a cabo una adecuada trazabilidad. Lo más habitual es mantener los paquetes de barras y los rollos con sus etiquetas originales, o bien con etiquetas generadas por el propio sistema de trazabilidad de la ferralla en el que se identifique, al menos, al fabricante y colada del acero utilizado. Posteriormente, para cada conjunto de armaduras elaboradas del mismo fabricante, colada y diámetro, se han de generar nuevas etiquetas en las que a la información inicial proporcionada por el fabricante de acero se ha de añadir una información adicional en la que, al menos, el sistema identifique: -
Nombre del proyecto al que se destinan las armaduras elaboradas.
-
Datos del cliente.
-
Designación de la pieza de acuerdo con los planos de despiece de las armaduras.
-
Un código interno de trazabilidad cuya misión es identificar quién, dónde y cuándo se han elaborado las armaduras en cuestión (turno, máquina, fecha, etc.) con el fin de poder conocer en todo momento a los responsables de la elaboración y los medios empleados y poder así corregir cualquier problema que pudiera existir y que se hubiera detectado con posterioridad.
En el caso de elementos de ferralla armada, la información que ha de recoger la etiqueta correspondiente a cada una de las armaduras de los distintos elementos, ha de ser la suma de la información correspondiente a cada una de las armaduras elaboradas que formen parte de la misma, más la correspondiente a la etapa de elaboración de la armadura de la pieza en cuestión. El papel de los fabricante de armaduras normalizadas, mallas electrosoldadas y armaduras básicas electrosoldadas en celosía, es similar al descrito para las instalaciones de ferralla con la diferencia de que sus productos no se elaboran bajo pedido sino de conformidad con una norma de producto, por lo que, en sus etiquetas se hace referencia a la designación específica del producto según la norma, y que en lugar de dar indicación sobre el/los fabricantes de acero y coladas utilizadas en la elaboración de las armadura normalizadas suministradas, se suele proporcionar un código de trazabilidad que permite identificar esta información en el sistema interno del fabricante. La información mínima que se exige que figure en la etiqueta de los productos de acero corrugado es, según la norma UNE-EN 10080, la siguiente: -
Nombre o marca comercial y la dirección registrada del fabricante.
-
Especificación genérica del producto: ACERO PARA ARMADURAS DE HORMIGÓN ARMADO.
-
Descripción del producto (en función de su forma de suministro).
-
Clase de acero (tipo de acero recogido en la EHE-08).
-
Referencia a la norma de producto.
-
Referencia de fabricación.
El proceso de elaboración del acero comienza con la colada, entendida como la cantidad de acero fundido de forma conjunta en una misma operación, de forma que se obtiene la homogeneización de sus características (de forma primordial, de su composición química) y que, vertida de forma continua en moldes (colada continua) se solidifica y forma la palanquilla, lingote de sección rectangular y longitud tal que permite su adecuada manipulación y transporte. El tamaño de la colada depende del tamaño del horno y suele estar comprendida entre 100 y 150 toneladas.
38
Monografía M-24 Las palanquillas son posteriormente transformadas en barras y rollos corrugados en un proceso de laminación en caliente en el que el acero es sometido a unas operaciones de forja, mediante la progresiva reducción de la sección de la palanquilla hasta el diámetro final, y de temple, mediante un sistema de enfriamiento controlado, que le confieren sus características finales. En el sistema de trazabilidad interno del fabricante todas las operaciones de fabricación, y los controles de calidad han de quedar registrados, de manera que en el caso de producirse cualquier problema o se precise más información, se tenga acceso a la misma o pueda identificarse la causa del problema y adoptarse las medidas correctoras oportunas. La información mínima que se exige que figure en la etiqueta de los productos corrugados es, según la norma UNE-EN 10080, la siguiente: -
Nombre o marca comercial y la dirección registrada del fabricante.
-
Especificación genérica del producto: ACERO PARA ARMADURAS DE HORMIGÓN ARMADO.
-
Descripción del producto (en función de su forma de suministro).
-
Clase de acero (tipo de acero recogido en la EHE-08).
-
Referencia a la norma de producto.
-
Número de colada.
3.5.2. El tratamiento informático de las trazabilidad Dada la complejidad que conlleva la gestión de un sistema de trazabilidad adecuado, en la práctica es impensable que con los medios actualmente disponibles éste se lleve a cabo con medios manuales, por lo que es recomendable utilizar las herramientas informáticas existentes. Una de las ventajas que ofrecen los sistemas informatizados es la de reducir al mínimo los errores humanos. De hecho estos errores suelen, en general, cometerse al introducir manualmente los distintos códigos empleados en la gestión, por lo que los sistemas informatizados prácticamente los eliminan. Por lo tanto, podría afirmarse que, en estos casos, cuanto menor sea la intervención del hombre el proceso es más fiable. Dentro de cada sistema informático de trazabilidad (fabricante, instalación de ferralla, empresa constructora) el tratamiento de la información está automatizado, pero debe salvarse la laguna de la transmisión de la información de uno a otro, que no puede, en general, efectuarse sin un soporte físico. Este soporte físico es la etiqueta que acompaña a los productos o la planilla de despiece correspondiente al pedido de la obra, por lo que en ambos ha de recurrirse a códigos informatizados impresos sobre los mismos: etiqueta y planilla. En octubre de 1952 se registró la primera patente de código de barras en Estados Unidos que unos años después serviría como sistema automático de identificación de los vagones de ferrocarril. Pero no fue hasta 1980 que el sistema alcanzó un verdadero éxito comercial y su implantación a nivel mundial. El código de barras se basa en la representación de un conjunto de líneas verticales paralelas de distinto grosor y con un espaciado entre ellas capaz de contener una determinada información. Ésta se procesa y almacena en base a un sistema digital binario.
39
ACHE Los códigos de barras se clasifican en dos grandes grupos: lineales y bidimensionales. Estos últimos presentan la ventaja de su alta capacidad de almacenamiento de datos así como los limitados errores de lectura que presenta (por contener información redundante) lo que le hace muy indicado en el caso de etiquetas que puedan estar expuestas a un cierto nivel de deterioro durante su transporte y manipulación, como pudiera ser el caso de los productos de acero para hormigón. La utilización de un código de barras bidimensional tiene muchas posibilidades. Una de ellas es la de permitir la existencia de dos fracciones del código, una abierta y legible por cualquier usuario y otra encriptada para uso interno del emisor. La primera fracción puede emplearse, por ejemplo, para contener los datos necesarios a efecto de la trazabilidad, tales como:
-
Fabricante.
-
Marca comercial.
-
Colada.
-
Forma de suministro.
-
Dimensiones nominales.
-
Tipo de acero.
Mientras que la parte encriptada puede emplearse para uso interno del fabricante o del suministrador en función de sus necesidades, conteniendo información para llevar a cabo el control de suministros, de stocks, de consumos, de trazabilidad interna de procesos, etc. La única dificultad que presenta el sistema es la existencia de diversos sistemas de códigos de barras lineales (EAN, Code 128, Code 39, Code 93, Codabar) y bidimensionales (PDF417, Datamatrix, QR) por lo que si no existe una coordinación mínima puede producir incompatibilidades entre usuarios.
40
Monografía M-24
4. La adherencia 4.1. INTRODUCCIÓN La adherencia entre el acero y el hormigón es fundamental para el funcionamiento conjunto de ambos materiales, y para poder asumir en el análisis estructural que las secciones planas permanecen planas. Mantener unas adecuadas condiciones de adherencia entre el acero y el hormigón asegura la resistencia de los elementos estructurales. Una reducción de la adherencia influye en muchos aspectos del comportamiento de los elementos estructurales, muy en particular en el anclaje y el solapo. Debe considerarse que un fallo de adherencia que conduzca al agotamiento de un anclaje o un solape tiene la forma de fallo repentino, prácticamente sin aviso. La adherencia entre hormigón y acero responde a diversos mecanismos. El primero de ellos sería la creación de enlaces químicos como consecuencia del fraguado de la pasta de cemento que rodea a la armadura pero que se rompen a muy bajas tensiones. Una vez que se produce el deslizamiento de la barra en el seno de la sección de hormigón comienzan a actuar las fuerzas de rozamiento entre el acero y el hormigón, que dependerán en gran medida de las características de rugosidad de la superficie de la armadura. Al ir aumentando el deslizamiento es el encaje producido por los resaltos, grafilas o corrugas del acero que constituye la armadura el principal elemento que proporciona unas adecuadas condiciones de adherencia. Llegados a este punto, se producen unas tensiones radiales en torno a la armadura que tiende a desprender al hormigón. Para evitar este efecto es básica la contribución del espesor de recubrimiento y de la armadura transversal que confina al hormigón. Para garantizar unas condiciones adecuadas de adherencia se recurre a realizar un ensayo de tipo sobre la geometría de los aceros, a partir del cual se emite un certificado de adherencia, o bien se evalúan las características a través de un indicador denominado índice de corruga.
4.2. EVALUACIÓN DE LAS CONDICIONES DE ADHERENCIA Las características de adherencia del acero pueden comprobarse mediante: -
el ensayo de viga, definido en el Anejo C de la norma UNE-EN 10080, o alternativamente,
por el área relativa de corruga, fR, o índice de corruga, definido en el apartado 7.4 de la norma UNE-EN 10080. 4.2.1 Certificado de homologación de adherencia El certificado de homologación de adherencia puede considerarse como el método de referencia para garantizar las condiciones de adherencia del acero utilizado en la confección de las armaduras pasivas. Este certificado debe ser emitido por un laboratorio oficial o acreditado conforme a la UNE-EN ISO 17025 para la realización del ensayo de viga definido en el Anejo C de la norma UNE-EN 10080. En el ensayo se comprueba que simultáneamente se cumplen las siguientes condiciones:
41
ACHE Tabla 4.1.-Tensiones de adherencia exigidas por el certificado de homologación de adherencia. Diámetro (mm) Requisito
8
8 a 32
> 32
bm (N/mm2)
6,88
7,84 – 0,12
4,00
bu (N/mm2)
11,22
12,74 – 0,19
6,66
Diámetro en mm.
bu Tensión de adherencia correspondiente a la carga máxima del ensayo. bm = (0,01 + 0,1 +1) / 3 i Tensión de adherencia correspondiente a un deslizamiento de i mm.
Información que ha de contener el certificado de homologación de adherencia
En el certificado de homologación de adherencia ha de figurar, al menos, la siguiente información:
42
a)
Identificación del laboratorio oficial o acreditado que ha llevado a cabo el ensayo.
b)
Identificación del fabricante y del producto ensayado.
c)
Marca comercial, en su caso, y código de identificación del producto.
d)
Tipo de acero, con indicación de su clase técnica, con referencia a la especificación del producto.
e)
Diámetros nominales ensayados y serie a la que representan (fina, media o gruesa).
f)
Geometría del corrugado, con indicación expresa de los límites admisibles de variación. En el caso de acero corrugado en forma de rollo, la altura de corruga ha de ser superior a la indicada en, al menos, 0,05 mm, para diámetros inferiores a 25 mm, y en 0,1 mm en los restantes casos.
g)
Fechas de ensayo.
h)
Los resultados de los ensayos de caracterización de la adherencia.
Monografía M-24
Figura 4.1.- Ejemplo de un certificado de homologación de adherencia de un acero del tipo B 500 SD.
Duración del certificado Aunque el certificado de homologación de adherencia se basa en un ensayo de tipo se fija una duración de 36 meses para el mismo. Esta exigencia se establece hasta la entrada en vigor del marcado CE para el acero corrugado, y siempre que en el proyecto se hayan dispuesto unas longitudes de anclaje y solape que exijan el empleo de un acero en posesión de este certificado.
4.2.2 Índice de corruga En el caso de comprobarse las condiciones de adherencia por el método del área proyectada de las corrugas, fR, o índice de corruga, deberán cumplirse las condiciones indicadas a continuación: Tabla 4.2.- Valores del área proyectada de corruga. Índice (mm)
de
corruga,
Diámetro (mm)
fR 6
8
10
12 a 16
20 a 40
Barra recta
0,039
0,045
0,052
0,056
0,056
Rollo
0,045
0,051
0,058
0,062
0,064
43
ACH HE En ell caso de acceros laminados en calie ente (tipos S y SD) el índice de corrruga vendría a dado por la a siguiente expresión:
fR
1 n d i 1
1 n FR,i,j senn i,j m j 1 ci
[1]
donde: n
número de d filas de co orrugas transsversales en la circunfere encia;
m
número de d inclinacion nes diferente es de corruga as transversa ales por fila.
FR es el área a de la secciión longitudin nal de la corrruga (ver Fig gura 4.2), y puede expre esarse co omo: p
FR (a s,i l)
[2]
i1
endo, asi la altura media d de una porció ón i de una corruga c divid ida en p parttes de sie lon ngitud l.
ángulo de e inclinación de la corrug ga con respe ecto al eje lo ongitudinal dde la barra (F Figura 4.3);
c
separació ón entre corrugas;
d
diámetro nominal de la l barra.
En ell caso de acceros trefilados (tipo T) h hay que añad dir un segun ndo sumandoo en el cálcu ulo del índice e de corruga a, que sólo debe d tenerse e en cuenta hasta un va alor del 30 % de fR, qued dando pues de la siguien nte forma:
fR
1 n d i 1
1 n FR,i,j sen i,j m j 1 ci
1 q ' ak P k 1
donde: P
es el paso o;
a'k
es la alturra de corruga as longitudin ales.
Figurra 4.2.- Representación de e la sección lo ongitudinal de d una corrug ga.
44
[3]
Monografía M-24
Figura 4.3.- Ángulo de inclinación de la corruga y separación c entre corrugas.
El índice de corruga puede calcularse por medio de fórmulas simplificadas. Una de las más sencillas es aquella en la que se considera que la sección longitudinal de la corruga tiene forma parabólica. Para aceros laminados en caliente la fórmula simplificada que se aplica es la siguiente: fR
2a m ( d e i ) 3 d c
[4]
donde: c
separación entre corrugas;
d
diámetro nominal de la barra;
am
altura de la corruga en el punto medio de la misma;
ei perímetro sin corruga.
4.3. ANCLAJE POR ADHERENCIA 4.3.1 General La longitud básica de anclaje se define como la longitud recta necesaria de una barra, en condiciones óptimas de adherencia, para anclar una fuerza igual a Asfyd suponiendo una tensión de adherencia constante bd. En estas condiciones se satisface la siguiente condición de equilibrio: lb
f yd 4 bd
[5]
La tensión de adherencia bd depende de numerosos factores como el diámetro de la armadura, las características resistentes del hormigón, de la propia longitud de anclaje y de la posición que ésta ocupa en la pieza de hormigón. Atendiendo a esta última razón, se distinguen dos posibles posiciones de las barras de adherencia buena (posición I) y de adherencia deficiente (posición II). Se dice que las barras están en posición I cuando durante el hormigonado están en posición vertical o formando un ángulo no inferior a 45 º con la horizontal, o bien se encuentran situadas en la mitad inferior de la sección, o bien a una profundidad de la superficie de hormigonado superior a 30 cm. En los casos diferentes a éste las barras se consideran que están en posición II de adherencia deficiente.
45
ACHE 4.3.2 Longitud básica para aceros en posesión de un certificado de homologación de adherencia La longitud básica de anclaje para barras en posesión de un certificado de homologación de adherencia se calcula con las siguientes fórmulas simplificadas, -
Para barras en posición I:
lbI m 2 -
f yk 20
[6]
Para barras en posición II:
lbII 1,4 m 2
f yk 14
[7]
donde:
diámetro de la barra, en mm;
m
es un coeficiente experimental que depende del tipo de acero y de la resistencia del hormigón, cuyo valor se recoge en la Tabla 4.3;
fyk
límite elástico garantizado del acero, en N/mm2.
En las Tablas 4.4 y 4.5 se recogen las longitudes básicas de anclaje en posición I y II resultantes de aplicar las expresiones [6] y [7], respectivamente. Tabla 4.3.- Valores del coeficiente m para aceros en posesión de un certificado de homologación de adherencia. m Resistencia característica hormigón (N/mm2)
del
25 30 35 40 45 50
B 400 S B 400 SD
B 500 S B 500 SD
1,2 1,0 0,9 0,8 0,7 0,7
1,5 1,3 1,2 1,1 1,0 1,0
Tabla 4.4.- Longitudes básicas de anclaje, en mm, para aceros en posesión de un certificado de homologación de adherencia. Posición I de adherencia buena. Diámetro (mm) 8 10 12 14 16 20 25 32
46
25 160 200 240 280 320 480 750 1229
B 400 SD fck (N/mm2) 30 35 40 160 160 160 200 200 200 240 240 240 280 280 280 320 320 320 400 400 400 625 563 500 1024 922 819
45 160 200 240 280 320 400 500 717
50 160 200 240 280 320 400 500 717
25 200 250 300 350 400 600 938 1536
30 200 250 300 350 400 520 813 1331
B 500 SD fck (N/mm2) 35 40 200 200 250 250 300 300 350 350 400 400 500 500 750 688 1229 1126
45 200 250 300 350 400 500 625 1024
50 200 250 300 350 400 500 625 1024
Monografía M-24 Tabla 4.5.- Longitudes básicas de anclaje, en mm, para aceros en posesión de un certificado de homologación de adherencia. Posición II de adherencia deficiente. Diámetro (mm) 25 229 286 343 400 457 672 1050 1720
8 10 12 14 16 20 25 32
B 400 SD fck (N/mm2) 30 35 40 229 229 229 286 286 286 343 343 343 400 400 400 457 457 457 571 571 571 875 788 714 1434 1290 1147
45 229 286 343 400 457 571 714 1004
50 229 286 343 400 457 571 714 1004
25 286 357 429 500 571 840 1313 2150
30 286 357 429 500 571 728 1138 1864
B 500 SD fck (N/mm2) 35 40 286 286 357 357 429 429 500 500 571 571 714 714 1050 963 1720 1577
45 286 357 429 500 571 714 893 1434
50 286 357 429 500 571 714 893 1434
4.3.3 Longitud básica de anclaje de aceros sin certificado de adherencia pero con índice de corruga, fR En el caso de que las características de adherencia del acero se comprueben a partir de la geometría del corrugado, empleando para ello el índice de corruga fR, el valor de la tensión de adherencia, bd, viene dado por la siguiente expresión:
bd 2,251 2 fctd
[8]
donde: 1 coeficiente que tiene en cuenta las condiciones de adherencia de la barra: 1 = 1 para barras en posición I de adherencia buena; 1 = 0,7 para barras en posición II de adherencia deficiente; 2 coeficiente que tiene en cuenta el diámetro de la barra: 2 = 1 para barras de diámetro 32 mm; 2 = (132 - ) / 100 para barras de diámetro > 32 mm; fctd resistencia de cálculo a tracción del hormigón3 que viene dada por la siguiente expresión: fctd ct
fct,k
c
[9]
siendo: ct factor que tiene en cuenta el cansancio del hormigón cuando está sometido a altos niveles de tensión de tracción debido a cargas de larga duración. A falta de justificación experimental específica se adopta el valor igual a 1. c
coeficiente parcial de seguridad del hormigón = 1,5.
fct,k resistencia característica a tracción, que cuando no se dispone de resultados de ensayo puede expresarse como:
3
No se puede adoptar un valor superior al asociado a un hormigón de resistencia característica 60 N/mm2 excepto si se demuestra mediante ensayos que la resistencia media de adherencia puede resultar mayor que la obtenida con esta limitación.
47
ACHE
fct,k 0,70 fct,m
[10]
donde: fct,m
resistencia media a tracción que puede estimarse, a falta de resultados de ensayo, mediante: 2
fct,m 0,30 fck3 para fck 50 N / mm 2
[11]
1
fct,m 0,58 fck2 para fck 50 N / mm 2
[12]
Combinando las expresiones [5], [8], [9], [10], [11] y [12] las longitudes básicas de anclaje resultantes son las siguientes: -
Para barras en posición I:
l bI -
0,69 f yk
[13]
23 f ck
Para barras en posición II:
l bI
0,986 f yk
[14]
23 f ck
En las Tablas 4.6 y 4.7 se recogen las longitudes básicas de anclaje en posición I y II resultantes de aplicar las expresiones [13] y [14], respectivamente. 4.3.4 Diferencias existentes Como puede comprobarse, las longitudes de anclaje correspondientes a los aceros con certificado de homologación de adherencia son inferiores a los que simplemente presentan un índice de corruga, fR, reglamentario. Estas diferencias pueden ser apreciables, como puede comprobarse en las Tablas 4.8 y 4.9, para los diámetros generalmente utilizados en edificación y en obra civil, salvo para el caso del diámetro de 32 mm. Si esta diferencia se expresa en porcentaje con respecto a la longitud básica de anclaje de los aceros con certificado de homologación de adherencia (Tablas 4.10 y 4.11) se puede apreciar más claramente la ventaja que supone el empleo de estos aceros. Tabla 4.6.- Longitudes básicas de anclaje, en mm, para aceros sin certificado de homologación de adherencia. Posición I de adherencia buena. Diámetro (mm) 8 10 12 14 16 20 25 32
48
25 258 323 387 452 516 646 807 1033
30 229 286 343 400 457 572 715 915
B 400 SD fck (N/mm2) 35 40 206 189 258 236 310 283 361 330 413 378 516 472 645 590 825 755
45 175 218 262 305 349 436 545 698
50 163 203 244 285 325 407 508 651
25 323 404 484 565 646 807 1009 1291
30 286 357 429 500 572 715 893 1143
B 500 SD fck (N/mm2) 35 40 258 236 322 295 387 354 451 413 516 472 645 590 806 737 1032 944
45 218 273 327 382 436 545 682 873
50 203 254 305 356 407 508 635 813
Monografía M-24 Tabla 4.7.- Longitudes básicas de anclaje, en mm, para aceros sin certificado de homologación de adherencia. Posición II de adherencia deficiente. Diámetro (mm) 8 10 12 14 16 20 25 32
25 369 461 554 646 738 923 1153 1476
B 400 SD fck (N/mm2) 30 35 40 327 295 270 408 369 337 490 442 405 572 516 472 654 590 540 817 737 674 1021 922 843 1307 1180 1079
45 249 312 374 436 499 623 779 998
50 232 291 349 407 465 581 726 930
25 461 577 692 807 923 1153 1442 1845
30 408 511 613 715 817 1021 1277 1634
B 500 SD fck (N/mm2) 35 40 45 50 369 337 312 291 461 422 390 363 553 506 468 436 645 590 546 509 737 674 623 581 922 843 779 726 1152 1054 974 908 1474 1349 1247 1162
Tabla 4.8.- Incremento, en mm, de las longitudes básicas de anclaje para aceros sin certificado de homologación de adherencia. Posición I de adherencia buena. Diámetro (mm) 8 10 12 14 16 20 25 32
25 98 123 147 172 196 166 57 -196
B 400 SD 2 fck (N/mm ) 30 35 40 69 46 29 86 58 36 103 70 43 120 81 50 137 93 58 172 116 72 90 82 90 -109 -96 -64
45 15 18 22 25 29 36 45 -19
50 3 3 4 5 5 7 8 -66
25 123 154 184 215 246 207 71 -245
30 86 107 129 150 172 195 81 -188
B 500 SD 2 fck (N/mm ) 35 40 58 36 72 45 87 54 101 63 116 72 145 90 56 50 -197 -182
45 18 23 27 32 36 45 57 -151
50 3 4 5 6 7 8 10 -211
Tabla 4.9.- Incremento, en mm, de las longitudes básicas de anclaje para aceros sin certificado de homologación de adherencia. Posición II de adherencia deficiente. Diámetro (mm) 8 10 12 14 16 20 25 32
25 140 175 211 246 281 251 103 -244
B 400 SD fck (N/mm2) 30 35 40 98 66 41 122 83 51 147 99 62 172 116 72 197 133 83 246 166 103 146 134 129 -126 -111 -68
45 20 26 31 36 42 52 65 -6
50 3 5 6 7 8 10 12 -74
25 175 220 263 307 352 313 129 -305
30 122 154 184 215 246 293 139 -230
B 500 SD fck (N/mm2) 35 40 83 51 104 65 124 77 145 90 166 103 208 129 102 91 -246 -228
45 26 33 39 46 52 65 81 -187
50 5 6 7 9 10 12 15 -271
49
ACHE
Tabla 4.10.- Incremento, en %, de las longitudes básicas de anclaje para aceros sin certificado de homologación de adherencia. Posición I de adherencia buena. B 400 SD fck (N/mm2) 35 40 29 18 29 18 29 18 29 18 29 18 29 18 15 18 -10 -8
Diámetro (mm) 8 10 12 14 16 20 25 32
25 61 61 61 61 61 35 8 -16
30 43 43 43 43 43 43 14 -11
45 9 9 9 9 9 9 9 -3
50 2 2 2 2 2 2 2 -9
25 61 61 61 61 61 35 8 -16
30 43 43 43 43 43 37 10 -14
B 500 SD fck (N/mm2) 35 40 29 18 29 18 29 18 29 18 29 18 29 18 7 7 -16 -16
45 9 9 9 9 9 9 9 -15
50 2 2 2 2 2 2 2 -21
Incremento longitudes de anclaje B 500 SD (Posición I) 70% 60% 50%
Diferencia (%)
40%
fck = 25 fck = 30
30%
fck = 35
20%
fck = 40
10%
fck = 45 fck = 50
0% -10% -20% -30% 8
10
12
14
16
20
25
32
Diámetro armadura (mm)
Figura 4.4.- Incremento de longitudes de anclaje de los aceros con índice de corruga, fR, en relación a los aceros con certificado de homologación de adherencia.
50
Monografía M-24
Tabla 4.11.- Incremento de las longitudes básicas de anclaje, en %, para aceros sin certificado de homologación de adherencia. Posición II de adherencia deficiente. Diámetro (mm) 8 10 12 14 16 20 25 32
25 61 61 61 61 62 37 10 -14
30 43 43 43 43 43 43 17 -9
B 400 SD fck (N/mm2) 35 40 29 18 29 18 29 18 29 18 29 18 29 18 17 18 -9 -6
45 9 9 9 9 9 9 9 -1
50 2 2 2 2 2 2 2 -7
25 61 62 61 61 62 37 10 -14
30 43 43 43 43 43 40 12 -12
B 500 SD fck (N/mm2) 35 40 29 18 29 18 29 18 29 18 29 18 29 18 10 9 -14 -14
45 9 9 9 9 9 9 9 -13
50 2 2 2 2 2 2 2 -19
4.3.5 Procedimientos de anclaje Los anclajes extremos de las barras se pueden hacer mediante prolongación recta, gancho, patilla, gancho en U o disponiendo una barra transversal soldada, tal y como se indica en la Figura 4.5. También pueden emplearse otros procedimientos pero siempre que su funcionamiento se garantice mediante ensayos que pongan de manifiesto una eficaz transmisión de tensiones al hormigón sin peligro para éste.
Figura 4.5.- Procedimientos normalizados para el anclaje de barras corrugadas al hormigón.
51
ACHE 4.3.6 Longitud neta de anclaje La longitud neta de anclaje es menor que la longitud básica, pues tiene en cuenta la sección real de acero dispuesta en la sección y el procedimiento de anclaje utilizado. lb,neta lb
sd f yd
lb
As A s,real
[15]
donde: sd
tensión de trabajo de la armadura que se quiere anclar, en la hipótesis de carga más desfavorable, en la sección a partir de la cual se determina la longitud de anclaje;
As
armadura necesaria en la sección a partir de la cual se ancla la armadura;
As,real
armadura realmente dispuesta en la sección;
factor de reducción en función de la forma de anclaje: = 0,7 para anclajes mediante barra transversal soldada. = 0,7 para gancho, patilla y gancho en U, siempre que el recubrimiento de hormigón en la dirección perpendicular al plano de doblado sea superior a 3 . = 1 en los restantes casos.
En cualquier caso, la longitud neta de anclaje no puede ser nunca inferior al mayor de los siguientes valores: a) 10 ; b) 150 mm; c) lb / 3 para barras traccionadas y 2 lb / 3 para barras comprimidas Por último, en vigas es preciso prolongar la armadura necesaria para resistir del máximo momento positivo hasta el apoyo, prolongándola a partir del eje del mismo, una magnitud igual a la longitud neta de anclaje. En el caso de vigas intermedias, será suficiente con prolongar, al menos, un cuarto de la armadura necesaria, mientras que en vigas extremas esta cantidad deberá ser de al menos un tercio. Grupos de barras Como regla general, los grupos de barras se anclan por prolongación recta. En el caso de que las barras que constituyen el grupo dejen de ser necesarias en la misma sección, la longitud de anclaje de las mismas es algo mayor que la correspondiente a una barra aislada. En concreto, esta no puede ser inferior a: 1,3 lb para grupos de 2 barras; 1,4 lb para grupos de 3 barras; 1,6 lb para grupos de 4 barras. Cuando las barras que constituyen el grupo dejan de ser necesarias en secciones diferentes, hay que anclar cada barra del grupo según el criterio que se indica a continuación, teniendo además en cuenta de que en ningún caso los extremos finales de las barras pueden distar entre sí una cantidad inferior a la longitud lb. 1,2 lb si la barra que hay que anclar va acompañada de 1 barra en la sección en la que deja de ser necesaria; 1,3 lb si fuera acompañada de 2 barras; 1,4 lb si fuera acompañada de 3 barras;
52
Monografía M-24
Figura 4.6.- Ejemplo de anclaje de un grupo de barras.
Mallas electrosoldadas La longitud neta de anclaje de las mallas electrosoldadas es similar a la de las barras (ver expresión [15]). Sin embargo, es posible que en la zona de anclaje exista al menos una barra transversal soldada por lo que, como se ha indicado antes (factor ), esta longitud se ve reducida en un 30 % siempre que se garantice la resistencia del nudo soldado situado en la zona de anclaje y sin que en ningún caso los valores resultantes sean inferiores a los indicados en 3.5.
4.4. SOLAPO POR ADHERENCIA No se dispondrán más que aquellos empalmes indicados en los planos y los que autorice el Director de la Obra. Se procurará que los empalmes queden alejados de las zonas en las que la armadura trabaje a su máxima carga. En general, los empalmes se realizan por solapo aunque en ocasiones pueden emplearse empalmes por soldadura (ver apartado 6) o mediante dispositivos especiales, con tal que los ensayos con ellos efectuados demuestren que esas uniones poseen permanentemente una resistencia a la rotura no inferior a la de la menor de las dos barras empalmadas y que el deslizamiento relativo de las armaduras empalmadas no rebase 0,1 mm para cargas de servicio (situación poco probable). Este tipo de empalmes se realizará colocando las barras una al lado de otra, dejando una separación entre ellas de 4, como máximo. Como norma general los empalmes de las distintas barras en tracción de una pieza se distanciarán unos de otros de tal modo que sus centros queden separados, en la dirección de las armaduras, una longitud igual o mayor a lb. En muchas ocasiones, esta condición es difícilmente verificable en general por limitaciones en el proceso constructivo y, en todo caso, por la dificultad de garantizar en la práctica real la disposición de los solapos de forma que se verifique la condición antes expuesta. Por ello, es importante conocer cuáles son las longitudes de solapo en las condiciones más desfavorables: los centros de los empalmes separados en la dirección de las armaduras una distancia inferior a lb y de forma que el porcentaje de barras solapadas en la misma sección supere el 50%. La longitud de solapo está directamente relacionada con la longitud básica de anclaje, de forma que dicha longitud de solapo ls = lb, neta siendo un coeficiente de mayoración definido en la tabla 4.12 en función del porcentaje de armadura solapada en una sección respecto a la sección total de acero de esa misma sección, de la distancia transversal entre empalmes y del tipo de esfuerzo en la barra.
53
ACH HE Tabla a 4.12.- Valore es del coeficiente
20
25
33
50
> 50
Barras sola apadas trabajan ndo normalme ente a compresió ón en cualquier porcentaje
a ≤ 10
1,2
1,4
1,6
1,8
2.0
1,0
a > 10
1,0
1,1
1,2
1,3
1,4
1,0
Dista ancia entre los e empalmes más próximos
Porcentaje de barras solap padas trabajan ndo a tracción n con relación a la se ección total de e acero
Para barras de diámetro superior a 32 m mm solo se admitirán a empalmes por solapo si en n cada caso y mediante estudio os especia ales se justifica satis sfactoriamennte su co orrecto comp portamiento.
La disstancia “a” entre e los emp palmes más p ueda definida a en la figuraa 4.7. próximos, qu
a Figurra 4.7 – Defiinición de la a distancia a entre empalmes más próximos
Valorres de las lo ongitudes de d solapo e n las condiciones más s desfavorab bles, para barras b traba ajando a trac cción De accuerdo con lo expuesto y, y fundamenttalmente con n los valores s recogidos een la Tabla 4.12, 4 a contin nuación se recogen la as longitudess de solapo o para los distintos tippos de ace eros y resisttencias de hormigón h parra el caso m más desfavorable, es decir cuando llos centros de d los empa almes separa ados en la diirección de la as armadura as se sitúan a una distanccia inferior a lb y el porce entaje de barras solapad das en la missma sección n supera el 50%. 5 Dado qque las longitudes de so olapo son un na función directa d de lass de anclaje e antes expu uestas, hay qque diferenc ciar, al igual que en aque ellas, el que las armadurras estén en posesión de el certificadoo de homolog gación dherencia o del d certificado de índice d de corrugas fR. de ad
54
Monografía M-24 Tabla 4.13.- Longitudes de solapo para armaduras en posesión del certificado de homologación de adherencia situadas en posición I de adherencia buena. Distancia entre empalmes a > 10. B 400 SD fck (N/mm2)
Diá met ro (m m)
25
30 35 40 45 50 25 224
8
B 500 SD fck (N/mm2)
224
224
30
35
4 0
4 5
50
224
224 224
22 4
22 4
22 4
22 4
22 4
28 0
280
28 0
28 28 0 0
280
10
280
28 0
28 0
28 0
28 0
28 0
35 0
350
35 0
35 35 0 0
350
12
336
33 6
33 6
33 6
33 6
33 6
42 0
420
42 0
42 42 0 0
420
14
392
39 2
39 2
39 2
39 2
39 2
49 0
490
49 0
49 49 0 0
490
16
448
44 8
44 8
44 8
44 8
44 8
56 0
560
56 0
56 56 0 0
560
20
672
56 0
56 0
56 0
56 0
56 0
84 0
728
70 0
70 70 0 0
700
25
105 0
87 5
78 8
70 0
70 0
70 0
13 13
1138
10 50
96 87 3 5
875
32
172 1
14 34
12 91
11 47
10 04
10 04
21 50
1863
17 21
15 14 76 34
1434
Tabla 4.14.- Longitudes de solapo para armaduras en posesión del certificado de homologación de adherencia situadas en posición I de adherencia buena. Distancia entre empalmes a ≤ 10. Diámetro (mm)
B 400 SD fck (N/mm2) 35 40
25
30
8
320
320
320
10
400
400
12
480
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
320
320
320
400
400
400
400
400
400
400
400
400
400
500
500
500
500
500
500
480
480
480
480
480
600
600
600
600
600
600
560
560
560
560
560
560
700
700
700
700
700
700
16
640
640
640
640
640
640
800
800
800
800
800
800
20
960
800
800
800
800
800
1200
1040
1000
1000
1000
1000
25
1500
1250
1126
1000
1000
1000
1876
1626
1500
1376
1250
1250
32
2458
2048
1844
1638
1434
1434
3072
2662
2458
2252
2048
2048
55
ACHE Tabla 4.15.- Longitudes de solapo para armaduras en posesión del certificado de homologación de adherencia situadas en posición II de adherencia deficiente. Distancia entre empalmes a > 10.
Diámetro (mm)
B 400 SD fck (N/mm2)
B 500 SD fck (N/mm2)
25
30
35
40
45
50
25
30
35
40
45
50
8
321
321
321
321
321
321
400
400
400
400
400
400
10
400
400
400
400
400
400
500
500
500
500
500
500
12
480
480
480
480
480
480
601
601
601
601
601
601
14
560
560
560
560
560
560
700
700
700
700
700
700
16
640
640
640
640
640
640
799
799
799
799
799
799
20
941
799
799
799
799
799
1176
1019
1000
1000
1000
1000
25
1470
1225
1103
1000
1000
1000
1838
1593
1470
1348
1250
1250
32
2408
2008
1806
1606
1406
1406
3010
2610
2408
2208
2008
2008
Tabla 4.16.- Longitudes de solapo para armaduras en posesión del certificado de homologación de adherencia situadas en posición II de adherencia deficiente. Distancia entre empalmes a ≤ 10. Diámetro (mm)
56
B 400 SD fck (N/mm2) 35 40
25
30
8
458
458
458
10
572
572
12
686
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
458
458
458
572
572
572
572
572
572
572
572
572
572
714
714
714
714
714
714
686
686
686
686
686
858
858
858
858
858
858
800
800
800
800
800
800
1000
1000
1000
1000
1000
1000
16
914
914
914
914
914
914
1142
1142
1142
1142
1142
1142
20
1344
1142
1142
1142
1142
1142
1680
1456
1428
1428
1428
1428
25
2100
1750
1576
1428
1428
1428
2626
2276
2100
1926
1786
1786
32
3440
2868
2580
2294
2008
2008
4300
3728
3440
3154
2868
2868
Monografía M-24 Tabla 4.17.- Longitudes de solapo para armaduras sin certificado de homologación de adherencia (con certificado de fR) situadas en posición I de adherencia buena. Distancia entre empalmes a > 10. Diámetro (mm)
B 400 SD fck (N/mm2) 35 40
25
30
8
361
321
288
10
452
400
12
542
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
265
245
228
452
400
361
330
305
284
361
330
305
284
566
500
451
413
382
356
480
434
396
367
342
678
601
542
496
458
427
633
560
505
462
427
399
791
700
631
578
535
498
16
722
640
578
529
489
455
904
801
722
661
610
570
20
904
801
722
661
610
570
1130
1001
903
826
763
711
25
1130
1001
903
826
763
711
1413
1250
1128
1032
955
889
32
1446
1281
1155
1057
977
911
1807
1600
1445
1322
1222
1138
Tabla 4.18.- Longitudes de solapo para armaduras sin certificado de homologación de adherencia (con certificado de fR) situadas en posición I de adherencia buena. Distancia entre empalmes a ≤ 10. B 400 SD fck (N/mm2)
B 500 SD fck (N/mm2)
Diámetro (mm)
25
30
35
40
45
50
25
30
35
40
45
50
8
516
458
412
378
350
326
646
572
516
472
436
406
10
646
572
516
472
436
406
808
714
644
590
546
508
12
774
686
620
566
524
488
968
858
774
708
654
610
14
904
800
722
660
610
570
1130
1000
902
826
764
712
16
1032
914
826
756
698
650
1292
1144
1032
944
872
814
20
1292
1144
1032
944
872
814
1614
1430
1290
1180
1090
1016
25
1614
1430
1290
1180
1090
1016
2018
1786
1612
1474
1364
1270
32
2066
1830
1650
1510
1396
1302
2582
2286
2064
1888
1746
1626
57
ACHE Tabla 4.19.- Longitudes de solapo para armaduras sin certificado de homologación de adherencia (con certificado de fR) situadas en posición II de adherencia deficiente. Distancia entre empalmes a > 10. Diámetro (mm)
B 400 SD fck (N/mm2) 35 40
25
30
8
517
458
413
10
645
571
12
776
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
378
349
325
645
571
517
472
437
407
517
472
437
407
808
715
645
591
546
508
686
619
567
524
489
969
858
774
708
655
610
904
801
722
661
610
570
1130
1001
903
826
764
713
16
1033
916
826
756
699
651
1292
1144
1032
944
872
813
20
1292
1144
1032
944
872
813
1614
1429
1291
1180
1091
1016
25
1614
1429
1291
1180
1091
1016
2019
1788
1613
1476
1364
1271
32
2066
1830
1652
1511
1397
1302
2583
2288
2064
1889
1746
1627
Tabla 4.20.- Longitudes de solapo para armaduras sin certificado de homologación de adherencia (con certificado de fR) situadas en posición II de adherencia deficiente. Distancia entre empalmes a ≤ 10. Diámetro (mm)
B 400 SD fck (N/mm2) 35 40
25
30
8
738
654
590
10
922
816
12
1108
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
540
498
464
922
816
738
674
624
582
738
674
624
582
1154
1022
922
844
780
726
980
884
810
748
698
1384
1226
1106
1012
936
872
1292
1144
1032
944
872
814
1614
1430
1290
1180
1092
1018
16
1476
1308
1180
1080
998
930
1846
1634
1474
1348
1246
1162
20
1846
1634
1474
1348
1246
1162
2306
2042
1844
1686
1558
1452
25
2306
2042
1844
1686
1558
1452
2884
2554
2304
2108
1948
1816
32
2952
2614
2360
2158
1996
1860
3690
3268
2948
2698
2494
2324
Lógicamente, las longitudes de solapo en cualquier situación son, al igual que las correspondientes longitudes de anclaje, inferiores en el caso de que las armaduras dispongan de un certificado de homologación de adherencia (obtenido de acuerdo con lo expuesto en la EHE-08) frente a las precisas cuando el acero no dispone de dicho certificado, pero si del correspondiente a la superficie relativa de corrugas fR. Uno de los dos certificados es siempre obligatorio de forma que no pueden emplearse aceros que no dispongan de uno de los dos certificados citados.
58
Monografía M-24
5. Durabilidad 5.1. INTRODUCCIÓN La Instrucción EHE-08 otorga gran importancia a la durabilidad de las estructuras, incluyendo en esta versión criterios relativos a la vida útil de éstas, un nuevo Estado Límite de Durabilidad y un anejo específico (el Anejo 9) en el que se desarrollan los criterios y modelos de deterioro empleados para tener en cuenta uno de los ataques más habituales: la corrosión de las armaduras. Como en versiones anteriores, la Instrucción EHE-08 centra sus estrategias de protección de las estructuras frente a la agresión del entorno en la composición del hormigón (tipo y contenido mínimo de cemento, y máxima relación agua/cemento), en el espesor mínimo de recubrimiento y en la abertura máxima de fisura. Alternativamente, contempla la utilización de protecciones al hormigón a través de morteros especiales, y de una forma casi testimonial los procedimientos de protección de las armaduras, que pueden llegar a ser los sistemas más eficaces y, también, sostenibles y respetuosos con el medio ambiente.
5.2. ESTADO LÍMITE DE DURABILIDAD El Estado Límite de Durabilidad es el producido por las acciones físicas y químicas que pueden degradar las características del hormigón o de las armaduras hasta límites inaceptables. Las estructuras deben satisfacer la condición de que el tiempo necesario para que el agente agresivo produzca un ataque o degradación significativa de la estructura, tL, sea menor al valor de cálculo de la vida útil, td. tL td
[1]
La vida útil de cálculo se define como el producto de la vida útil de proyecto por un coeficiente de seguridad: td = t tg
[2]
La vida útil de la estructura se define como el período de tiempo, a partir de la fecha en la que finaliza su ejecución, durante el que deben mantenerse las exigencias básicas en unos límites aceptables. Durante ese período requerirá una conservación normal, que no implique operaciones de rehabilitación. El valor de la vida útil ha de fijarse de forma previa antes de iniciarse el proyecto y su valor lo ha de indicar la Propiedad o, en su defecto, adoptarse alguno de los valores indicados en la Tabla 5.1.
59
ACHE Tabla 5.1.- Vida útil nominal de diferentes tipo de estructuras Tipo de estructura
Vida útil nominal
Estructuras de carácter temporal
Entre 3 y 10 años
Elementos estructurales reemplazables que no forman parte de la estructura principal (por ejemplo, barandillas, apoyos de tuberías)
Entre 10 y 25 años
Edificios (o instalaciones) agrícolas o industriales y obras marítimas
Entre 15 y 50 años
Edificios de viviendas u oficinas y estructuras de ingeniería civil (excepto obras marítimas) de repercusión económica baja o media
50 años
Edificios de carácter monumental o de importancia especial
100 años
Puentes y otras estructuras de ingeniería civil de repercusión económica alta
100 años
(1) Cuando una estructura esté constituida por diferentes partes, podrá adoptarse para tales partes diferentes valores de vida útil, siempre en función del tipo y características de la construcción de las mismas. (2) En función del propósito de la estructura (exposición temporal, etc.). En ningún caso se considerarán como estructuras de carácter temporal aquellas estructuras de vida útil nominal superior a 10 años. (3) En edificios públicos como son los dedicados a salud o educación, cuya sustitución conlleva una repercusión socioeconómica importante es recomendable plantear una vida útil mayor que en edificios convencionales de viviendas, por ejemplo 75 años.
Bases de cálculo Las bases de cálculo del E.L.D son los tipos de ambiente al que la estructura puede estar sometida. El tipo de ambiente se define por la combinación de una clase general de exposición (aquella que puede producir la corrosión de las armaduras) y una o varias clases específicas de exposición (las que provocan la degradación del hormigón).
60
Monografía M-24
Tabla 5.2.- Clases generales de exposición relativas a la corrosión de las armaduras.
61
ACHE
Tabla 5.3.- Clases específicas de exposición relativas a otros procesos de deterioro distintos de la corrosión.
5.3. ESTRATEGIAS DE DURABILIDAD La consecución de una estructura durable pasa por la adopción de una estrategia en la que se incluyan uno o varios de los siguientes aspectos:
62
-
Selección de formas estructurales adecuadas.
-
Consecución de una calidad adecuada del hormigón y, en especial de su capa exterior.
-
Adopción de un espesor de recubrimiento adecuado para la protección de las armaduras.
-
Control del valor máximo de abertura de fisura.
-
Disposición de protecciones superficiales en el caso de ambientes muy agresivos.
-
Adopción de medidas contra la corrosión de las armaduras.
Monografía M-24 Es obvia la importancia de las condiciones del diseño y del hormigón en la durabilidad. En esta monografía nos referiremos, de manera fundamental, a las relacionadas con el acero como producto básico para elaboración de las armaduras o a la influencia de la colocación de las armaduras en la obra antes del hormigonado.
5.3.1 Recubrimientos El recubrimiento se define como la distancia existente entre la superficie exterior de la armadura, incluyendo cercos y estribos, y la superficie del hormigón más cercana. El objeto del recubrimiento es proporcionar una protección adecuada a las armaduras de acero embebidas en el hormigón. Esta protección se logra mediante la suma de diversos factores:
La calidad adecuada del hormigón, obtenida a través de su composición: tipo y cantidad de cemento, relación agua/cemento, etc.; y de su puesta en obra: vertido, compactación y curado.
Un espesor suficiente que retrase en el tiempo la llegada de los agentes agresivos hasta el acero. El período durante el cual el hormigón del recubrimiento protege a las armaduras es, de forma aproximada, función del cuadrado de su espesor; esto conlleva que una disminución del recubrimiento a la mitad de su valor se traduzca en un período de protección de la armadura reducido a la cuarta parte.
Un espesor adecuado al tamaño máximo del árido utilizado en la confección del hormigón y al diámetro de la armadura principal, para evitar que se produzcan coqueras y nidos de grava que dejen a la armadura expuesta a la acción directa de los agentes agresivos. Por esta razón, el espesor del recubrimiento no puede ser nunca inferior al diámetro de la armadura principal (o diámetro equivalente si se disponen grupos de barras), ni a 0,80 veces el tamaño máximo del árido utilizado, valor que ha de aumentarse hasta 1,25 si la disposición de las armaduras dificulta el paso del hormigón en la zona de los paramentos.
En el proyecto se ha de especificar un valor nominal del recubrimiento, que es el resultado de la suma del recubrimiento mínimo que es preciso garantizar a la armadura, y de una tolerancia —denominada margen de recubrimiento— que tiene en cuenta el tipo de control de ejecución que se está llevando a cabo en el elemento, y que adopta el valor de 10 mm en los casos normales, 5 mm para el caso de nivel de control de ejecución intenso y 0 mm para elementos prefabricados. rnom = rmín + r El valor del recubrimiento mínimo que contempla la Instrucción EHE-08 es función del tipo de ambiente al que está expuesto el elemento, y adopta los valores indicados en la Tabla 5.4.
63
ACHE Tabla 5.4.- Recubrimientos mínimos (mm) para las diferentes clases de exposición y diversas vidas útiles de proyecto. Clase de exposición
Tipo de cemento
I
Cualquiera
10
15
25
50
75
100
fck 25
10
10
10
15
20
25
25 fck < 40
10
10
10
15
20
25
fck 40
10
10
15
20
25
30
25 fck < 40
10
10
10
15
20
25
fck 40
10
10
15
20
25
30
25 fck < 40
10
10
10
15
20
25
fck 40
10
15
20
25
30
35
25 fck < 40
10
10
15
20
25
30
fck 40
10
10
10
15
20
25
CEM III, CEM IV, CEM II/B, CEM II/A-D o empleo de adiciones
—
15
15
20
30
35
40
Resto de cementos
—
30
35
45
60
*
*
—
20
20
25
35
40
45
IIIb y IV
CEM III, CEM IV, CEM II/B, CEM II/A-D o empleo de adiciones Resto de cementos
—
35
40
50
70
*
*
—
20
20
30
40
45
55
IIIc
CEM III, CEM IV, CEM II/B, CEM II/A-D o empleo de adiciones Resto de cementos
—
40
45
55
*
*
*
CEM I IIa Otros tipos o empleo de adiciones
CEM I IIb Otros tipos o empleo de adiciones
IIIa
(*)
Vida útil de proyecto (años)
Resistencia característica 2 del hormigón (N/mm )
Estas situaciones obligarían a unos recubrimientos excesivos, desaconsejables desde el punto de vista de la ejecución del elemento.
En el caso de determinados elementos prefabricados, como es el caso de placas o viguetas, sus reducidas dimensiones hacen imposible poder respetar los valores de recubrimiento anteriormente indicados. Por esta razón, la Instrucción admite la posibilidad de contabilizar como espesor de recubrimiento el espesor de los posibles revestimientos que pudieran aplicarse sobre ellos, siempre que sean compactos, impermeables y tengan el carácter de permanentes y definitivos. En cualquier caso, el recubrimiento real de hormigón de estos elementos no puede ser en ningún caso inferior a 15 mm. Por otro lado, cuando el espesor de recubrimiento es superior a 50 mm es preciso garantizar que no se va a producir una fisuración generalizada de éste, ni un despegue de las armaduras. Para ello, se recomienda la colocación de una malla de reparto a mitad del espesor de recubrimiento en la zona de tracción con una cuantía geométrica del 5 por mil del área de recubrimiento, en el caso de emplearse barras o grupos de barras de diámetro no superior a 32 mm, y del 10 por mil en el resto de los casos. En la Figura 5.1 se recoge la propuesta que la Comisión Permanente del Hormigón hace para la disposición de esta malla de reparto. En la práctica, el empleo de esta solución es, en algunos casos, de difícil aplicación (tipos de mallas no usuales, dificultad de colocación de las armaduras, etc.) por lo que se pueden utilizar otras medidas alternativas, como por ejemplo armaduras protegidas contra la corrosión, que hagan innecesario acudir a estos inusuales espesores de recubrimiento y, con ello, evitar la disposición de las mallas en el recubrimiento.
64
Monografía M-24
Figura 5.1.-Disposición de malla de reparto para espesores de recubrimiento superiores a 50 mm.
Separadores Para garantizar el recubrimiento de las armaduras se prescribe la disposición de separadores colocados en obra. Éstos han de haber sido específicamente diseñados para este fin y estar constituidos por materiales resistentes a la alcalinidad del hormigón, además de no inducir la corrosión de las armaduras. Para este fin existe una amplia gama de productos en el mercado realizados en materiales plásticos, metálicos y de mortero. La Instrucción prohíbe expresamente el uso de la madera para la realización de separados, así como el de cualquier otro material residual de construcción (trozos de ladrillo, guijarros, trozos de hormigón, escombros, etc.). Tipos de separadores Como ya se ha indicado, existe una amplia gama de separadores en el mercado. No obstante, puede hacerse una primera clasificación de los mismos que se recoge a continuación.
Separadores tipo lineal, generalmente de sección constante, ideados para sostener la armadura inferior en losas, y con una geometría tal que impide su vuelco.
Separadores individuales, que se fijan a las barras mediante presión (clip) o mediante atado con alambre. Entre ellos hay que distinguir los de tipo rueda, que proporcionan el mismo recubrimiento en todas direcciones.
Separadores de los (para los) extremos, que se ajustan a los extremos de las barras rectas.
Además, hay que considerar los calzos, que son otro tipo de separadores de mayor altura destinados fundamentalmente a sostener la armadura superior en losas o para separar las capas de armadura en los muros. Suelen ser de acero, dado que han de soportar cargas a veces de importancia, y pueden ser individuales o continuos.
65
ACH HE
a) Sep parador individ dual para fijar con ala ambre.
b) Separado or individual pa ara fijar con grappa.
c) Separador individual tippo rueda.
d) Sep parador lineal.
e) Separadorr tipo extremo.
ontinuo tipo celoosía. f) Calzo co
Figurra 5.2.- Tipos de separadores
Reco omendacione es para la ele ección de loss separadore es A la hora de sele eccionar un tipo de sepa arador es ac consejable te ener en cueenta los siguientes aspecctos: 1 1. El valor del d recubrimiento nomina al establecido en el proye ecto. 2 2. Las carg gas que el se eparador va a tener que soportar deb bido al peso de la armad dura, a las opera aciones de colocación, c a al paso de operarios o sobre las mism mas, así com mo las accioness producidas durante el h hormigonado o de la pieza.. 3 3. Diámetro o y situación de la armad dura (muro, lo osa, viga o pilar). p 4 4. Tipo de armadura: a ba arras corruga adas o malla as electrosold dadas. 5 5. Tipo de fijación f más adecuado: ssin fijación, con alambre o mediante ppresión. 6 6. Circunsta ancias exterrnas que pu ueden afecta ar al hormigón tales coomo la presión, la temperattura, posible es ataques q uímicos, alte ernancia de ciclos c de hum uedad, medad-sequ fuego o corrosión. c 7 7. Las posibles marcas s o huellas q que el separador pueda a dejar sobree la superfic cie del n, sobre todo o si ésta ha d de quedar vis sta. hormigón 8 8. Tipo de acabado a de la superficie de hormigón n. 9 9. Facilidad d de colocación de los se eparadores, rendimiento r y coste. Los separadoress de tipo lineal pued en ser una a adecuada a elección en determinadas aciones —so obre todo para soportar lla armadura inferior en elementos e coon gran supe erficie, aplica como o losas o soleras—, pue esto que pressentan venta ajas frente a los separaddores individ duales como o por ejempllo reducir la presión que e ejercen so obre el encofrado, lo cuaal puede ser muy imporrtante en aquellos casos s en los que existe una capa c de aisla amiento, al reeducir el ries sgo de punzo onamiento sobre la mism ma (ver Figurra 5.3).
66
Monografía M-24
Figura 5.3.-Separador lineal sobre una capa de aislamiento para evitar su punzonamiento.
Los calzos continuos, cuya misión es separar las capas de armado en soleras, losas y muros, manteniendo su posición y garantizando los recubrimientos adecuados. Estos calzos continuos suponen un importante ahorro en mano de obra al facilitar el posicionamiento de la capa de armado superior, y han de quedar bien asentados sobre la capa de armado inferior para evitar su vuelco. Esta disposición presenta la ventaja de no tener que apoyar sobre el encofrado, disminuyendo los riesgos de que éstos resulten dañados o que se produzca una posible vía de contacto con los agentes agresivos exteriores. El empleo de armaduras básicas electrosoldadas en celosía como distanciadores para la disposición de las armaduras superiores, sobre todo en losas macizas de hormigón ya sean en forjados o soleras, es una solución sencilla, de fácil aplicación y elevada calidad. Recomendaciones para la disposición de los separadores Tanto en vigas como en pilares los separadores debe ir colocados en el cerco o estribo y no en la armadura principal, debiéndose disponer al menos tres planos de separadores en cada vano para evitar deformaciones indeseadas. Losas A la hora de disponer los separadores hay que tener en cuenta que si la distancia entre ellos es demasiado grande se puede producir una deformación excesiva de las armaduras por flexión, sobre todo durante las operaciones de hormigonado, lo que puede acarrear una disminución apreciable del canto útil de la sección y/o provocar una reducción importante del recubrimiento efectivo en esos puntos. Como regla general, los separadores de la armadura inferior no deben distanciarse entre sí a una distancia superior a 50 , sin rebasar en ningún caso los 100 cm, y deben ir convenientemente alternados. En el caso de que esta armadura esté constituida por mallas electrosoldadas, la distancia entre separadores puede aumentarse, dado que la rigidez que aportan los nudos soldados —que son todos— permite efectuar una redistribución de los esfuerzos ejercidos sobre ellas, reduciendo las deformaciones a las que están sometidas. La armadura superior debe situarse en su posición definitiva mediante la ayuda de separadores (distanciadores o calzos), que pueden ser individuales o continuos. En ambos casos la distancia máxima entre separadores será de 50 , sin exceder en ningún caso los 50 cm, debiéndose procurar que esta limitación se produzca en la dos direcciones en el caso de separadores individuales. Además, es recomendable la disposición se separadores cada 50 para aquellas armaduras de la losa que vayan a quedar en bordes expuestos a la acción de los agentes agresivos (intemperie, presencia de agua, etc.), con un máximo de 100 cm de distancia entre ellos.
67
ACHE Vigas y pilares Los separadores han de disponerse en grupo, de manera que en cada elemento haya, al menos, tres planos de separadores. La distancia entre éstos no ha de superar los 100 cm en vigas, ni los 50 en pilares, sin exceder en ningún caso la distancia de 200 cm. En los paramentos expuestos debe disponerse, al menos, un separador en el centro de los estribos. Si la dimensión de la sección es superior a 50 veces el diámetro de la armadura transversal deben disponerse dos separadores por cara. Por último, en el caso de estribos dobles es recomendable disponer tres separadores en la zona en que se solapan. En las caras expuestas de los extremos de las vigas es recomendable disponer un separador adecuado en cada barra. Muros Es suficiente con atar las intersecciones de las barras en intersecciones alternadas. Como en los casos anteriores, el recubrimiento debe garantizarse mediante separadores dispuestos alternadamente a una distancia de 50 , sin rebasar los 50 cm. Los separadores colocados en caras opuestas deben quedar a la misma cota.
Las capas de armado deben separarse mediante calzos a una distancia no superior a los 100 cm.
Tabla 5.5.- Disposición de los separadores según la Instrucción EHE-08. Elemento Elementos superficiales horizontales (losas, forjados, zapatas y losas de cimentación, etc.)
Distancia máxima Emparrillado inferior
50 ó 100 cm
Emparrillado superior
50 ó 50 cm
Cada emparrillado
50 ó 50 cm
Separación entre emparrillados
100 cm
Muros Vigas
(1)
Soportes (1)
100 cm (1)
100 ó 200 cm
Se dispondrán, al menos, tres planos de separadores por vano, en el caso de las vigas, y por tramo, en el caso de los soportes, acoplados a los cercos o estribos.
Diámetro de la armadura a la que se acople el separador.
5.3.2 Control de la abertura de fisura Para reducir la facilidad de penetración de los agentes agresivos que pueden inducir la corrosión de las armaduras, se limita la abertura de fisura en función de la clase de exposición ambiental (ver Tabla 5.6). 5.3.3 Protecciones superficiales El empleo de protecciones superficiales en el hormigón está aconsejado en el caso de ambientes muy agresivos, en los que se considera que las medidas normales de protección no van a ser suficientes. Estas medidas pueden tener una vida útil inferior a la del elemento superficial, por lo que han de tenerse en cuenta actuaciones de mantenimiento.
68
Monografía M-24 Tabla 5.6.- Máxima abertura de fisura wmáx (mm) Hormigón armado
Hormigón pretensado
(combinación de acciones cuasipermanentes)
(combinación de acciones frecuentes)
I
0,4
0,2
IIa, IIb, H
0,3
Clase de exposición
IIIa, IIIb, IV, F IIIc, Qa, Qb, Qc
0,2
(1)
0,2 Descompresión
(2)
0,1
(1)
Adicionalmente deberá comprobarse que las armaduras activas se encuentran en la zona comprimida de la sección, bajo la combinación de acciones cuasipermanentes.
(2)
La limitación relativa a la clase Q sólo será de aplicación en el caso de que el ataque químico pueda afectar a la armadura. En otros casos, se aplicará la limitación correspondiente a la clase general correspondiente.
Morteros de revestimiento La Instrucción EHE-08 permite tener en cuenta la contribución de revestimientos que sean compactos, impermeables, definitivos y permanentes en ambientes con clase de exposición IIa, IIb y IIIa, y siempre que no existe una clase específica de exposición. Estos morteros están especialmente indicados para el caso de forjados en los que se incluyen elementos prefabricados con recubrimientos inferiores a los prescritos por la Instrucción, como alternativa única que puede posibilitar su empleo. Para estos morteros de revestimiento se define un factor, , que permite conocer el espesor de recubrimiento real de hormigón equivalente. En cualquier caso, los espesores de revestimiento deben ser superiores a 20 mm. Para actuar como revestimiento no es válido cualquier tipo de mortero. Además de que sus componentes cumplan las especificaciones marcadas para ellos en la Instrucción estos morteros deben tener las características que se indican en la Tabla 5.7. Tabla 5.7.- Características de los morteros a emplear como revestimiento protector del hormigón Característica
Requisito
Resistencia a flexotracción
2 N/mm2
Módulo de elasticidad
25.000 N/mm2
Retracción de secado a los 28 días
0,04 %
Resistencia de adherencia
0,8 N/mm2
Coeficiente de dilatación térmica
11,7 x 10-6 ºC-1
En definitiva, un mortero destinado a proteger el hormigón y sus armaduras del ambiente agresivo exterior debe presentar: -
Una buena adherencia al soporte.
-
Una compatibilidad de movimientos con el soporte, para evitar la generación de tensiones en la superficie de la unión que fisuren el mortero y ello se consigue con:
una retracción reducida,
una elevada resistencia a tracción,
un módulo de elasticidad no superior al del hormigón que recubren, y un coeficiente de dilatación térmica similar al de éste.
69
ACHE El factor de equivalencia se fija en función del tipo de ambiente y del valor de determinados parámetros en el mortero, tal y como puede verse en la Tabla 5.8.
Tabla 5.8.- Factor de equivalencia de morteros de recubrimiento Clase de exposición
Característica 1/2
IIa, IIb
Velocidad de carbonatación (mm/día ) 1/2
IIIa
Velocidad de penetración de cloruros (mm/día ) 2 1/2
IIIa
Capilaridad (kg/m h )
0,5
1,0
1,5
2,0
2,0
1,0
0,7
0,5
3,4
1,7
1,1
0,9
0,40
0,20
0,15
0,10
En el caso de que se empleen otro tipo de revestimientos es preceptiva la justificación documental de la protección que proporcionan a las armaduras, indicando el factor de equivalencia de los mismos. Ahora bien, el texto reglamentario no indica qué tipo de ensayos y de evaluaciones hay que llevar a cabo para el establecimiento de las mencionadas equivalencias, razón por la que pasamos a dar una serie de indicaciones al respecto.
5.3.4 Protección de las armaduras La Instrucción EHE-08 prescribe la ausencia de corrosión en las armaduras durante todo el periodo de vida útil de la estructura. Para cumplir esta exigencia, y dependiendo del tipo de exposición ambiental, puede ser conveniente la utilización de medidas de protección de las armaduras. Entre las medidas posibles, se señalan las siguientes: -
El empleo de aditivos inhibidores de la corrosión.
-
La galvanización de las armaduras.
-
El revestimiento de las armaduras con epoxi.
-
El empleo de acero inoxidable.
-
La protección catódica.
Además, se dan una serie de recomendaciones para limitar el riesgo de corrosión de las armaduras:
70
-
No poner en contacto las armaduras con otros metales de potencial galvánico muy diferente, salvo en el caso de protección catódica.
-
Limitar el contenido de iones despasivantes de las armaduras, como cloruros, sulfuros y sulfatos, en los materiales componentes del hormigón (agua, áridos, adiciones y aditivos).
-
Limitación del contenido total de cloruros en el hormigón a una cantidad no superior al 0,4 % del peso de cemento, para el caso de hormigones armados y del 0,2 % para hormigones pretensados.
Monografía M-24 Aditivos inhibidores de la corrosión Los aditivos inhibidores de la corrosión se emplean con carácter preventivo para evitar la corrosión de las armaduras embebidas en el hormigón. Estos aditivos pueden emplearse adicionándose a la masa del hormigón durante el amasado, o bien en forma de pintura directamente sobre la armadura o sobre la superficie del elemento una vez endurecido. Los aditivos incorporados a la masa del hormigón son de naturaleza muy diversa, siendo uno de sus requisitos básicos la eficacia que muestran a largo plazo. Como tales se emplean nitritos, tanto sódicos como cálcicos, los cromatos, el óxido de cinc y los fosfatos entre los compuestos inorgánicos. Entre los productos de naturaleza orgánica están los benzoatos, las aminas y los aminos alcoholes. En la década de los 90 se desarrollan los aditivos inhibidores de la corrosión que pueden aplicarse sobre el hormigón endurecido, teniendo un amplio campo de utilización en la reparación de estructuras con riesgo de corrosión. Son los denominados inhibidores de corrosión migratorios. Estos inhibidores de corrosión migratorios de dividen en dos grandes grupos: los basados en aminoalcoholes y los basados en aminocarboxilatos. Los primeros extienden ligeramente el tiempo de inicio de la corrosión y, cuando ésta comienza, disminuyen la velocidad de corrosión a la mitad de la que se obtendría en el caso de no haberse utilizado. Los aminocarboxilatos son mucho más eficaces que los anteriores, pues no sólo sus moléculas se ven atraídas por las áreas catódicas y anódicas del acero, sino que reaccionan también con el hormigón sellando los poros y evitando así la penetración de agentes agresivos procedentes del exterior. Estos inhibidores llegan a triplicar el tiempo de inicio de la corrosión y reducen la velocidad de progresión de ésta hasta en cinco veces con relación al acero desnudo.
Formas de aplicación a) Obra nueva: la utilización de los inhibidores de corrosión migratorios en estructuras de nueva construcción puede efectuarse bien mediante la adición del inhibidor directamente al hormigón durante el amasado, o bien mediante su aplicación directa sobre las armaduras, no afectando a las condiciones de adherencia de éstas con el hormigón. Cuando se adicionan al hormigón, tanto en forma de polvo con en forma líquida, pueden ir acompañados de una cierta proporción de microsílice para mejorar el sellado de los poros y reducir la capilaridad del hormigón. Su dosificación suele ser del orden de 0,6 l/m3. Cuando se aplican directamente sobre la armadura se hace en forma de pintura al agua, formando una película que endurece tras un periodo de curado, no siendo pegajosa al tacto y no produciendo la adhesión de polvo e impurezas que puedan dificultar las condiciones de adherencia al hormigón. La película que se forma tiene un espesor comprendido entre 5 y 25 micras, dependiendo del grado de protección que se quiera alcanzar, y puede pigmentarse como medida de control de la eficacia de su aplicación, puesto que el producto es inicialmente transparente. b) En obra finalizada: también es posible la aplicación de los inhibidores de corrosión migratorios, bien mediante pulverización o bien mediante pintado con brocha o rodillo. Tras su aplicación, el compuesto orgánico migra a través de la estructura porosa del hormigón endurecido hasta llegar a la armadura, debido a tres mecanismos que actúan de forma simultánea: acción capilar, difusión de vapor y atracción iónica.
71
ACHE Esta aplicación está especialmente recomendada cuando se ha producido algún incumplimiento en los recubrimientos mínimos de las armaduras, se aprecia una elevada porosidad del hormigón debida a diversas causas (dosificación, falta de curado, deficiente puesta en obra), o bien el elemento va a estar sujeto a una importante agresión ambiental como pudiera ser la alternancia de ciclos hielo-deshielo. El inhibidor en estas condiciones puede penetrar y proteger armaduras que se encuentren hasta 100 mm de profundidad, y además puede ir acompañado de otros agentes, tales como microsílice o hidrofugantes, que van a mejorar las cualidades superficiales del hormigón. La dotación con la que hay que aplicar estos productos depende del tipo de soporte y del tipo de inhibidor utilizado. En el caso de emplearse los inhibidores más potentes (aminocarboxilatos) será suficiente con una sola capa y la dotación será, por tanto, de 0,3 l/m2, mientras que para otros productos menos potentes (aminoalcoholes) se precisarán más capas con dotaciones similares por cada una de ellas.
Galvanización de las armaduras El empleo de armaduras galvanizadas está recomendado en aquellas estructuras que requieren condiciones especiales de protección contra la corrosión —como es el caso de los ambientes industriales o marítimos, así como el contacto directo con aguas o terrenos muy agresivos—. La galvanización de las armaduras se consigue mediante la inmersión de éstas en un baño de cinc fundido, a unos 450 ºC, previa limpieza superficial de las mismas por vía química (desengrasado, decapado ácido y fluxado). La excelente resistencia de este metal a la corrosión atmosférica o frente a las aguas se debe a su capacidad de formar películas protectoras de productos de corrosión —fundamentalmente carbonatos básicos de cinc— que son muy densas, adherentes e insolubles, que hacen que la velocidad de corrosión del cinc sea de 10 a 100 veces inferior a la del acero, dependiendo de la agresividad ambiental. El espesor de recubrimiento de cinc determinará su mayor o menor resistencia ante la corrosión. Como regla general, este espesor no debe ser inferior a 70 micras para barras y/o alambres de diámetro igual o inferior a 6 mm, ni a 84 micras para los diámetros mayores. En condiciones normales, con aceros producidos en horno eléctrico a partir de chatarra y contenidos de silicio no superiores al 0,13 %, los espesores de recubrimiento se encuentran comprendidos entre 120 y 200 micras, dependiendo del diámetro de la barra. La calidad de estos recubrimientos puede evaluarse mediante la norma UNE-EN ISO 1461:1999 “Recubrimientos galvanizados en caliente sobre productos acabados de hierro y acero. Especificaciones y métodos de ensayo”. Como norma para consulta se cita la ISO 14657 “Zinc coated steel for the reinforcement of concrete”. Dada la posible influencia del galvanizado en la adherencia de las armaduras con el hormigón, se recomienda realizar ensayos comparativos, con y sin recubrimiento (por ejemplo de pull-out) para determinar las longitudes de anclaje y solapo precisas.
Revestimientos con epoxi El revestimiento con epoxi consiste, básicamente, en envolver toda la superficie de la armadura formando una película continua y uniforme alrededor de toda ella que impide su contacto con los agentes agresivos.
72
Monografía M-24 Esta película no sólo ha de ser continua, sino que también debe: -
ser resistente para no ser dañada durante las operaciones de transporte y manipulación en obra,
-
mostrar una buena adherencia con el soporte,
-
disponer de la flexibilidad suficiente para permitir el doblado de la barra sin agrietarse,
-
ser inalterable en presencia de los álcalis del cemento,
-
ser económica y fácilmente aplicable.
Este tipo de revestimientos se desarrollaron en los años 70 en Estados Unidos con motivo de un intenso plan de investigación llevado a cabo para paliar los importantes efectos que el uso de sales fundentes estaba produciendo sobre las armaduras de los tableros de puentes de carretera. Desde entonces su empleo se ha extendido en otras partes del mundo. Aunque existen diversas formas de aplicación, la que ha demostrado ser más eficiente es la del revestimiento fundido (FBE – Fusion Bonded Epoxi). La barra, previamente limpiada y calentada (hasta alcanzar una temperatura comprendida entre los 190 y 240 ºC) es introducida en un horno donde el epoxi en forma de polvo se deposita electrolíticamente sobre la barra fundiéndose y formando una película continua y de espesor uniforme. Tras un periodo de curado y endurecimiento las barras revestidas se someten a un proceso de inspección donde se realiza un control de la integridad de la película en toda la extensión de la barra. En los casos en que el revestimiento resulte dañado por cualquier causa, puede repararse la película protectora mediante a aplicación de un retoque bien con pincel o bien por medio de un spray. La aplicación de este revestimiento sobre la superficie de la barra reduce la microrrugosidad de ésta, lo cual incide de alguna forma en las condiciones de adherencia con el hormigón, razón por la que las longitudes de anclaje se incrementan del orden de un 10 %.
Acero inoxidable La incorporación de cromo al acero, en un porcentaje superior al 10,5 %, hace que este se autopasive, aumentando su resistencia a la corrosión a medida que aumenta el contenido de cromo, efecto que también puede conseguirse con la presencia de niquel, molibdeno y nitrógeno. El nivel de concentración de cloruros admisible en el caso de estos aceros es muy superior al necesario para un acero convencional y depende también del contenido de elementos aleantes. Los aceros austeníticos y ferrito-austeníticos pueden llegar a ser los más resistentes a la corrosión por picaduras, que es la forma habitual de inicio de la corrosión en aceros inoxidables. Los ferríticos, con un contenido en cromo superior al 10 % se sitúan en una posición intermedia, y con contenidos de cromo inferiores al 10 % son los menos resistentes. Protección catódica La protección catódica consiste en la aplicación de una pequeña corriente eléctrica a las armaduras para que éstas se sitúen en un potencial de polarización más negativo y pueda alargarse el tiempo de despasivación ante una entrada de cloruros. Como referencia, el acero embebido en el hormigón se pasiva con potenciales comprendidos entre 0 y -250 mV (respecto al electrodo Cu/CuSO4) y en este rango la corrosión es muy activa. Con la protección catódica el potencial de polarización de la armadura se sitúa en -750 mV, situación en la que la máxima pérdida de espesor que podría experimentar la armadura sería de 10 micras al año. Existen dos sistemas de protección catódica: el de ánodos de sacrificio y el de corriente impresa.
73
ACHE Ánodos de sacrificio El sistema de ánodos galvánicos o de sacrificio consiste en la formación de una pila electroquímica conectando el acero de la armadura a un metal más anódico que él, que es el que se va corroyendo. Para que este sistema sea eficaz es fundamental que las armaduras presenten una continuidad eléctrica entre ellas. Cuando se emplea como método preventivo durante la fase de construcción de la estructura ha de preverse su mantenimiento durante la vida de servicio de ésta. El potencial al que se sitúa la armadura es más negativo, por lo que la corriente necesaria para conseguir el estado de inmunidad es menor, del orden de 0,1 a 3 mA/m2. En la prevención catódica los ánodos se colocan durante la fase de construcción de la estructura, siendo habitualmente de cinc o de cinc aleado con cadmio. También pueden disponerse estos ánodos sobre la estructura ya existente como medida de rehabilitación de la misma, en cuyo caso las densidades de corriente tienen que ser mucho mayores, dependiendo del nivel de corrosión y de la concentración de cloruros alcanzado, pudiendo estar comprendida entre 3 y 50 mA/m2. Sistema de corriente impresa El sistema de corriente impresa mantiene el mismo principio fundamental, pero teniendo en cuenta las limitaciones del material, costo y diferencia de potencial con los ánodos de sacrificio, se ha ideado este sistema mediante el cual el flujo de corriente requerido se origina en una fuente de corriente generadora continua regulable o, simplemente se hace uso de unos rectificadores que, alimentados por corriente alterna, ofrecen una corriente continua apta para la protección de la estructura. En la práctica es el sistema más utilizado, debido a su mayor duración y seguridad. La corriente externa disponible es impresa en el circuito constituido por la estructura a proteger y la cama anódica. La dispersión de la corriente eléctrica en el electrolito se efectúa mediante la ayuda de ánodos inertes cuyas características y aplicación dependen del electrolito. El terminal positivo de la fuente debe siempre estar conectado a la cama de ánodo, a fin de forzar la descarga de corriente de protección para la estructura. Este tipo de sistema trae consigo el beneficio de que los materiales a usar en la cama de ánodos se consumen a velocidades menores, pudiendo descargar mayores cantidades de corriente y mantener una vida más amplia. En virtud de que todo elemento metálico conectado con el terminal positivo de la fuente e inmerso en el electrolito es un punto de drenaje de corriente forzada y por tanto de corrosión, es necesario el mayor cuidado en las instalaciones y la exigencia de la mejor calidad en los aislamientos de cables de interconexión. Los sistemas más extendidos de corriente impresa son: -
Mallas de alambre de titanio o de titanio activado con una capa de óxidos de metales nobles, con periodos de vida útil comprendidos entre 25 y 100 años.
-
Ánodos discretos en forma de tubos o varillas de titanio activado con platino o con mezcla de óxidos.
-
Revestimientos de morteros especiales con contenido de carbón granulado.
-
Revestimientos de mortero con contenidos en fibras de grafito revestido de níquel.
-
Otros (recubrimientos orgánicos, recubrimientos metálicos, polímeros conductores y cerámicas conductoras).
La disposición de un sistema de protección catódica debe ser objeto de un estudio específico llevado a cabo por especialistas en el que se incluyan los cálculos necesarios para garantizar una protección adecuada, debiendo tener en cuente el tipo y la duración de los ánodos, el estado de las armaduras, el tipo de hormigón que las recubre y sus características, su estado, contaminación con cloruros, alcalinidad, oxigenación y posibilidad de corrientes erráticas. Por último, la puesta en servicio del sistema y el control y vigilancia del mismo son fundamentales para obtener los datos que indican si existe una garantía de protección. 74
Monografía M-24
6. Soldadura 6.1. INTRODUCCIÓN La Instrucción EHE-08 contempla el empleo de procesos de soldadura en la elaboración de armaduras, tanto en instalación de ferralla como en la propia obra. En las instalaciones de ferralla se prescribe la ejecución de la soldadura mediante equipos que permitan la realización de ésta por arco manual, por arco con gas de protección o mediante soldadura eléctrica por puntos. La Instrucción prescribe que estos procedimientos han de ajustarse a lo indicado en la norma UNE 36832 aunque esta norma ha sido sustituida por la UNE EN-ISO 17660 (partes 1 y 2). En la presente monografía se van a describir los procedimientos contemplados en ambas normas al considerar que esta información puede ser de utilidad tanto para la Dirección Facultativa a la hora de aplicar las técnicas de soldadura en la obra como para los profesionales de la ferralla.
6.2. SOLDADURA NO RESISTENTE 6.2.1. Procedimientos Los procedimientos prescritos para la realización de la soldadura no resistente son tres: -
soldadura por arco manual con electrodo revestido,
-
soldadura semiautomática por arco con protección gaseosa,
-
soldadura por puntos mediante resistencia eléctrica.
Las características de los electrodos a emplear en los dos primeros procedimientos serán las indicadas en la norma UNE 36832. Los parámetros del proceso de soldadura deben establecerse mediante la realización de ensayos previos, si bien éstos no se describen ni en la norma ni en la Instrucción. 6.2.2 Recomendaciones En la ejecución de una soldadura no resistente en el armado de la ferralla se han de tener presentes las siguientes limitaciones: -
Las superficies a soldar deben estar correctamente preparadas y libres de óxido4, humedad, grasa o cualquier otro tipo de suciedad.
-
Las barra a unir no deberán tener una temperatura inferior a 0ºC en la zona de soldadura, debiéndose proteger en caso necesario para que después de llevarse a cabo la soldadura no se produzca un enfriamiento rápido de la misma.
La soldadura no debe llevarse a cabo con condiciones climatológicas adversas, tales como lluvia, nieve o viento intenso. En caso de necesidad, deberán emplearse dispositivos protectores como por ejemplo pantallas. 4
La existencia de una ligera capa de óxido adherido no dificulta las operaciones normales de soldadura.
75
ACHE 6.3 SOLDADURA RESISTENTE
6.3.1 GENERAL El tratamiento en la EHE-08 de la soldadura resistente se limita a la referencia en todo momento a los procedimientos y recomendaciones recogidas en la norma UNE 36832, y que se indican a continuación. Esa Norma ha sido actualizada por la UNE EN-ISO 17660 (partes 1 y 2) pero que, al no estar considerada en el articulado de la EHE, no es de uso obligatorio. 6.3.2 Procedimientos Los procedimientos prescritos para la realización de la soldadura resistente por la norma UNE 36832 son dos: -
soldadura por arco manual con electrodo revestido,
-
soldadura semiautomática por arco con protección gaseosa.
Con ellos se pueden realizar, indistintamente, uniones a tope, uniones en cruz y uniones con otros perfiles metálicos. Soldadura por arco manual con electrodo revestido En el primero de los procedimientos los diámetros de los electrodos utilizados y las condiciones de la soldadura deben determinarse previamente al inicio de los trabajos y ante cualquier modificación de las condiciones de fabricación. Como orientación, se pueden adoptar los parámetros recomendados en el Boletín nº 186 del CEB, que se recogen en la Tabla 6.1. Tabla 6.1.- Parámetros recomendados para soldadura por arco manual con electrodo revestido. Diámetro de las barras a soldar (mm)
6–8
10 – 14
16 – 20
25 – 32
40
Diámetro del electrodo (mm)
2
2,5
3,15
4
5
Intensidad de soldadura (A)
40 – 70
70 – 90
100 – 130
140 – 180
180 - 200
Soldadura semiautomática por arco con protección gaseosa Para el segundo de los procedimientos es preciso también la realización de ensayos previos para establecer los parámetros de la soldadura, en especial la intensidad, la tensión y la velocidad del hilo, pudiendo utilizarse como referencia los valores indicados en la Tabla 6.2. Tabla 6.2.- Parámetros recomendados por UNE 36832 para soldaduras semiautomáticas con protección gaseosa. Diámetro de la barra más fina (mm)
Gas
Tensión (V)
Velocidad de hilo (m/min)
Intensidad (A)
6 a 10
CO2 mezcla
24 – 26 22 – 24
5–6 6–7
150 – 200
12 a 16
CO2 mezcla
26 – 28 24 – 26
6–7 7–8
175 – 225
20 – 40
CO2 mezcla
30 – 32 26 – 28
8 – 10
200 – 250
76
Monografía M-24 6.3.3 Recomendaciones Los empalmes por soldadura resistente deben ejecutarse por parte de operarios debidamente cualificados. Además, en todo momento es preciso tener presentes no sólo las recomendaciones indicadas para las soldaduras no resistentes, sino también las que se indica a continuación: -
Las superficies a soldar deben encontrarse secas y libres de todo material que pudiera afectar a la calidad final de la soldadura.
-
En el caso de emplear un procedimiento de soldadura semiautomática por arco con protección gaseosa hay que adoptar las medidas oportunas para evitar la influencia de factores externos como el viento, pues de lo contrario se obtendrán soldaduras porosas.
-
Queda expresamente prohibida la soldadura de armaduras galvanizadas o con recubrimientos epoxídicos.
-
No podrán disponerse empalmes por soldadura resistente en los tramos en los que el trazado de la armadura tenga una fuerte curvatura.
-
La soldadura a tope de barras de distinto diámetro sólo podrá llevarse a cabo si la diferencia entre diámetros es inferior a 3 milímetros.
-
En periodos de intenso viento, cuando esté lloviendo o nevando no podrán realizarse soldaduras resistentes, a menos de estar la zona adecuadamente cubierta y protegida de las inclemencias del tiempo, así como de un posible enfriamiento rápido.
Bajo ninguna circunstancia puede llevarse a cabo la soldadura sobre una superficie a temperatura igual o inferior a 0ºC inmediatamente antes de soldar.
6.4 LA SOLDADURA SEGÚN LA NORMA UNE EN-ISO 17660 Como ya se ha comentado, la norma UNE EN-ISO 17660 anuló en el año 2006 a la norma UNE 36832, del año 1997, que sigue siendo de obligado cumplimiento por ser citada por la Instrucción EHE-08. Esto no implica, necesariamente, que los procedimientos o sistemas que contemple sean mejores sino que la Comisión Permanente del Hormigón no ha considerado oportuno hacer referencia a la nueva norma. Dado que la norma UNE EN-ISO 17660 es la que se adopta como referencia en el Eurocódigo 2 (EN 1992-1-1) se ha considerado necesario dedicar un apartado dentro del apartado 6 de soldadura para describir alguno de los aspectos fundamentales de su contenido, que se organiza en dos partes, dedicadas a uniones resistentes y no resistentes:
UNE EN-ISO 17660-1: Soldeo. Soldeo de armaduras de acero. Parte 1: uniones soldadas que soportan cargas. UNE EN-ISO 17660-2: Soldeo. Soldeo de armaduras de acero. Parte 1: uniones soldadas que no soportan cargas. 6.4.1. Tipos de soldadura Las uniones soldadas se dividen en dos tipos: a) Uniones soldadas resistentes: uniones soldadas usadas para transmitir cargas específicas entre armaduras de acero o entre armaduras y otras piezas de acero. b) Uniones soldadas no resistentes: uniones soldadas cuya capacidad resistente no se toma en consideración en el cálculo de la estructura de hormigón armado.
77
ACHE 6.4.2. Procesos de soldadura Existen diversos procesos de soldadura, descritos en la norma ISO 4063 Soldeo y técnicas conexas. Nomenclatura de procesos y número de referencia, que pueden emplearse para las uniones soldadas de barras corrugadas, y que se recogen en la Tabla 6.3, en la que también se hace referencia a la norma específica para cada uno de ellos. Tabla 6.3.- Procesos de soldadura y número de referencia, de acuerdo con ISO 4063. Proceso de soldadura
Descripción
Norma aplicable
111
Soldeo por arco manual con electrodo revestido
UNE-EN ISO 15614-1
114
Soldeo por arco con alambre tubular autoprotegido
UNE-EN ISO 15614-1
135
Soldeo por arco con gas activo (soldeo MAG)
UNE-EN ISO 15614-1
136
Soldeo por arco con alambre tubular y con gas activo
UNE-EN ISO 15614-1
21
Soldeo por puntos mediante resistencia eléctrica
UNE-EN ISO 15614-12
23
Soldeo por protuberancias resistencia eléctrica
UNE-EN ISO 15614-12
24
Soldeo por chisporroteo (soldadura de conectadores y espárragos)
UNE-EN ISO 15614-13
25
Soldeo por resistencia a tope
UNE-EN ISO 15614-13
42
Soldeo por fricción
47
Soldeo autógeno
mediante
UNE-EN ISO 15620
UNE-EN ISO 15614-1 Especificaciones y cualificación de los procedimientos de soldeo para los materiales metálicos. Ensayo de procedimiento de soldeo. Parte 1: soldeo por arco y con gas de aceros y soldeo por arco de níquel y sus aleaciones. UNE-EN ISO 15614-12 Especificaciones y cualificación de los procedimientos de soldeo para los materiales metálicos. Ensayo de procedimiento de soldeo. Parte 12: soldeo por puntos, por costura y por protuberancias. UNE-EN ISO 15614-13 Especificaciones y cualificación de los procedimientos de soldeo para los materiales metálicos. Ensayo de procedimiento de soldeo. Parte 13: soldeo por resistencia a tope por presión. UNE-EN ISO 15620 Soldeo. Soldeo por fricción de materiales metálicos.
6.4.3. Tipos de uniones En la Tabla 6.4 se recogen los tipos de uniones soldadas indicando los procesos de soldadura que pueden emplearse en cada una de ellas, así como el rango de diámetros de barras usualmente empleado en cada una de ellas.
78
Monografía M-24 Tabla 6.4.- Tipos de uniones soldadas Uniones soldadas no resistentes Tipo de unión
Proceso de soldadura
Rango de diámetros (mm)
Unión por solape
21, 23 111, 114, 136
135,
4 a 32 6 a 32
Unión en cruz
21, 23, 111, 114, 136
135,
6 a 50 6 a 50
Uniones soldadas resistentes Proceso de soldadura 111, 136
114,
135,
21, 23 111, 114, 136
135,
Rango de diámetros
6 a 32 4 a 20 6 a 50
Unión a tope
—
—
24 25 42, 47
Unión a tope sin respaldo
—
—
111, 136
114,
135,
16
Unión a tope con respaldo permanente
—
—
111, 136
114,
135,
12
Unión cubrejunta
—
—
111, 136
114,
135,
—
—
42, 111, 135, 136
114,
con
Unión a otras piezas de acero
5 a 20 5 a 25 6 a 50
6 a 50 6 a 50
Uniones a tope
Las uniones a tope se emplean exclusivamente en uniones soldadas resistentes. Se llevan a cabo sobre barras alineadas axialmente, por lo general del mismo diámetro, si bien es posible la unión entre barras de distinto diámetro siempre que la diferencia no rebase el 10 % del diámetro nominal de la barra de mayor diámetro. Aunque la soldadura a tope pudiera realizarse para barras a partir de 5 mm de diámetro en la práctica del hormigón estructural no es recomendable para diámetros inferiores a 16 mm. En cualquier caso los bordes de la unión deben prepararse, como se indica en la Figura 6.1, pudiéndose llevar a cabo por amolado o por oxicorte. Dada la importante afección de esta soldadura a las barras es muy difícil garantizar el mantenimiento de las condiciones de ductilidad del material de partida, lo que será preciso tener en cuenta en aquellos casos en que ésta sea relevante, debiéndose optar por otro tipo de soluciones de unión.
79
ACHE
Leyenda x separación de la raíz y profundidad de la cara de la raiz Nota: x e y dependen del proceso de soldadura.
Figura 6.1.- Ejemplos de preparación de uniones a tope
Uniones por solape Las uniones por solape se emplean tanto para uniones soldadas resistentes como no resistentes. En la zona de unión las barras deben estar en contacto. Las uniones resistentes pueden efectuarse por un solo lado, en cuyo caso la soldadura debe realizarse como se indica en la Figura 6.2, o bien por ambos lados, debiéndose garantizar un cordón de soldadura superior a 2,5 d (siendo d el diámetro nominal de la barra más fina). En este último caso, se puede estimar que la garganta efectiva tiene un espesor, a, igual a la mitad de la anchura, w, de la soldadura.
Leyenda 1 soldadura l longitud de la soldadura longitud total de solape l0
d a w
diámetro nominal de la barra más fina espesor de garganta anchura de la soldadura
Figura 6.2.- Unión por solape
Uniones con cubrejunta La unión con cubre junta se emplea exclusivamente en uniones resistentes, y constituyen una alternativa a las uniones a tope. En su confección se deben emplear, exclusivamente, barras para armaduras y no otro tipo de barras, debiéndose procurar que sean de la misma calidad y que la sección transversal conjunta de ambos cubrejuntas sea, al menos, igual a la de las barras a unir.
80
Monografía M-24 Como en el caso de las uniones por solape, la soldadura puede realizarse por un solo lado o por ambos. En este último caso, la longitud de la soldadura ha de ser mayor de 2,5 d, y la anchura de la garganta efectiva se puede tomar como a = 0,4 w.
Leyenda 1 soldadura d diámetro nominal de la barra más fina
a w
espesor de garganta anchura de la soldadura
Figura 6.3.- Unión con cubrejuntas
Uniones en cruz Al igual que las anteriores, las uniones en cruz pueden ser resistentes o no resistentes. En el caso de uniones resistentes se debe especificar en los planos el valor mínimo del factor de cizallamiento (ver Figura 6.4), debiéndose verificar éste mediante la realización del correspondiente ensayo de cizallamiento, de acuerdo con la norma UNE-EN ISO 15630-2. La resistencia a cizallamiento se expresa como porcentaje del límite elástico nominal de la barra sometida a tracción, conforme a los valores indicados en la Tabla 6.5, no recomendándose el uso para diseño de clases inferiores a la SF30 o superiores a la SF80. Las uniones en cruz resistentes deben soldarse, siempre que sea posible, por ambos lados con soldaduras iguales. En el caso de que se efectúe sólo por un lado, su resistencia a cizallamiento debe comprobarse aplicando la fuerza de acuerdo a lo indicado en la Figura 6.5 b). Además, con el fin de evitar la existencia de posibles fisuras en la soldadura, se ha de prestar especial atención en que: -
El espesor de garganta mínimo a dmin;
-
La longitud de soldadura mínima l 0,5 dmin
Si se utiliza más de una barra transversal en el mismo lado de la barra longitudinal, la separación entre barras transversales debe ser al menos de tres veces su diámetro nominal.
Tabla 6.5.- Clasificación de resistencia a cizallamiento de uniones resistentes en cruz Clasificación del factor de cizallamiento
Factor de cizallamiento, Sf
SF30 SF40 SF50 SF60 SF70 SF80
30 % 40 % 50 % 60 % 70 % 80 %
81
ACHE
Figura 6.4.- Ejemplo de representación en planos de uniones en cruz resistentes.
Leyenda 1 barra longitudinal 2 barra transversal F fuerza que soporta la barra transversal a espesor de garganta
Figura 6.5.- Uniones en cruz.
Figura 6.6.- Uniones en cruz realizadas mediante resistencia eléctrica.
82
Monografía M-24
7. Ejecución de armaduras 7.1. INTRODUCCIÓN La ejecución de las armaduras, tanto en obra como en una instalación ajena a la misma, debe hacerse de conformidad con las indicaciones del proyecto o, en su defecto, con las que apruebe la Dirección Facultativa. La labor de la instalación de ferralla es aplicar los procedimientos más adecuados para su elaboración, de forma que, a la vez que se elaboran las formas definidas en el proyecto con las correspondientes tolerancias, no se alteren significativamente las características mecánicas o las condiciones de adherencia del acero utilizado. Durante el proceso, se han de aplicar los protocolos recogidos en el sistema de control de la instalación y efectuar las validaciones de los procesos, tal y como se recoge en el apartado 8. La secuencia de las labores a efectuar sería la siguiente: 1. Despiece. 2. Procesado (enderezado, corte y doblado). 3. Armado, en su caso. 4. Almacenamiento y expedición. 7.1.1. Concepto de armadura La Instrucción de Hormigón Estructural EHE-08 distingue dos tipos de armadura en función de su forma de funcionamiento en la estructura: armaduras activas y armaduras pasivas. Las armaduras activas son aquellas a las que se les introduce unas tensiones de tracción para que puedan transmitirlas al hormigón en forma de fuerza de compresión, lo que permite la optimización de las secciones resistentes de los elementos estructurales reduciendo sus dimensiones y su peso propio. Las armaduras pasivas trabajan solidariamente con el hormigón desde el primer momento y comienzan a colaborar y son solicitadas en el instante en el que el elemento se deforma por acción de las cargas, ya sean de tracción o compresión. 7.1.2. Armaduras pasivas La armadura pasiva se define como el resultado de montar, en el correspondiente molde o encofrado, el conjunto de armaduras normalizadas, armaduras elaboradas o ferrallas armadas que, convenientemente solapadas y con los recubrimientos adecuados, tienen una función estructural. Por lo tanto la armadura pasiva está formada, a su vez por armaduras normalizadas, armaduras elaboradas y ferralla armada. Armaduras normalizadas Las armaduras normalizadas son aquellas que se elaboran conforme a una norma de producto y entre ellas se distingue entre mallas electrosoldadas y armaduras básicas electrosoldadas en celosía.
83
ACH HE A A) Malla electrosoldada:: disposición n de barras o alambres longitudinalees y transverrsales, de diám metro nomin nal y longittud igual o diferente, que se cruzan enttre sí perpendiccularmente y cuyos pu ntos de con ntacto están n unidos meediante sold dadura eléctrica por un proce eso de produ ucción en serrie en instalación fija. B B) Armadura a básica elec ctrosoldada e en celosía: estructura e bi o tri-dimenssional formad da por un cordó ón superior, uno o variios cordone es inferiores y elementoos diagonale es de conexión continuos o discontin uos unidos a los cord dones mediaante soldadura o aje mecánico o. ensambla Arma adura elaborada La arrmadura elab borada se ejjecuta confo orme a un prroyecto espe ecífico y se ddefine como o cada una de las form mas o dispo osiciones de e elementos s que resulltan de apliicar proceso os de o a barras y rollos de acero a corrugado o, en ssu caso, a mallas m enderezado, cortte y doblado electrrosoldadas. Al conjunto de procesos que se llevan a ccabo durante e la elaborac ción de la arm madura se co onoce el término de ferrallado. por e alla armada Ferra La fe erralla armad da es el resultado obten nido tras los s procesos de d montaje dde las arma aduras elabo oradas, bien mediante atado a con ala ambre o bie en mediante soldadura nno resistente e para forma ar la armadu ura, en la mayoría m de lo os casos trid dimensional,, definida een el proyec cto del eleme ento estructu ural de que se s trate. El co onjunto de acctividades co on las que se e proporcion na la disposic ción geométtrica definitiv va a la arma adura se cono oce por el término de arm mado.
Figurra 7.1.- Distinttas formas de e armadura.
84
Monografía M-24 7.2. Despiece y formas de armado La primera de las operaciones que hay que efectuar es un despiece de las armaduras de acuerdo con los planos del proyecto, en el caso de que éste no lo incluya, que es lo más habitual. Por regla general, los planos de proyecto no llegan al detalle final de las formas a elaborar o no definen específicamente todas las características de las mismas. Por ejemplo, pueden referirse a los radios de doblado de forma genérica (“cumplirán los radios de doblado prescritos en la EHE”), de igual manera, a las longitudes de anclaje y solapo (suele indicarse un cuadro con las longitudes de anclaje y solapo de todos los diámetros pero no se detalla, en general, donde y cuanto se solapará una armadura concreta). En otras ocasiones, no se exponen los detalles, por ejemplo, de los nudos de encuentro de elementos que, en determinadas situaciones pueden generar importantes problemas a la hora de colocar las armaduras en la obra. Por esta razón, es importante contar con la experiencia del taller de ferralla, y así lo contempla la Instrucción EHE-08, para que se propongan soluciones viables que eviten problemas a la hora de la colocación. De esta forma, será el taller de ferralla el que, respetando las indicaciones del proyecto y de la Instrucción, y teniendo la precaución de que las formas utilizadas no supongan una disminución de las secciones de armado establecidas en el proyecto, proponga un despiece a la Dirección Facultativa, quien debe revisarlo, modificarlo, en su caso, y aprobarlo antes del inicio de los trabajos. Las planillas de despiece deben ser firmadas por el responsable del despiece en la instalación de ferralla. En ellas se debe reflejar la geometría y las características específicas de cada una de las formas, con indicación de la cantidad total de armaduras iguales a fabricar, así como la identificación de los elementos estructurales a los que están destinadas. Como regla de buena práctica, debe evitarse el empleo simultáneo de aceros de diferente designación en el mismo elemento estructural, a menos que no exista riesgo de confusión, por ejemplo que un tipo se emplee como armadura principal y otro para estribos. Las tareas de ferralla se han ido automatizando y mecanizando cada vez más por las ventajas derivadas no sólo de mayor rendimiento y productividad, sino también por la reducción de los errores humanos y la consecución de formas y procesos iguales y repetibles. Para obtener la máxima eficacia de estas modernas instalaciones es imprescindible acudir a la racionalización de los esquemas de armado, de manera que las formas a elaborar sean sencillas y se repitan lo más posible, optimizando no sólo los costes de elaboración sino también los de montaje. En determinadas ocasiones, es complicado conseguir esta situación ventajosa, ya que debido a las formas geométricas de los elementos no resulta viable su simplificación o su repetición. No obstante, en la gran mayoría de los casos de estructuras de edificación es posible efectuar dicha racionalización, adoptando las formas más sencillas recomendadas e intentando su máxima repetición. Por regla general, el ahorro de una pequeña cantidad de acero no implica la racionalización del armado ya que, en general, este ahorro se consigue mediante un incremento de la complejidad ya sea de la elaboración de las armaduras o de su colocación, lo que suele acarrear al final, un mayor coste total y un incremento en los plazos de ejecución. En relación con la tipología de las formas de armado la Instrucción EHE-08 recomienda el empleo de las formas preferentes de armado indicadas en la norma UNE 36831 (ver Tabla 7.1).
85
ACH HE Tabla a 7.1.- Formas s preferentes de armado ((UNE 36831).
Las estructuras ordinarias de edificaciión pueden generalmente proyectaarse con el e uso usivo de las siete s formas señaladas ccon un asteris sco que lleva an la señal *.. exclu Las ccotas de esttas formas preferentes p d de armado deben darse en centímettros y la form ma de medirr éstas se re ecoge en la Figura F 7.2.
86
Monografía M-24
Figura 7.2.- Forma de medir las cotas de las formas preferentes de armado.
7.3. ATADO Y DOBLADO Los equipos para llevar a cabo los procesos de elaboración de las armaduras deben cumplir las condiciones indicadas en los apartados siguientes. Las operaciones de doblado no deben efectuarse cuando la temperatura ambiente en las barras sea inferior a 5ºC. El diámetro mínimo de doblado debe cumplir los valores recogidos en la Tabla 7.2 para evitar que se puedan producir fisuras en las armaduras así como que se produzcan presiones excesivas y el hendimiento del hormigón en la zona de la curvatura. En el caso de estribos de diámetro igual o inferior a 12 mm, los diámetros de doblado pueden ser menores siempre que no originen principios de fisuración en el acero. Esto se evita si se adopta la precaución de que el diámetro empleado no sea menor a 3 veces el diámetro de la barra, ni a 3 centímetros.
Tabla 7.2.- Diámetro mínimo de los mandriles de doblado Ganchos, patillas y ganchos en U Tipo de acero
Barras dobladas y curvadas
< 20 mm
20
25 mm
> 25 mm
B 400 S B 400 SD
4
7
10
12
B 500 S B 500 SD
4
7
12
14
7.4. FABRICACIÓN INDUSTRIAL DE ARMADURAS 7.4.1. Concepto de taller de ferralla Las instalaciones en las que se confeccionan las armaduras elaboradas y la ferralla armada se conocen como instalaciones de ferralla y pueden pertenecer a la obra o ser instalaciones industriales ajenas a ésta.
87
ACHE Para que un taller pueda obtener la consideración de instalación de ferralla debe poder llevar a cabo las siguientes actividades: -
Almacenamiento de los productos de acero empleados.
-
Sistema de gestión de acopios que permita el mantenimiento de la trazabilidad.
-
Proceso de enderezado, en el caso de emplearse acero corrugado suministrado en forma de rollo.
-
Procesos de corte, doblado, soldadura y armado, según el caso.
-
Sistema de control de producción que incluya ensayos e inspecciones sobre las armaduras elaboradas y ferralla armada, para lo cual deberá disponer de un laboratorio de autocontrol, propio o contratado.
-
Control de recepción de los productos de acero. En el caso de instalaciones de ferralla en obra, la recepción de los productos de acero será responsabilidad de la Dirección Facultativa y los ensayos correspondientes se efectuarán por el laboratorio de control de la obra.
Almacenamiento Las instalaciones de ferralla deben disponer de áreas específicas para el almacenamiento de las partidas de productos de acero recibidos y de las remesas de armaduras elaboradas o de la ferralla armada fabricadas. Estas áreas estarán preferiblemente protegidas de la intemperie para evitar posibles deterioros o contaminaciones de los productos. Sistema de gestión de acopios Los acopios deben gestionarse mediante un sistema, preferentemente informatizado, que permita mantener una adecuada trazabilidad entre el acero utilizado, los procesos desarrollados en la instalación de la ferralla, las armaduras elaboradas y la ferralla armada resultante. En el caso de instalaciones ajenas a la obra la Dirección Facultativa podrá recabar evidencias sobre el sistema de trazabilidad utilizado. Procesos de enderezado, corte, doblado y soldadura La transformación del material suministrado en forma de rollo requiere la utilización de máquinas específicamente diseñadas al efecto que permitan el desarrollo de procedimientos de enderezado de forma que no se alteren las características mecánicas (fundamentalmente el alargamiento bajo carga máxima) y geométricas del material (altura de corruga), no pudiéndose utilizar máquinas dobladoras para este fin. Las operaciones de corte pueden realizarse por medio de cizallas manuales o máquinas automáticas de corte, no pudiéndose utilizar equipos que puedan provocar alteraciones relevantes en las características geométricas, mecánicas o en las propiedades físicometalúrgicas del material como por ejemplo, el corte con sopletes. El doblado se efectuará mediante máquinas dobladoras manuales o automatizadas con velocidad constante y con la ayuda de mandriles de modo que la curvatura sea constante en toda la zona de doblado. Los mandriles podrán intercambiarse de una forma versátil que permita cumplir los radios de doblado establecidos por el proyecto o, en su defecto, por la Instrucción EHE-08 en función del diámetro de la armadura. La soldadura se efectuará con cualquier equipo que permita la realización de la misma por arco manual, por arco con gas de protección o mediante soldadura eléctrica por puntos. En el caso de soldaduras no resistentes en el caso de que se trate de ferralla armada mediante soldadura no resistente el personal que la realice debe estar en posesión de un certificado de cualificación que avale su formación específica para el procedimiento utilizado.
88
Monografía M-24 En el caso de soldaduras resistentes el procedimiento utilizado debe estar homologado según la norma UNE-EN ISO 15614-1 y el personal que la lleve a cabo debe disponer de un certificado de homologación conforme a la norma UNE-EN 287-1. Armado El armado de la ferralla se efectuará mediante procedimientos de atado con alambre o por aplicación de soldadura no resistente. El procedimiento utilizado debe garantizar el mantenimiento del armado durante su transporte hasta la obra, en su caso, así como durante las operaciones normales de su montaje en los encofrados, vertido y compactación del hormigón. El atado se realizará con alambre de acero mediante herramientas manuales o atadoras mecánicas. Control de producción Las instalaciones de ferralla ajenas a la obra deben disponer de un sistema de control de producción, mientras que las que pertenezcan a la obra estarán sometidas a un sistema de autocontrol efectuado por el constructor. En ambos casos se han de controlar la totalidad de los procesos que se lleven a cabo, incluyéndose al menos los siguientes aspectos: A) Control de cada uno de los procesos de ferralla: enderezado, doblado, corte y soldadura. B) Ensayos e inspecciones para el autocontrol de las armaduras elaboradas y/o de la ferralla armada. Como mínimo se han de efectuar las siguientes comprobaciones: a. Validación del proceso de enderezado. b. Validación del proceso de corte. c.
Validación del proceso de doblado.
d. Validación del procedimiento de soldadura. Tanto en las instalaciones pertenecientes a la obra como en las ajenas a la misma debe haber un laboratorio propio o contratado que efectúe los ensayos correspondientes al control de producción. Validación del proceso de enderezado La validación del proceso de enderezado se efectúa mediante la realización de ensayos de tracción para cada máquina enderezadora sobre muestras tomadas antes y después del proceso, comprobando que la máxima variación que se produce en la deformación bajo carga máxima no es superior al 3 % 5, admitiéndose procesos que presenten una variación de este valor de hasta el 3 % Esta comprobación se ha de efectuar mensualmente sobre un diámetro de cada una de las series —fina, media o gruesa— con las que trabaje la máquina.
El diámetro objeto de ensayo ha de irse alternando de manera que con el tiempo se tengan resultados de todos los diámetros procesados por cada máquina.
5
La Instrucción señala, en su artículo 69.3.2 que la máxima variación del alargamiento bajo carga máxima, max no debe ser superior a 2,5 % pero admite que pueden existir variaciones producidas por la forma de la preparación de la probeta, por lo que admite un 0,5 % adicional de variación siempre que se cumplan los valores de especificación de la armadura recogidos en el artículo 33º.
89
ACHE La Instrucción indica que también ha de medirse la variación de la altura de corruga que se produce, para comprobar que se cumplen los valores indicados en el certificado de homologación de adherencia, o que se mantiene el valor especificado del área proyectada de corruga, fR. Validación del proceso de corte La validación del proceso de corte se efectúa comprobando que se respetan las tolerancias establecidas por el proyecto o, en su defecto, por los valores indicados en la Instrucción que se recogen en la Tabla 7.3. Estos últimos valores son menos restrictivos que los indicados en la norma UNE 36831, tal y como puede observarse en la Tabla 7.4. Semanalmente deben efectuarse, al menos, 5 comprobaciones por máquina de corte automático. En el caso de máquinas manuales deberán efectuarse 5 comprobaciones semanales por cada operador que trabaje con ella.
Tabla 7.3.- Tolerancias geométricas de las armaduras elaboradas, según la Instrucción EHE-08
Dimensión
Elemento
Condiciones Para L 6.000 mm
Barras rectas y dobladas
- 20 mm L 50 mm Para L > 6.000 mm - 30 mm L 50 mm Para 25 mm - 16 mm L 16 mm
Longitud
Para > 25 mm Estribos y cercos
-24 mm L 20 mm Diferencia entre longitudes de las ramas (1) L1 – L2 10 mm
Ángulo de doblado
(1)
90
Ganchos, patillas, ganchos en U y barras dobladas
-5º 5º
Monografía M-24 Tabla 7.4.- Tolerancias geométricas de las armaduras elaboradas, según la norma UNE 36831
Dimensión
Elemento Corte de barras
Condiciones L6m
20 mm
L>6m
+ 20 mm - 30 mm
LI 6 m
20 mm
Li > 6 m
30 mm
L7 6 m
20 mm
L7 > 6 m
+ 20 mm - 30 mm
L1m
10 mm
1m
+ 12 mm - 16 mm
L>2m
+ 16 mm - 20 mm
Cotas en general de barras
Longitud
Canto de la pieza
Cercos y estribos 25 mm
Li
16 mm
D
15 mm
L1 – L2 10 Li
+ 20 mm - 24 mm
D
+ 20 mm - 24 mm
> 25 mm L1 – L2 10
Radios de doblado
Radios
25 mm
15 mm
> 25 mm
25 mm
91
ACHE Validación del proceso de doblado El proceso de doblado también ha de ser objeto de autocontrol continuo por parte de la instalación de ferralla. Así, se comprobarán, semanalmente, mediante la aplicación de plantillas de doblado, los correspondientes valores de los radios de doblado reales sobre al menos cinco armaduras por máquina (ver tolerancias en Tabla 7.4).
Validación del procedimiento de soldadura En los casos en los que se aplique soldadura de atado para la formación de la ferralla armada, dicho proceso de soldadura ha de ser también validado trimestralmente de acuerdo con lo expuesto en el apartado 7.1 de la Norma UNE 36832.
Uniones en cruz En el caso más habitual, en el que las uniones de montaje sean uniones en cruz, la validación se efectuará sobre la combinación resultante del diámetro más grueso y más fino de los que se vayan a unir. Para ello se prepararán 3 probetas ensayando a tracción el diámetro más fino y comprobando que no se produce una baja superior al 10 % en la carga de rotura y en el alargamiento de rotura con respecto a la media determinada sobre tres probetas de ese mismo diámetro, procedentes de la misma barra que se haya utilizado para obtener las probetas soldadas, y en ningún caso por debajo del valor nominal. Uniones por solape Cuando las uniones se efectúen por solape la verificación del proceso de soldadura ha de efectuarse sobre dos combinaciones: entre los diámetros más gruesos a soldar y entre el diámetro más fino y más grueso. Para cada combinación han de prepararse tres uniones y someterlas a ensayo de tracción. El resultado se considerará conforme si la rotura se produce fuera de la zona de solape. En el caso de que la rotura se produjera en la zona soldada el procedimientos se considerará validado si el valor de la carga de rotura no presenta una baja superior al 10 % con respecto al valor medio obtenido sobre tres probetas del diámetro más fino, procedentes de la misma barra que se haya utilizado para obtener las probetas soldadas, y en ningún caso por debajo del valor nominal. Ensayos continuos de autocontrol Además, la norma UNE 36832 indica que es preciso realizar un autocontrol continuo del proceso de soldadura con una frecuencia de ensayos función de la cantidad de soldaduras realizadas, tal y como se indica en la Tabla 7.5. En el caso de que se registrase algún fallo en las comprobaciones que se efectúen, se debe interrumpir el proceso de soldadura y proceder a la revisión completa de los parámetros de la misma (intensidad, voltaje, tipo de gas, tipo de electrodo, operario, etc.)
92
Monografía M-24 Tabla 7.5.-
Frecuencia de ensayos para uniones no resistentes (UNE 36832). Número de muestras por unión soldada
Proceso de soldadura
Tracción Arco manual o con gas de protección
1)
Tipo de unión soldada En cruz
1 / 3.000
Por solape
1 / 3.000
En cruz
1 / 3.000
Por solape
3 / 3.000
2)
Doblado 1 / 3.000 3) —
2)
1 / 3.000 3)
Eléctrica por puntos —
1) A realizar por cada soldador en la posición más compleja que pueda presentarse en la fabricación. 2) Ensayo de tracción a realizar sobre la barra más fina. 3) Ensayo de doblado sobre la barra más gruesa.
Control de recepción A la llegada de los productos de acero para hormigón se ha de efectuar el control de recepción de los mismos en los términos descritos en el capítulo 8 de esta monografía. En el caso de instalaciones ajenas a la obra las labores de recepción deben ser efectuadas por el responsable correspondiente, debiendo quedar perfectamente documentada el resultado de la misma, mientras que en las instalaciones pertenecientes a la obra esta labor corresponde a la Dirección Facultativa o en quién ésta delegue (normalmente una entidad de control contratada al efecto). En el primero de los supuestos esta actuación es fundamental como soporte del certificado de garantía del producto suministrado que debe emitir la instalación de ferralla al final del suministro.
7.4.2. Recomendaciones para una correcta ejecución de las armaduras en taller Las recomendaciones más importantes para la correcta ejecución de las armaduras en taller, una vez se dispone de los croquis de despiece de las armaduras, se basan en tres puntos fundamentales que se exponen a continuación: 1. Al efectuar cada uno de los tipos de armaduras elaboradas (cada forma) hay que comprobar, una vez ejecutada la primera pieza, que sus dimensiones son las adecuadas en relación con la hoja de despiece. Para ello, hay que medir las características de las piezas (longitudes de sus lados, radios de doblado, longitudes de las patillas o ganchos si los lleva, etc.) y comprobar que dichas mediciones están dentro de las tolerancias establecidas por el proyecto o, en su defecto, admitidas por la Instrucción EHE-08 al respecto (ver Tabla 7.1). Las tolerancias se han de aplicar a las cotas indicadas en los planos o en las planillas de despiece, según corresponda. Si una dimensión o posición fuera susceptible de que le correspondiesen varias tolerancias, se debe aplicar la más restrictiva, es decir la menor. En el caso de dimensiones fraccionadas que formen parte de una dimensión total, las tolerancias deben interpretarse individualmente no siendo acumulativas. 2. Al considerar el número de piezas de un tipo y dimensiones determinadas, hay que considerar que nunca podrá ser inferior al mínimo que se obtiene de las indicaciones del proyecto. 3. Cuando se utilizan máquinas automáticas para la realización de las formas, normalmente se parte de acero en forma de rollo y, las máquinas deberán estar puestas a punto de forma correcta y se han de realizar las comprobaciones expuestas en el apartado 7.4.
93
ACHE El armado de las armaduras elaboradas se realiza en muchas ocasiones en la instalación de ferralla, ya sea en taller externo a la obra o en el dispuesto en la misma, pudiéndose emplear para ello el atado con alambre o la soldadura no resistente. Cuando se realicen operaciones de pre-armado los elementos auxiliares empleados para ello (barras o alambres, en general) no se deben tener en cuenta como sección de armadura, y su posición debe quedar de tal manera que respeten los valores establecidos para el recubrimiento con el fin de evitar que puedan ser el origen de un proceso de corrosión. Los puntos de atado de la armadura deben ser los necesarios para garantizar la posición de cada uno de los elementos que la forman durante el transporte, en su caso, y la colocación en el interior de los encofrados, pudiendo resistir las acciones que posteriormente se van a producir durante el hormigonado. El número y localización de los puntos de atado depende del tipo de elemento. 7.4.3 Armado de losas y placas En el armado de losas y placas se deben atar todos los cruces de barras en el perímetro exterior de la zona a armar. Cuando las barras de la armadura principal tengan un diámetro inferior a 12 mm deberán atarse de forma alternativa en los puntos de cruce del resto del panel. Si su diámetro es mayor, los puntos de unión también serán alternativos pero la distancia entre ellos no debe ser mayor a 50 veces el diámetro de la barra.
Figura 7.3.- Atado en losas y placas.
94
Monografía M-24 7.4.4 Armado de pilares y vigas En el armado de pilares y vigas cada cruce de esquina de los estribos con la armadura principal debe atarse. El resto de las barras deben atarse a los estribos a distancias no superiores a 50 veces el diámetro de las barras longitudinales. Cuando haya estribos múltiples formados por estribos simples, éstos deben atarse entre sí.
Figura 7.4.- Atado de estribos y armadura principal en vigas y pilares.
7.4.5 Armado de muros En el caso de muros ejecutados in situ se deben atar las barras en intersecciones alternadas. Los muros prefabricados, que por lo general se fabrican en posición horizontal, se han de tratar como si se tratara de losas.
Figura 7.5.- Atado en muros ejecutados in situ.
95
ACHE
96
Monografía M-24
8. El control de calidad 8.1. GENERALIDADES Los materiales y los productos de construcción que se incorporen con carácter permanente a las estructuras deben presentar las características suficientes para que la estructura cumpla las exigencias de establecidas para ella en la Instrucción EHE-08. Para poder efectuar esta comprobación, la Instrucción establece unos criterios mínimos recogidos en el Título 8º de la misma. Además, en el propio proyecto de la estructura se deben indicar las características técnicas mínimas que deben cumplir los productos, equipos y sistemas que se incorporen de forma permanente a la estructura proyectada, así como sus condiciones de suministro, las garantías de calidad y el control de recepción que deba realizarse. Para facilitar la consecución de este requisito, la Instrucción contempla la vía de utilización de distintivos voluntarios de calidad que cumplan unas determinadas exigencias, que presenten unas mayores garantías técnicas y de trazabilidad de los productos y sistemas, y que estén bajo la supervisión de una Administración responsable en el ámbito de la construcción (edificación y/o obra civil) que vele por el mantenimiento en el tiempo de estas garantías. Estos distintivos se denominan “oficialmente reconocidos” y el autor del proyecto puede prescribir su empleo en el Pliego de Prescripciones Técnicas Particulares, o bien la Dirección Facultativa exigir su utilización durante la ejecución de la misma aún en el caso de que no se hubiera indicado nada al respecto en el proyecto. 8.1.1. Criterios generales del control La Dirección Facultativa debe, en representación de la Propiedad, efectuar las comprobaciones de control suficientes que le permitan asumir la conformidad de la estructura con los requisitos básicos para los que ha sido concebida y proyectada. Durante la ejecución de las obras, la Dirección Facultativa ha de llevar a cabo una serie de controles cuya finalidad es alcanzar un determinado nivel de garantía para el usuario. Para ello, durante el control se efectúan dos labores fundamentales: a) Identificar las obligaciones de cada uno de los agentes intervinientes (que se materializa mediante un control documental y la exigencia de certificados firmados por persona física). b) La aplicación de determinados criterios de control que permitan asumir el cumplimiento de las especificaciones establecidas en el proyecto (en el caso de los productos estos controles son de tipo experimental a través de ensayos). Atendiendo al momento en el que se efectúa el control, podemos dividir éste en tres fases, de las cuales vamos a describir tan sólo la primera en este apartado: -
Control de la conformidad de los productos que se suministran a la obra.
-
Control de la ejecución de la estructura.
-
Control de la estructura terminada.
En el caso de los productos (como por ejemplo los aceros o las armaduras) los criterios definidos para su aceptación están definidos de forma que se logre mantener un valor suficientemente bajo de la probabilidad global, 0, de aceptar un lote no conforme con la especificación definida en el proyecto, concepto que se conoce en términos estadísticos como “riesgo global del usuario o consumidor”.
97
ACHE Una forma de comprobar que se respetan los valores de 0 es la realización de los ensayos contemplados en la recepción de los productos a la obra. Otra vía es establecer unos controles de producción estrictos, auditados por tercera parte, que permitan garantizar esta probabilidad, pudiendo prescindir totalmente de los ensayos de recepción o reducir éstos a meros controles de identificación. Esta segunda vía presenta la ventaja de liberar a la Dirección Facultativa de exhaustivos planes de control y ensayo, y es el mecanismo desarrollado por la Instrucción para los Distintivos de calidad Oficialmente Reconocidos (DOR). Por último, para garantizar la independencia necesaria del control y, por tanto, su eficacia, se recomienda que su coste sea asumido directamente por la Propiedad y no a través de la actividad controlada (como por ejemplo a través del constructor). 8.1.2. Definiciones Partida Cantidad de producto de la misma designación y procedencia contenido en una misma unidad de transporte (contenedor, cuba, camión, etc.) y que se recibe en la obra o en el lugar destinado para su recepción. Remesa Conjunto de productos (por ejemplo, armaduras pasivas) de la misma procedencia, identificados individualmente, contenidos en una misma unidad de transporte (contenedor, camión, etc.) y que se reciben en el lugar donde se efectúa la recepción. Acopio Cantidad de material o producto, procedente de una o varias partidas o remesas, que se almacena conjuntamente tras su entrada en la obra, hasta su utilización definitiva. Lote de material o producto Cantidad de material o producto que se somete a recepción en su conjunto. Lote de ejecución Parte de la obra, cuya ejecución se somete a aceptación en su conjunto. Unidad de inspección Conjunto de las actividades, correspondientes a un mismo proceso de ejecución, que es sometido a control para la recepción de un lote de ejecución.
8.1.3. Distintivo de calidad Oficialmente Reconocido (DOR) Distintivo voluntario de calidad que presenta un nivel de garantía adicional al reglamentariamente exigido. Se encuentra bajo la supervisión de una Administración competente en el ámbito de la construcción que vela por el mantenimiento de este nivel de garantía y que efectúa su reconocimiento a los efectos de la Instrucción EHE-08 y de acuerdo con las bases técnicas definidas por ésta en su Anejo 19.
98
Monografía M-24 8.1.4. Conformidad de los productos La comprobación de que las características técnicas de los productos cumplen las exigencias establecidas en el proyecto se lleva a cabo en el control de recepción de los mismos. El control de recepción consta de dos partes: a) Un control de la documentación de los suministros que llegan a la obra. b) Un control de las características de los productos que puede realizarse mediante distintivos de calidad, o bien mediante ensayos. En el caso de productos con marcado CE la comprobación de su conformidad se efectúa mediante la verificación de que los valores declarados en los documentos que acompañan al citado marcado CE permiten deducir el cumplimiento de las especificaciones indicadas en el proyecto y, en su defecto, en la Instrucción EHE-08. En cualquier caso, ni los aceros corrugados para hormigón ni las armaduras pasivas están obligados en estos momentos a disponer del marcado CE para su comercialización. En cualquier caso, la Dirección Facultativa, en el uso de sus atribuciones, puede disponer en cualquier momento la realización de comprobaciones o ensayos adicionales sobre las remesas o las partidas de productos suministrados a la obra o sobre los empleados para la elaboración de los mismos. 8.1.4.1. Control documental de los suministros Los suministradores deben entregar al Constructor la documentación que a continuación se indica en función de la fase que se señala: a) Antes del suministro: -
Los documentos de conformidad o autorizaciones administrativas exigidas reglamentariamente, incluida cuando proceda la documentación correspondiente al marcado CE de los productos de construcción.
-
En el caso de que el producto esté en posesión de un DOR, se deberá presentar una declaración firmada del suministrador indicando que éste se encuentra vigente en ese momento.
b) Durante el suministro: -
Las hojas de suministro de cada partida o remesa,
c) Después del suministro: -
Un certificado de garantía del producto suministrado, firmado por el suministrador.
8.1.4.2. Control de recepción mediante distintivos de calidad Los suministradores entregarán al constructor, quien la facilitará a la Dirección Facultativa, una copia compulsada por persona física de los certificados que avalen que los productos suministrados están en posesión de un DOR. Antes del inicio del suministro, la Dirección Facultativa valorará si la documentación aportada es suficiente para la aceptación del producto suministrado o, en su caso, qué comprobaciones deben efectuarse. 8.1.4.3. Control de recepción mediante ensayos En determinados casos puede ser necesaria la realización de ensayos para verificar el cumplimiento de las exigencias básicas de los productos, bien porque lo establezca la Instrucción EHE-08, porque lo especifique el proyecto, o bien porque así lo ordene la Dirección Facultativa.
99
ACHE En el caso de que se realicen ensayos, las entidades de control y/o los laboratorios de control de calidad entregarán los resultados al agente autor del encargo y, en todo caso, a la Dirección Facultativa. Los resultados irán acompañados de la incertidumbre de medida para un determinado nivel de confianza, así como la información relativa a las fechas, tanto de la entrada de la muestra en el laboratorio como de realización de los ensayos. 8.1.5. Documentación y trazabilidad Todas las actividades relacionadas con el control deben quedar documentadas en los correspondientes registros, físicos o electrónicos, incluyéndose en la documentación final de la obra. En particular: -
Los registros estarán firmados por la persona física responsable de llevar a cabo la actividad de control y, en el caso de estar presente, por la persona representante del suministrador del producto o de la actividad controlada.
-
Las hojas de suministro estarán firmadas, en representación del suministrador, por persona física con capacidad suficiente.
Además, la Instrucción EHE-08 considera imprescindible mantener las responsabilidades ligadas a cada actividad, por lo que debe ponerse especial cuidado en el mantenimiento de la trazabilidad durante cada una de las operaciones que se lleven a cabo en la obra, durante la recepción de los productos y en la transformación de los mismos.
8.2. CONTROL DEL ACERO PARA ARMADURAS PASIVAS Los aceros corrugados destinados a la elaboración de armaduras para hormigón armado deben ser conformes con la Instrucción EHE-08 así como con la norma UNE-EN 10080. Hasta la entrada en vigor el marcado CE para productos de acero para hormigón, la demostración de dicha conformidad dependerá de que el acero en cuestión esté o no en posesión de un DOR.
8.2.1. Aceros sin Distintivo Oficialmente Reconocido (DOR) En este caso, las comprobaciones a efectuar dependerán de la cantidad de acero suministrado, tal y como se indica en la Tabla 8.1.
100
Monografía M-24 Tabla 8.1.- Ensayos de comprobación durante la recepción de aceros para armaduras pasivas
(Acero sin Distintivo Oficialmente Reconocido-DOR) Tamaño del suministro Criterio < 300 t
> 300 t
40 t
40 t
Ensayos por lote Sección equivalente Características geométricas del corrugado (2) Ensayo de doblado-desdoblado o doblado simple
2 2 2
2 2 2
Ensayo sobre cada diámetro Ensayo de tracción completo (3)
1
4
Informe de ensayos (4)
Informe de ensayos (4)
Informe de ensayos (5)
Informe de ensayos (5)
División del suministro en lotes (1)
Estructuras sometidas a fatiga Estructuras situadas en zona sísmica
(1) Mismo suministrador, fabricante, designación y serie. (2) Conforme a certificado de homologación de adherencia o al índice de corruga, según corresponda. (3) Determinación de límite elástico, fy, carga de rotura, fs, relación fs/fy, alargamiento de rotura, u, y alargamiento bajo carga máxima, max. (4) El informe de ensayos debe garantizar que el acero cumple las exigencias establecidas en el artículo 38.10 (soporta más de 2 millones de ciclos para una variación de tensión de 150 2 N/mm ), ha de tener una antigüedad inferior a un año, y ser emitido por un laboratorio acreditado o perteneciente a un Centro Directivo de las Administraciones Públicas. (5) El informe de ensayos debe garantizar que el acero cumple las exigencias establecidas en el artículo 32 (soportar 3 ciclos completos de deformación alternativa sin presentar daños), ha de tener una antigüedad inferior a un año, y ser emitido por un laboratorio acreditado o perteneciente a un Centro Directivo de las Administraciones Públicas.
En suministros de más de 300 toneladas el suministrador puede optar por facilitar un certificado de trazabilidad, firmado por persona física, en la que se declaren los fabricantes y coladas correspondientes a cada parte del suministro, junto con una copia del certificado del control de producción de cada fabricante en el que se recojan los resultados de los ensayos mecánicos y químicos obtenidos para cada colada. En este caso, se han de efectuar ensayos de contraste de la trazabilidad de la colada mediante la determinación de las características químicas de la misma sobre uno de cada cuatro lotes, con un mínimo de cinco ensayos, que se entenderá que son aceptables cuando su composición química presente unas variaciones, respecto de los valores del certificado de control de producción, que sean conformes con los siguientes criterios: %C ensayo %Ceq ensayo %P ensayo %S ensayo %N ensayo
= = = = =
%C certificado %Ceq certificado %P certificado %S certificado %N certificado
±0,03 ±0,03 ±0,008 ±0,008 ±0,002
101
ACHE Una vez comprobada la trazabilidad de las coladas y su conformidad respecto a las características químicas, se procederá a la división en lotes, correspondientes a cada colada, serie y fabricante, cuyo número no podrá ser en ningún caso inferior a 15. Para cada lote, se tomarán dos probetas sobre las que se efectuarán los siguientes ensayos: -
Sección equivalente.
-
Características geométricas del corrugado, conforme al certificado homologación de adherencia, o al índice de corruga, según corresponda.
-
Ensayo de doblado-desdoblado, o alternativamente el ensayo de doblado simple, comprobando la ausencia de grietas después del ensayo.
-
Ensayo de tracción completo determinando el límite elástico, la carga de rotura, la relación entre ambos, el alargamiento bajo carga máxima y el alargamiento en rotura.
de
Se aceptará el lote en el caso de no detectarse ningún incumplimiento de las especificaciones indicadas en el artículo 32º. En caso contrario, si únicamente se detectaran no conformidades sobre una única muestra, se tomará una serie adicional de cinco probetas correspondientes al mismo lote, sobre las que se realizará una nueva serie de ensayos o comprobaciones en relación con la propiedad sobre la que se haya detectado la no conformidad. En el caso de aparecer algún nuevo incumplimiento, se procederá a rechazar el lote.
8.2.2. Aceros con Distintivo Oficialmente Reconocido (DOR) En este caso, la demostración documental fehaciente de que dicho acero está en posesión de un DOR es el único requisito a verificar (ver apartado 8.2.3.). Obviamente, habrá que comprobar de forma directa, sobre el material suministrado, que el mismo se corresponde de forma inequívoca con el amparado por el Distintivo Oficialmente Reconocido (DOR).
8.2.3. Control documental
8.2.3.1 Documentación previa al suministro Cuando se encuentre en vigor el marcado CE para productos de acero para hormigón deberá entregarse la documentación exigida por el mismo. Hasta entonces, la documentación previa a aportar será distinta en función de que el acero se encuentre o no en posesión de un DOR (Distintivo Oficialmente Reconocido). 8.2.3.1.1. Aceros en posesión de un DOR (Distintivo de calidad Oficialmente Reconocido) Los aceros que estén en posesión de un distintivo de calidad oficialmente reconocido y, por tanto, susceptibles de ser objeto de unas consideraciones especiales en materia de control, deberán aportar la siguiente documentación previa al suministro:
102
Identificación de la entidad certificadora.
Logotipo del distintivo de calidad.
Identificación del fabricante.
Alcance del certificado.
Garantía que queda cubierta por el distintivo.
Monografía M-24
Número de certificado.
Fecha de expedición del certificado.
Copia compulsada por persona física de los certificados que avalen que el distintivo de calidad está oficialmente reconocido.
8.2.3.1.2. Aceros sin DOR (Distintivo de calidad Oficialmente Reconocido) Además de los documentos generados por la aplicación del control expuesto en el apdo. 8.2.1. la documentación previa al suministro del acero para armaduras pasivas que no disponga de un distintivo de calidad, o que disponiendo de éste no se haya reconocido oficialmente por un Organismo de una Administración competente en materia de construcción, es la siguiente:
Certificado de ensayo6 que garantice el cumplimiento de todas las especificaciones referidas en el artículo 32º de la Instrucción EHE-08, emitido por un laboratorio acreditado o perteneciente a una Administración competente en materia de construcción. En él debe figurar el nombre del laboratorio y la fecha de emisión.
En su caso, el certificado deberá incluir también:
o
Certificado del ensayo de doblado-desdoblado.
o
Certificado del ensayo de doblado simple.
o
Certificado de fatiga y de deformación alternativa (sólo para aceros SD).
Certificado de homologación de adherencia, en su caso, en el que conste: o
La marca comercial del acero.
o
La forma de suministro: barra o rollo.
o
Los límites admisibles de variación de las características geométricas de los resaltos.
En el caso de que el acero para armaduras pasivas esté en posesión de un DOR, no es necesario aportar esta documentación, a menos que la solicite la Dirección Facultativa.
8.2.3.2. Documentación durante el suministro Con la entrega de cualquier material o producto, el Suministrador proporcionará una hoja de suministro en la que se recogerá, como mínimo, la información que a continuación se detalla: -
Identificación del suministrador.
-
Número de identificación del certificado de homologación de adherencia, en su caso.
-
Número de serie de la hoja de suministro.
-
Nombre de la fábrica.
-
Identificación del peticionario.
-
Fecha de entrega.
-
Cantidad de acero suministrado clasificado por diámetros y tipos de acero.
6
La Instrucción EHE-08 no especifica la intensidad de muestreo, el número de ensayos o las condiciones de aceptación o rechazo en estos casos.
103
ACHE -
Diámetros suministrados.
-
Designación de los tipos de aceros suministrados.
-
Forma de suministro (barra o rollo).
-
Identificación del lugar de suministro.
8.3. CONTROL DE LAS ARMADURAS PASIVAS La conformidad de las armaduras pasivas, preparadas en obra o procedentes de una instalación industrial ajena a la misma, con lo establecido en el proyecto se comprobará durante su recepción en la obra, e incluirá su comportamiento en relación con las características mecánicas, las de adherencia, las relativas a su geometría y cualquier otra característica que establezca el pliego de prescripciones técnicas particulares o decida la Dirección Facultativa. 8.3.1. Criterios generales para el control de las armaduras pasivas 8.3.1.1. Armaduras normalizadas La conformidad de las armaduras normalizadas, se comprobará mediante: a) La posesión de un DOR. b) La realización de comprobaciones experimentales siguiendo los mismos criterios descritos para el acero incluyendo:
-
2 ensayos por lote para comprobar la carga de despegue del nudo soldado.
-
Comprobación de la geometría sobre 4 elementos por lote.
Además, la Dirección Facultativa rechazará el empleo de armaduras normalizadas que presenten un grado de oxidación que pueda afectar a sus condiciones de adherencia, bien porque tras un cepillado enérgico se aprecia una pérdida en peso superior al 1%, o bien una pérdida de altura de corruga que quede fuera de los límites establecidos (por el certificado de adherencia o el índice de corrugas). 8.3.1.2. Armaduras elaboradas y ferralla armada El control de recepción se aplicará también tanto a las armaduras elaboradas, como en su caso, a la ferralla armada que se reciba en la obra procedente de una instalación industrial ajena a la misma, así como a cualquier armadura que se prepare directamente por el Constructor en la propia obra. En el caso de armaduras elaboradas o de ferralla armada el control de recepción se aplica con independencia del lugar donde éstas se hayan elaborado. Tanto si proceden de instalaciones ajenas a la obra, como pertenecientes a la misma el elaborador de éstas deberá comunicar a la Dirección Facultativa su programa de fabricación a la vista del programa de obra previamente comunicado, con el objeto de posibilitar la realización de las actividades de toma de muestras y de comprobación que, preferiblemente, deben efectuarse en la propia instalación.
104
Monografía M-24 Toma de muestras La Dirección Facultativa, por sí misma o a través de una entidad de control de calidad, efectuará la toma de muestras en la instalación donde se esté elaborando la armadura, sobre las partidas destinadas a la obra. Las muestras han de ser representativas de las armaduras destinadas a la obra, debiéndose corresponder con el despiece del proyecto, y en cantidad suficiente para la realización de la totalidad de comprobaciones y ensayos prescritos. Una vez precintadas e identificadas se enviarán para su ensayo al laboratorio de control. Además de las muestras de control pueden tomarse muestras preventivas y de contraste, en el caso de que el representante del elaborador de la armadura (Suministrador o Constructor) así lo demande. En general, el lote sobre el que se efectúa el control experimental de las armaduras, se define de acuerdo a las siguientes condiciones: -
Tamaño no superior a 30 toneladas.
-
Formado por remesas consecutivas suministradas a obra desde la misma instalación de ferralla, en el caso de que ésta no pertenezca a la obra.
-
Las armaduras elaboradas en instalaciones de la obra durante un mes.
-
Elaboradas con el mismo tipo de acero y forma de producto: barra o rollo.
Tabla 8.2.- Control experimental de las armaduras elaboradas o la ferralla armada Armadura elaborada o ferralla armada Control experimental Con DOR
Con soldadura
Sin soldadura
2 x serie 8 x lote (3) 8 x lote (3)
2 x serie — —
Características mecánicas
Ensayo de tracción (1) (2)
Doblado simple desdoblado
o
doblado-
NO
Características de adherencia (4)
NO
2 x diámetro
Características geométricas (5)
NO
15 unidades/lote
(1) Si el acero empleado está en posesión de un DOR el número de ensayos se reduce a la mitad. (2) Estos ensayos no son precisos si la armadura no ha empleado procesos de soldadura ni de enderezado. (3) De cada lote se toman 4 muestras correspondientes a las combinaciones más representativas del proceso de soldadura. Se ensayan 2 probetas por muestra correspondientes a los diámetros menores, en el ensayo a tracción, y a los diámetros mayores, en el ensayo de doblado. (4) Esta comprobación no es obligatoria si la elaboración no incluye procesos de enderezado. (5) Las comprobaciones incluyen:
Correspondencia con lo indicado en proyecto y en hoja de suministro de diámetros y tipos de acero, y en el caso de ferralla armada, además, del número de elementos de armadura.
Alineación de elementos rectos, dimensiones y diámetros de doblado.
Conformidad de la distancia entre barras, en el caso de ferralla armada.
105
ACHE El acta de toma de muestras ha de reflejar, al menos:
Identificación del producto.
Fecha, hora y lugar de la toma de muestras.
Identificación y firma de los responsables presentes en la toma.
Identificación del material o producto del que se extraigan las muestras.
Número, tamaño y código de las muestras obtenidas.
Realización de los ensayos Los ensayos que se efectúen sobre las armaduras han de efectuarse conforme a los procedimientos contemplados en la Instrucción EHE-08, a lo establecido en el Pliego de Prescripciones Técnicas del proyecto, o de acuerdo con las indicaciones de la Dirección Facultativa. Tabla 8.3.- Ensayos para la comprobación de la conformidad de las armaduras pasivas Armadura normalizada Armadura elaborada
Comprobación Características mecánicas Doblado-desdoblado simple (1)
y
doblado
Características de adherencia Características geométricas
Malla electrosoldada
Armadura básica
UNE-EN 15630-1
UNE-EN 15630-2
UNE-EN 15630-2
UNE-EN 15630-1
UNE-EN 15630-2
UNE-EN 15630-2
UNE-EN 15630-1
UNE-EN 15630-1
UNE-EN 15630-1
Dimensiones longitudinales con una resolución de medida no inferior a 1,0 mm.
Diámetros reales de doblado mediante la aplicación de las correspondientes plantillas de doblado.
Alineaciones geométricas con una resolución de medida no inferior a 1º.
(1) Sobre los mandriles indicados en UNE-EN 10080 (ver Tabla 2.3 del apartado 2).
Criterios de aceptación o rechazo de los lotes sometidos a control Si los resultados de ensayo son conformes con las especificaciones de la Instrucción EHE-08 y del proyecto se acepta el lote. De no ser conformes los resultados de ensayo de las características mecánicas y de adherencia, se debe efectuar una nueva toma de muestras y repetir los ensayos. Si de nuevo éstos no son conformes, se rechaza el lote. En el caso de producirse un incumplimiento en la comprobación de las características geométricas, se desechará la armadura objeto de incumplimiento y se revisará toda la remesa. Si no hubiese más incumplimientos se acepta la remesa y se repone la armadura defectuosa. En caso contrario, se rechaza toda la remesa. Por otro lado, si las armaduras presentan un grado de oxidación que pueda afectar a sus condiciones de adherencia no se aceptarán hasta no comprobar que tras el cepillado de las mismas mediante cepillo de púas de alambre la pérdida de peso de la probeta de barra, malla electrosoldada o armadura básica electrosoldada en celosía, es inferior al uno por ciento, y que no se incumplen los límites establecidos para la adherencia con el hormigón.
106
Monografía M-24 Comprobaciones adicionales en el caso de procesos de elaboración con soldadura resistente Cuando se emplee soldadura resistente para la elaboración de la armadura en obra es preceptivo la realización de ensayos de validación del proceso utilizado (apartado 7.2 de UNE 36832) así como la existencia de un control de ejecución intenso. Si el proceso se realiza en una instalación industrial ajena a la obra el proceso deberá estar en posesión de un DOR.
8.3.2. Control de comprobación de las instalaciones de ferralla por parte de la Dirección Facultativa Las instalaciones donde se elaboren las armaduras pueden ser inspeccionadas directamente por la Dirección Facultativa, o a través de una entidad de control de calidad designada por ella, con el objeto de comprobar su idoneidad para fabricar las armaduras que se requieren para la obra, antes de que comience a efectuar el suministro a la misma. Estas inspecciones:
Serán obligatorias en el caso de que la armadura se elabore en obra.
Potestativa, en el caso de que la armadura se elabore en una instalación ajena a la obra.
No serán necesarias en el caso de que las armaduras estén en posesión de un DOR.
En la Tabla 8.4 se exponen a título indicativo las comprobaciones a efectuar en el caso de realizarse la comprobación de las instalaciones de ferralla. Tabla 8.4.- Comprobaciones en instalaciones de ferralla Instalación o sistema
Comprobación
Almacenamiento de productos de acero
En zona adecuada que evite deterioros o contaminaciones.
Procedimiento de enderezado (1)
Se efectúa con equipos adecuados. No pueden emplearse para esta función máquinas dobladoras.
Procedimiento de corte
Cizallas manuales o máquinas automáticas de corte. Se prohíbe expresamente el uso de sopletes u otros procedimientos que alteren las características físico-metalúrgicas del material.
Procedimiento de doblado
Comprobar la existencia de mandriles adecuados.
Procedimiento de soldadura
Que se efectúa con equipos contemplados en UNE 36832: arco manual, arco con gas de protección ó soldadura eléctrica por puntos.
Procedimiento de armado
Existencia de máquinas auxiliares para la elaboración de la armadura (por ejemplo, disposición automática de estribos).
Sistema de trazabilidad
Con sistema de gestión de acopios, preferiblemente informatizado. Comprobar que está implantado, así como su funcionamiento.
Sistema de control de producción
Control interno de procesos
Ensayos e inspecciones de autocontrol
Documentación y registro
(1) Únicamente en el caso de emplearse acero corrugado suministrado en rollo.
107
ACHE 8.3.3. Control documental La Instrucción prevé la entrega de documentos identificativos y justificativos del cumplimiento de los requisitos prescritos en ella, de los productos, en este caso armaduras normalizadas, armaduras elaboradas y ferralla armada, en tres momentos claramente diferenciados: a) Antes de que comience el suministro. b) Durante el suministro. c) Después del suministro. Al igual que en al caso del acero, se prevén diferencias en función de que las armaduras pasivas estén o no en posesión de un Distintivo Oficialmente Reconocido (DOR) por lo que en cada apartado se exponen las diferencias entre uno y otro caso.
8.3.3.1. Documentación previa al suministro En el caso de armaduras en posesión de un distintivo oficialmente reconocido (DOR) — armaduras normalizadas, armaduras elaboradas y ferralla armada— y, por tanto, susceptibles de ser objeto de unas consideraciones especiales en materia de control, se deberá aportar la siguiente documentación sobre el DOR previa al suministro:
Identificación de la entidad certificadora.
Logotipo del distintivo de calidad.
Identificación del fabricante.
Alcance del certificado.
Garantía que queda cubierta por el distintivo.
Número de certificado.
Fecha de expedición del certificado.
Copia compulsada por persona física de los certificados que avalen que el distintivo de calidad está oficialmente reconocido.
En el caso de mallas electrosoldadas y armaduras básicas electrosoldadas en celosía, que no dispongan de un DOR, se debe adjuntar un certificado de garantía del fabricante firmado por persona física con representación suficiente y que abarque todas las características contempladas en la Instrucción EHE-08 para estos productos. En el caso de armaduras elaboradas según proyecto que no estén en posesión de un Distintivo Oficialmente Reconocido (DOR) el Suministrador o, en su caso, el Constructor, deberá presentar a la Dirección Facultativa una copia compulsada por persona física de la siguiente documentación: a) Certificados de cualificación del personal para la ejecución de soldaduras no resistentes avalando su formación específica para el procedimiento utilizado, en su caso. b) Certificados de homologación de soldadores, según UNE-EN 287-1 y del proceso de soldadura, según UNE-EN ISO 15614-1, cuando se empleen procesos de soldadura resistente. c) Certificado de homologación de adherencia, con una antigüedad no superior a 36 meses, en su caso.
108
Monografía M-24 Además, deberá presentar un certificado de garantía que contemple el cumplimiento de todas las especificaciones incluidas al respecto en la Instrucción EHE-08, al que se adjuntará un certificado de resultados de ensayos en el que figure: -
Nombre del laboratorio que ha efectuado los ensayos (acreditado o perteneciente a la Administración).
-
Fecha de emisión del certificado.
-
En su caso, certificado de ensayo de despegue de nudos, de doblado-desdoblado o de doblado simple.
En el caso de que el proceso de elaboración de la armadura o de la ferralla esté en posesión de un DOR, no será precisa la presentación de esta documentación.
En la Tabla 8.5 se resume la documentación necesaria en ambos casos (con o sin DOR).
Tabla 8.5.- Comprobaciones en instalaciones de ferralla Armadura pasiva Documentación
Con DOR (1)
Ferralla armada con soldadura
Normalizada
Resistente
No resistente
—
SÍ
SÍ
—
Certificado de homologación de soldadores, según UNE-EN 267-1
—
SÍ
—
—
Certificado del proceso de soldadura, según UNE-EN ISO 15614-1
—
SÍ
—
—
Certificado de homologación de adherencia (2)
—
SÍ
SÍ
SÍ
Certificado soldadores
(1) (2)
de
cualificación
de
Todo tipo de armadura pasiva. Únicamente en el caso de que el proyecto haya prescrito longitudes de anclaje y solape que precisen de este certificado. Su antigüedad no ha de ser superior a 36 meses.
8.3.3.2. Documentación durante el suministro Con la entrega de cualquier material o producto, el Suministrador proporcionará una hoja de suministro en la que se recogerá, como mínimo, la información que a continuación se detalla: -
Identificación del suministrador.
-
Número de serie de la hoja de suministro.
-
Nombre de la instalación de ferralla.
-
Identificación del peticionario.
-
Fecha y hora de entrega.
-
Identificación del acero utilizado.
-
Identificación de la armadura.
-
Identificación del lugar de suministro.
109
ACHE La Dirección Facultativa deberá comprobar que cada remesa de armaduras que se suministre a la obra: -
va acompañada de la correspondiente hoja de suministro.
-
se corresponde con la identificación del acero declarada por el fabricante y facilitada por el Suministrador de la armadura.
En caso de detectarse algún problema de trazabilidad, se procederá al rechazo de las armaduras afectadas por el mismo. Es importante destacar la circunstancia de que esta sencilla comprobación a la que hace referencia la Instrucción EHE-08 (artículo 88.5.2) es muy importante, pues verifica la trazabilidad y la información contenida en los albaranes de suministro. Dado que en la Instrucción EHE-08 no se dan criterios para la formación de lotes, número de elementos a controlar o criterios de aceptación o rechazo, se proponen a continuación unos criterios que pueden ser adoptados por la Dirección Facultativa para efectuar esta comprobación de una forma eficaz. Para el material suministrado correspondiente a cada hoja de suministro se han de realizar las siguientes comprobaciones: a) Armaduras elaboradas: se elegirán al azar cuatro formas distintas sobre las que se comprobarán los datos del fabricante del acero y su concordancia con lo indicado en la hoja de suministro. b) Ferralla armada: en este caso se elegirá al azar una de las armaduras sobre cuyos elementos se comprobarán, al menos en cuatro de ellos, los datos del fabricante del acero y su concordancia con lo indicado en la hoja de suministro. c) Armaduras normalizadas: se elegirá al azar un panel o una armadura básica sobre la que se comprobarán los datos del fabricante del acero y su concordancia con lo indicado en la hoja de suministro. En el caso de detectarse alguna discrepancia, se procederá a la elección al azar de un número doble de muestras sobre las que se efectuarán las mismas comprobaciones. Si de nuevo se detecta otra discrepancia, se rechazará el material suministrado.
8.3.3.3. Documentación al finalizar el suministro Una vez finalizado el suministro los Suministradores de armaduras pasivas, tanto elaboradas en la propia obra como en una instalación ajena a la misma, deben proporcionar un certificado final de suministro en el que se indique la totalidad de materiales o productos suministrados, debiendo mantener la trazabilidad de los mismos. El certificado debe indicar la conformidad de la totalidad de las armaduras con la Instrucción EHE-08, las cantidades reales suministradas correspondientes a cada tipo y su trazabilidad hasta los fabricantes del acero. Cuando el suministro se prolongue a lo largo de varios meses, se puede admitir un certificado mensual de las remesas suministradas durante ese periodo.
110
Monografía M-24
Figura 8.1.- Ejemplo de certificado final de suministro.
111
Gr upodet r abaj o2/ 2 Ar madur asPas i v as
Edita: ACHE (Asociación Científico-Técnica del Hormigón Estructural) I.S.B.N. 978-84-89670-81-5 D. Legal: M-15849-2013
Presentación El presente documento, que trata sobre armaduras pasivas en la Instrucción EHE-08, surge de la necesidad de desarrollar y comentar la Instrucción EHE en lo relativo al trabajo diario de los distintos actores para las armaduras pasivas en la construcción de hormigón estructural. En particular, el grupo de personas que inició el trabajo, entendió que era importante aclarar los aspectos más novedosos que incorporaba la EHE-08 en lo relativo al control de calidad en todo el proceso de suministro y ejecución de las armaduras pasivas en obras de hormigón. Partiendo de esta necesidad se han desarrollado brevemente todo el proceso de conocimiento del material, sus propiedades mecánicas en combinación con el hormigón estructural, la durabilidad de este hormigón debido al posible ataque a las armaduras y los temas de control de calidad y ejecución. En el grupo de trabajo han participado personas con sensibilidades provenientes de distintos ámbitos, desde la propia industria fabricante de la materia prima, pasando por los utilizadores de esta materia prima para conformar la ferralla, los usuarios de la ferralla industrializada o elaborada en la propia obra, personas relacionadas con el control de calidad del proyecto o la ejecución y personas de ámbito de la investigación en materiales. Es por este motivo que se ha creado un documento compensado teniendo en cuenta la visión en todas las etapas del acero para el armado del hormigón, del producto elaborado y del producto terminado. En particular ha sido importante la aportación de Jaime Fernández y Jaime Gálvez, que han hecho una extensa revisión del texto, homogeneizándolo y mejorándolo con sus comentarios. Honorino Ortega COORDINADOR DEL GRUPO DE TRABAJO “ARMADURAS PASIVAS” David Fernández-Ordóñez PRESIDENTE DE LA COMISIÓN 2, MATERIALES
3
Grupo de Trabajo Miembros del Grupo de Trabajo “Armaduras Pasivas en la Instrucción EHE-08”
Coordinador:
Honorino Ortega Celsa
Revisores:
Jaime Fernández Escuela Técnica Superior de Ingenieros de Caminos, UPM Jaime Gálvez Escuela Técnica Superior de Ingenieros de Caminos, UPM
Miembros:
Ignacio Cortés Moreira Calidad Siderúrgica Eugenio García Allen Calidad Siderúrgica José Grajal Guerra Calidad Siderúrgica José Miguel San Miguel Escuela Técnica Superior de Ingenieros de Caminos, UPM Julio Vaquero García Ipac
5
Monografía M-24
Índice 1. Introducción .............................................................................................................................. 9 2. Acero para armaduras ............................................................................................................ 13 2.1. GENERALIDADES .......................................................................................................... 13 2.2. BARRAS Y ROLLOS DE ACERO SOLDABLE .............................................................. 13 2.3. Alambres corrugados y alambres lisos ........................................................................... 16 2.4. Designación e identificación............................................................................................ 18 2.5. TRAZABILIDAD............................................................................................................... 23 2.6. CERTIFICACIÓN ............................................................................................................ 25 2.6.1. Reconocimiento Oficial de los Distintivos de Calidad .................................................. 26 2.6.2. Ventajas asociadas a los aceros para armaduras pasivas en posesión de un Distintivo de calidad Oficialmente Reconocido (DOR) ..................................................... 26 2.7. RECOMENDACIONES DE EMPLEO ............................................................................. 27 3. Armaduras pasivas ................................................................................................................. 29 3.1. ARMADURAS NORMALIZADAS .................................................................................... 29 3.2. ARMADURAS EN EL PROYECTO................................................................................. 31 3.3. CARACTERÍSTICAS DE LAS ARMADURAS PASIVAS A EFECTOS DE CÁLCULO ......................................................................................................................... 31 3.3.1. Diagrama tensión-deformación característico del acero para armaduras pasivas...... 31 3.3.2. Diagrama tensión-deformación de cálculo del acero para armaduras pasivas ........... 32 3.3.3. Coeficiente parcial de seguridad del acero, s ............................................................ 32 3.3.4. Características de fatiga de las armaduras pasivas .................................................... 33 3.4 DESIGNACIÓN E IDENTIFICACION.............................................................................. 34 3.5 TRAZABILIDAD................................................................................................................ 35 3.5.1. Generalidades .............................................................................................................. 35 3.5.2. El tratamiento informático de las trazabilidad .............................................................. 39 4. La adherencia ......................................................................................................................... 41 4.1. INTRODUCCIÓN ............................................................................................................ 41 4.2. EVALUACIÓN DE LAS CONDICIONES DE ADHERENCIA .......................................... 41 4.2.1 Certificado de homologación de adherencia................................................................. 41 4.2.2 Índice de corruga .......................................................................................................... 43 4.3. ANCLAJE POR ADHERENCIA....................................................................................... 45
7
ACHE 4.3.1 General.......................................................................................................................... 45 4.3.2 Longitud básica para aceros en posesión de un certificado de homologación de adherencia ...................................................................................................................... 46 4.3.3 Longitud básica de anclaje de aceros sin certificado de adherencia pero con índice de corruga, fR ....................................................................................................... 47 4.3.4 Diferencias existentes ................................................................................................... 48 4.3.5 Procedimientos de anclaje ............................................................................................ 51 4.3.6 Longitud neta de anclaje ............................................................................................... 52 4.4. SOLAPO POR ADHERENCIA ........................................................................................ 53 5. Durabilidad ............................................................................................................................. 59 5.1. INTRODUCCIÓN ............................................................................................................ 59 5.2. ESTADO LÍMITE DE DURABILIDAD ............................................................................. 59 5.3. ESTRATEGIAS DE DURABILIDAD ................................................................................ 62 5.3.1 Recubrimientos ............................................................................................................. 63 5.3.2 Control de la abertura de fisura..................................................................................... 68 5.3.3 Protecciones superficiales ............................................................................................ 68 5.3.4 Protección de las armaduras ........................................................................................ 70 6. Soldadura ............................................................................................................................... 75 6.1. INTRODUCCIÓN ............................................................................................................ 75 6.2. soldadura no resistente ................................................................................................... 75 6.2.1. Procedimientos ............................................................................................................ 75 6.2.2 Recomendaciones ........................................................................................................ 75 6.3 soldadura resistente ......................................................................................................... 76 6.3.1 General.......................................................................................................................... 76 6.3.2 Procedimientos ............................................................................................................. 76 6.3.3 Recomendaciones ........................................................................................................ 77 6.4 La soldadura según la norma une en-iso 17660.............................................................. 77 6.4.1. Tipos de soldadura ....................................................................................................... 77 6.4.2. Procesos de soldadura ................................................................................................ 78 6.4.3. Tipos de uniones .......................................................................................................... 78 7. Ejecución de armaduras......................................................................................................... 83 7.1. INTRODUCCIÓN ............................................................................................................ 83 7.1.1. Concepto de armadura ................................................................................................ 83 7.1.2. Armaduras pasivas ...................................................................................................... 83 7.2. Despiece y formas de armado ........................................................................................ 85
8
Monografía M-24 7.3. ATADO Y DOBLADO ...................................................................................................... 87 7.4. FABRICACIÓN INDUSTRIAL DE ARMADURAS ........................................................... 87 7.4.1. Concepto de taller de ferralla ....................................................................................... 87 7.4.2. Recomendaciones para una correcta ejecución de las armaduras en taller ............... 93 7.4.3 Armado de losas y placas ............................................................................................. 94 7.4.4 Armado de pilares y vigas ............................................................................................. 95 7.4.5 Armado de muros .......................................................................................................... 95 8. El control de calidad ................................................................................................................ 97 8.1. GENERALIDADES .......................................................................................................... 97 8.1.1. Criterios generales del control ..................................................................................... 97 8.1.2. Definiciones .................................................................................................................. 98 8.1.3. Distintivo de calidad Oficialmente Reconocido (DOR) ................................................ 98 8.1.4. Conformidad de los productos ..................................................................................... 99 8.1.5. Documentación y trazabilidad .................................................................................... 100 8.2. CONTROL DEL ACERO PARA ARMADURAS PASIVAS ........................................... 100 8.2.1. Aceros sin Distintivo Oficialmente Reconocido (DOR) .............................................. 100 8.2.2. Aceros con Distintivo Oficialmente Reconocido (DOR) ............................................. 102 8.2.3. Control documental .................................................................................................... 102 8.2.3.1.1. Aceros en posesión de un DOR (Distintivo de calidad Oficialmente Reconocido) ................................................................................................................. 102 8.2.3.1.2. Aceros sin DOR (Distintivo de calidad Oficialmente Reconocido)....................... 103 8.3. CONTROL DE LAS ARMADURAS PASIVAS .............................................................. 104 8.3.1. Criterios generales para el control de las armaduras pasivas ................................... 104 8.3.2. Control de comprobación de las instalaciones de ferralla por parte de la Dirección Facultativa .................................................................................................... 107 8.3.3. Control documental .................................................................................................... 108 8.3.3.1. Documentación previa al suministro ....................................................................... 108 8.3.3.2. Documentación durante el suministro ..................................................................... 109 8.3.3.3. Documentación al finalizar el suministro ................................................................. 110
9
ACHE
10
Monografía M-24
1. Introducción La Instrucción de Hormigón Estructural EHE-08 introduce cambios importantes en lo que se refiere a la consideración, tratamiento y control de las armaduras para hormigón. La importancia de estos cambios, así como la inevitable dispersión de las prescripciones y comentarios referidos a las armaduras a lo largo del texto reglamentario, hacen recomendable la publicación de este documento de aplicación práctica del contenido de la EHE-08 en relación con el tema concreto de las armaduras, con el objeto de facilitar a los técnicos, tanto de proyecto como de ejecución y control, su labor cotidiana en lo referente a estos elementos fundamentales en las estructuras de hormigón. Hay que resaltar, también, la interacción producida por la normativa europea y de forma más concreta, por la adopción de la norma UNE-EN 10080:2006 por parte de la Instrucción EHE-08 como norma de referencia para los productos de acero para hormigón. Esta norma, que inicialmente había sido admitida por la Comisión Europea como la norma a cumplir para la obtención del marcado CE para estos productos, ha sido retirada de la relación de normas obligatorias y se encuentra, desde octubre de 2009, en fase de nueva redacción, a partir de un nuevo mandato de la Comisión al CEN para que la redacte. Por otro lado, el uso cada vez más extendido de máquinas automáticas para la ejecución de las distintas formas de armado según proyecto (armaduras elaboradas) partiendo de rollos de acero que pueden ser de diámetros importantes (hasta 20 mm), junto con la realización, sobre todo en obras de edificación, de la ferralla armada mediante soldadura de montaje (ejecutando mediante puntos de soldadura el “atado” de las distintas piezas que componen el armado de cada elemento) obligan a la reconsideración de los procesos y controles a efectuar en las instalaciones de ferralla y en las obras. El nuevo esquema de gestión documental y de control establecido en la Instrucción EHE-08 para las armaduras supone, sin duda, una modificación importante respecto de la situación anterior, sobre todo en lo que a las instalaciones de ferralla se refiere, a las que se les exigen unas condiciones muy superiores a las que, hasta la fecha, tenían. Estos nuevos requisitos precisan para su cumplimiento de un fuerte cambio en la gestión de muchas de las instalaciones de este tipo existentes en nuestro país. A lo largo de todo el documento, se ha pretendido proporcionar una herramienta de uso práctico, de fácil aplicación con inclusión, en los casos en los que se ha estimado adecuado, de comentarios o información adicionales que puedan ser útiles a la hora de aplicar el texto de forma práctica.
11
ACHE
12
Monografía M-24
2. Acero para armaduras 2.1. GENERALIDADES La Instrucción EHE-08 contempla los siguientes productos de acero para la elaboración de armaduras pasivas: - Barras rectas o rollos de acero corrugado soldable: se emplean para la elaboración de ferralla armada, mallas electrosoldadas y armaduras básicas electrosoldadas en celosía. - Alambres de acero corrugado o grafilado soldable: cuyo empleo no está previsto en la elaboración de ferralla armada, sino exclusivamente para mallas electrosoldadas y armaduras básicas electrosoldadas en celosía. - Alambres lisos de acero soldable: cuyo uso se restringe exclusivamente como elementos de conexión de armaduras básicas electrosoldadas en celosía. Todos estos productos de acero para hormigón deben cumplir las especificaciones que para ellos contempla la norma UNE EN 10080. Tabla 2.1.- Productos de acero que pueden emplearse para la elaboración de armaduras pasivas. Armadura pasiva Ferralla armada
Mallas electrosoldadas
Armadura básica electrosoldada en celosía
Elementos de conexión de armaduras básicas
Barras corrugadas
X
X
X
—
Rollos corrugados
X
X
X
—
Alambres corrugados
X
X
—
Alambres grafilados
X
X
—
—
—
X
Producto de acero para hormigón
Alambres lisos
—
2.2. BARRAS Y ROLLOS DE ACERO SOLDABLE Las barras y rollos de acero corrugado utilizables en la elaboración de armaduras pasivas pueden presentar alguno de los siguientes diámetros nominales: Barras: 6 – 8 – 10 - 12 - 14 - 16 - 20 – 25 - 32 y 40 mm. Rollos: 6 – 8 – 10 – 12 – 14 – 16 y 20 mm El diámetro de 6 mm debe evitar emplearse en la elaboración de cualquier tipo de armadura en la que se utilicen procesos de soldadura para el montaje de la misma, salvo que ésta sea del tipo eléctrico, como el utilizado en la elaboración de mallas electrosoldadas o armaduras básicas electrosoldadas en celosía.
13
ACHE 2.2.1. Características mecánicas
Las características mecánicas que han de cumplir este tipo de aceros se recogen en la Tabla 2.2.
2.2.2. Trabajabilidad
La aptitud del acero al doblado-desdoblado se comprueba a través del ensayo especificado en UNE-EN ISO 15630-1, tras el cual no deben apreciarse a simple vista la existencia de grietas o fisuras. El diámetro de los mandriles que han de utilizarse para efectuar esta comprobación se recogen en la Tabla 2.3.
2.2.3. Condiciones de adherencia
Se contemplan dos procedimientos para comprobar las condiciones de adherencia del acero corrugado:
-
Método de referencia: es el contenido en el anejo C de la norma UNE EN 10080 (conocido como ensayo de viga) y el que se ha empleado en las anteriores versiones de la Instrucción EHE, sirviendo de base para la emisión de los certificados de homologación de adherencia.
-
Método alternativo: Este método está basado en la medición de la geometría del corrugado según se recoge en el apartado 7.4 de la norma UNE EN 10080.
Las condiciones de ambos procedimientos y sus implicaciones se describen con mayor detalle en el Apartado 4.
Los aceros corrugados deberán ir acompañados, como hasta ahora, de un certificado de homologación de adherencia, en el caso de que se haya optado por la comprobación de la misma a través del método de referencia. Este certificado, deberá ser emitido por un laboratorio oficial o acreditado conforme a la norma UNE-EN ISO 17025 para el referido ensayo de viga. Hasta la entrada en vigor del marcado CE este certificado deberá presentar una antigüedad inferior a 36 meses desde la fecha de fabricación del acero1.
1
Una vez en vigor el marcado CE se conocerán las condiciones de validez de dicho certificado, ya que la norma UNE-EN 10080 está, en el momento de redacción de esta monografía, en fase de revisión.
14
Monografía M-24 Tabla 2.2.- Características mecánicas de las barras y rollos de acero corrugado. Tipo de acero
Acero soldable
Designación
B 400 S
Acero soldable con características especiales de ductilidad
B 500 S
B 400 SD
B 500 SD
400
500
400
500
Carga unitaria de rotura, fs (N/mm )
440
550
480
575
Alargamiento de rotura, A5 (%)
14
12
20
16
Alargamiento total bajo carga máxima, εmáx
5,0
5,0
7,5
7,5
7,5
7,5
10,0
10,0
1,05
1,05
1,20
1,15
1,35
1,35
1,20
1,25
2 (1)
Límite elástico, fy (N/mm )
2 (1)
Acero suministrado en barra Acero suministrado en rollo
(%) Relación fs/fy
(2)
Relación fy real/fy nominal Resistencia a fatiga
(4)
Resistencia a deformación alternativa
(4)
(3)
—
—
—
—
SI
SI
—
—
SI
SI
(1) Para el cálculo de los valores unitarios se utilizará la sección nominal. (2) Relación admisible entre la carga unitaria de rotura y el límite elástico obtenidos en cada ensayo. (3) En el caso de aceros corrugados procedentes de suministro en rollo, las muestras deberán ser previamente enderezadas y envejecidas, de acuerdo a los procedimientos descritos en el Anejo 23 de la Instrucción EHE-08 y en la norma UNE 36065, respectivamente. Considerando la incertidumbre que puede conllevar el procedimiento de preparación de las probetas, pueden aceptarse aceros que presenten valores característicos de εmáx que sean inferiores en un 0,5% a los indicados en la tabla. (4) Conforme a norma UNE 36065.
Tabla 2.3.- Diámetro de los mandriles para comprobar la aptitud al doblado. Tipo de ensayo Diámetro de la barra o rollo (mm)
Doblado – desdoblado (1) α = 90° β = 20º
Doblado simple α = 180º
16
5
3
25
8
6
> 25
10
6
Diámetro nominal de barra, en mm.
Ángulo de doblado.
Ángulo de desdoblado. (1) Estos diámetros se consideran como máximos. Se pueden utilizar diámetros inferiores siempre y cuando los resultados del ensayo sean satisfactorios.
2.2.4. Aptitud para el soldeo Como ya se ha mencionado, para la elaboración de las armaduras, únicamente es posible la utilización de aceros soldables que son aquellos cuya composición química cumple los límites que se indican en la Tabla 2.4.
15
ACHE Tabla 2.4.- Composición química (porcentajes máximos, en masa) C
(1)
S
P
N
(2)
Cu
Ceq
(3)
Análisis Sobre colada
0,22
0,050
0,050
0,012
0,80
0,50
Sobre producto
0,24
0,055
0,055
0,014
0,85
0,52
(1) Se admite elevar el valor límite de C en 0,03%, si Ceq se reduce en 0,02%. (2) Se admiten porcentajes mayores de N si existe una cantidad suficiente de elementos fijadores de N. (3) El carbono equivalente, Ceq, se calculará mediante la siguiente fórmula:
Ceq C
Mn Cr Mo V Ni Cu 6 5 15
donde los símbolos de los elementos químicos indican su contenido, en tanto por ciento en masa.
2.3. Alambres corrugados y alambres lisos
Los diámetros nominales de los alambres deben ajustarse a los valores indicados en la Tabla 2.7 de la norma UNE-EN 10080 resultando la siguiente serie: 4 – 4,5 – 5 - 5,5 – 6 – 6,5 - 7 - 7,5 – 8 - 8,5 - 9 – 9,5 – 10 – 11 – 12 - 14 y 16 mm. Los alambres se emplean exclusivamente para la elaboración de mallas electrosoldadas y armaduras básicas electrosoladas en celosía. Los diámetros inferiores a 5 mm sólo pueden emplearse en:
-
Mallas empleadas como armadura de reparto en losas superiores de hormigón en forjados unidireccionales con viguetas o losas alveolares, sin que la separación entre elementos longitudinales y transversales pueda rebasar los 350 mm, y sin poderse tener en cuenta a los efectos de la comprobación de Estados Límites Últimos. Además, su cuantía mínima no puede ser inferior a 0,6 por mil, referida al espesor de la capa de compresión de hormigón in situ.
-
Elementos transversales de conexión de las armaduras básicas electrosoldadas en celosía empleadas para forjados unidireccionales.
2.3.1. Características mecánicas Las características mecánicas que han de cumplir los alambres, tanto lisos como corrugados, se recogen en la Tabla 2.5.
16
Monografía M-24 Tabla 2.5.- Tipo de acero para alambres Ensayo de tracción Designación
Carga unitaria de rotura fs, (N/mm²)
Límite elástico fy, (2) (N/mm²)
(2)
(1)
Alargamiento de rotura sobre base de 5 diámetros
Relación fs/fy
A5 ( % ) B 500 T
500
550
8
(3)
1,03
(4)
(1) Valores característicos inferiores garantizados. (2) Para la determinación del límite elástico y la carga unitaria se utilizará como divisor de las cargas el valor nominal del área de la sección transversal. (3) Además, deberá cumplirse:
A % 20 - 0,02 f yi
donde: A
Alargamiento de rotura.
fyi
Límite elástico medido en cada ensayo.
(4) Además, deberá cumplirse:
f yi f si 1,05 0,1 1 f f yi yk donde: Límite elástico medido en cada ensayo.
fyi fsi
Carga unitaria obtenida en cada ensayo.
fyk
Límite elástico garantizado.
2.3.2. Trabajabilidad Al igual que con las barras corrugadas, la aptitud de los alambres acero al doblado-desdoblado se comprueba a través del ensayo especificado en UNE-EN ISO 15630-1, bien de doblado simple o bien de doblado-desdoblado. El diámetro de los mandriles que han de utilizarse para efectuar esta comprobación se recogen en la Tabla 2.6. Tabla 2.6.- Diámetro de los mandriles para el ensayo de doblado-desdoblado (UNE-EN ISO 15630-1).
Doblado - desdoblado α = 90° β = 20°
Doblado simple
5
3
Ángulo de doblado.
Ángulo de desdoblado.
Diámetro nominal del alambre.
2.3.3. Aptitud al soldeo y condiciones de adherencia Todos los alambres, lisos y corrugados, deben cumplir las mismas características de composición química que las definidas en el apartado 2.1.4. Además, los alambres corrugados o grafilados deberán cumplir también las características de adherencia descritas en el apartado 2.1.3.
17
ACHE 2.4. Designación e identificación La Instrucción EHE-08 no indica expresamente cómo hay que efectuar la designación de los aceros para armaduras pasivas. Únicamente indica que éstos han de ser conformes con la norma UNE-EN 10080, y por tanto con el sistema de designación descrito en su apartado 5. De acuerdo con él las barras y rollos de acero corrugado, los alambre lisos y corrugados deben designarse conforme a los siguientes criterios: a) Descripción de la forma del producto (barra o rollo). b) Número de la norma europea (UNE-EN 10080). c) Dimensiones nominales del producto (diámetro en mm). d) La clase técnica. La clase técnica identifica el tipo, prestaciones y características del acero, y consiste en un código (número de producto) asignado y registrado por una organización europea. Ahora bien, en estos momentos esta organización no existe y no es posible obtener un código para las clases técnicas de los aceros que contempla la Instrucción, por lo que en la práctica no es posible proceder a la designación de los mismos. El criterio que se propone, por tanto, es el siguiente: a) Descripción del producto: acero para estructuras de hormigón expresado mediante las siglas AEH. b) Forma de suministro del producto: barra o rollo, indicado mediante las letras B y C respectivamente. c) Número de la norma europea: UNE-EN 10080. d) Dimensiones nominales del producto: diámetro en mm precedido del signo . e) Clase técnica: tipo de acero (B 400 S, B 400 SD, B 500 T, B 500 S, B 500 SD) seguido de la indicación de la referencia a la Instrucción que define sus prestaciones. Ejemplo: designación de un rollo de acero corrugado de 500 N/mm2 de límite elástico, de16 mm de diámetro nominal y con características especiales de ductilidad: AEH / C / UNE-EN 10080 / 16 / B 500 SD EHE-08
La identificación de los aceros para armaduras pasivas no queda definida en la Instrucción EHE-08 al haberse apoyado en una normativa que estaba siendo revisada durante la redacción de la misma. En el artículo 69.1.1 la Instrucción EHE-08 establece que la identificación del acero se hará de la siguiente forma: a) Cuando esté en vigor el marcado CE. La identificación del acero se debe efectuar de conformidad con lo indicado en la correspondiente versión de la norma UNE EN 10080. b) Mientras no esté en vigor el marcado CE. Cada partida de acero ha de acompañarse de la declaración del sistema de identificación empleado por el fabricante. El sistema de identificación será uno de los contemplados en la norma UNE EN 10080. Se debe especificar la clase técnica por cualquiera de los procedimientos contemplados en el apartado 10 de la norma UNE EN 10080. Las marcas de identificación del país de origen y del fabricante deben ir grabadas en las barras o alambres corrugados.
18
Monografía M-24 El apartado 10 de la norma UNE EN 10080 contempla la identificación del fabricante y de la clase técnica. La identificación del fabricante se basa en un sistema numérico similar al utilizado hasta este momento. Consiste, básicamente, en un símbolo o modificación de las corrugas que indica el inicio de lectura y en un número, que se admite sea expresado de formas distintas, que identifica en primer lugar el país y, en segundo lugar, el fabricante. El número que identifica al país estará comprendido entre 1 y 9, de acuerdo con el criterio indicado en la Tabla 2.7, mientras que el número que identifica al fabricante estará comprendido entre 1 y 99 con excepción de los múltiplos de 10. Tabla 2.7.- Identificación del país de origen (UNE EN 10080). País
Número de identificación
Alemania, Austria, Eslovaquia, Polonia, República Checa
1
Bélgica, Holanda, Luxemburgo, Suiza
2
Francia, Hungría
3
Italia, Malta, Eslovenia
4
Irlanda, Islandia, Reino Unido
5
Dinamarca, Estonia, Finlandia, Letonia, Lituania, Noruega, Suecia
6
España, Portugal
7
Chipre, Grecia
8
Otros países
9
La clase técnica, información básica para el usuario del acero, como puede comprenderse, se define como un número de producto único que identifica a un acero para armaduras pasivas por sus características y prestaciones. Este número es una cifra de tres dígitos comprendida entre el 101 y el 999 con excepción de los múltiplos de 10. El proceso de asignación y control de dichas clases técnicas a los distintos aceros fabricados y empleados en la UE no está resuelto en la actualidad por lo que, el punto más importante de la identificación de los aceros, según la UNE EN10080, queda en suspenso. En el caso de la Instrucción EHE-08 el acero B 500 SD para material en barra, por ejemplo, sería una clase técnica, mientras que el acero B 500 SD para material en rollo sería otra distinta, precisamente al tener unas especificaciones diferentes en cuanto a valor del alargamiento bajo carga máxima, o en lo referente a las condiciones de adherencia en lo referente a la altura de corruga cuando se elige como método para garantizarla el ensayo de viga. La identificación del fabricante y de la clase técnica debe efectuarse en sectores diferentes del acero o del alambre corrugado, repitiéndose a intervalos regulares a una distancia no superior a 1,5 metros. La identificación puede laminarse sobre la barra o el alambre, o bien marcarse sobre ella mediante un sistema que deje una marca permanente e indeleble sobre el producto. Los sistemas para conseguir la mencionada identificación que contempla la norma UNE-EN 10080 son cuatro: engrosamiento de corrugas, ausencia de corrugas, números y marcas de laminación, cuya descripción se recoge en el apartado 10 de la norma.
19
ACHE 2.4.1. Solución adoptada para la identificación de los aceros en España, hasta la aprobación de la revisión de la norma UNE-EN10080 o solución del problema a nivel europeo.
Dado que la norma UNE-EN 10080 se encuentra en estos momentos en fase de revisión y ha sido retirada del Diario Oficial de la Comunidad Europea, y al hecho de que todavía no se ha podido poner en funcionamiento un sistema que permita registrar la clase técnica de los aceros, ha parecido razonable mantener los criterios actuales cuyas características se indica a continuación.
Identificación del fabricante Se efectúa en base a un sistema numérico como el que se ha descrito en el apartado anterior de forma que el inicio de lectura se manifiesta mediante dos corrugas adyacentes regruesadas a continuación de las cuales figura, hasta la siguiente corruga regruesada, un número de corrugas normales igual al número correspondiente al país de origen (según la Tabla 2.7). A continuación y, hasta la siguiente corruga regruesada, se dispone un número de corrugas normales igual al número asignado al fabricante concreto del país en cuestión antes citado. En el caso de acero trefilado (tipo T) tanto el inicio de la lectura como la separación entre los campos se efectúa mediante omisión de corrugas en lugar de regruesado de las mismas, (Ver Figura 2.1). Alternativamente, el fabricante puede optar por el sistema de identificación basado en la incorporación de cifras (ver Figura 2.2). En este caso, el inicio de lectura los constituye una O mayúscula y las cifras se separan entre sí por medio de algunas corrugas normales. Como información adicional el fabricante puede disponer sobre la superficie de la barra un conjunto de letras identificativas de la fábrica en cuestión y/o de la marca de calidad del acero (ver Figura 2.3).
Identificación del tipo de acero La identificación del tipo de acero se efectúa en base a la disposición general de las corrugas en los dos sectores en los que se divide la barra, tal y como se indica en la Tabla 2.8.
Identificación de la forma de suministro Para diferenciar la forma de suministro, barra o rollo, el criterio adoptado es que el material procedente de rollo, lleva, en el sector opuesto al utilizado para la identificación del país y fabricante, una marca de laminación consistente en una única corruga regruesada dispuesta a intervalos regulares.
20
Monografía M-24
Tabla 2.8.- Identificación del tipo de acero por las características de la geometría de sus corrugas.
B 400 S
Definición de su geometría
Especificaciones normativas
Todas las corrugas tienen la misma inclinación, pero presentan separaciones diferentes en cada uno de los sectores de la barra.
El ángulo de inclinación de las corrugas será, en los dos sectores del corrugado, de 60º 10º.
Ejemplo
En el sector en el que las corrugas tienen igual inclinación, el ángulo 1 será de 60º 10º.
B 500 S
Las corrugas de uno de los sectores tienen la misma inclinación y están uniformemente separadas. Las del otro sector están agrupadas en dos series de la misma separación pero distinta inclinación.
B 400 SD
Todas las corrugas, en ambos sectores de la barra, tienen la misma separación y la misma inclinación.
El ángulo de inclinación de las corrugas será, en los dos sectores del corrugado, de 70º 10º.
B 500 SD
Las corrugas están agrupadas en dos series de la misma separación pero distinta inclinación, igual en ambos sectores.
La inclinación de una de las series de corrugas será 1 75º y la de la otra 2 45 º. La diferencia entre ambas, 1 - 2, será siempre mayor o igual a 10º.
En el sector con dos series de inclinaciones, el ángulo, 2, de las corrugas de mayor inclinación será de 75º como máximo y las de menor inclinación tendrán, como mínimo, un ángulo, 3, de 45º. La diferencia 2 - 3 será, en cualquier caso, igual o mayor a 10”.
21
ACHE
Figura 2.1.- Sistema de identificación mediante regruesamiento de corrugas de un acero tipo B 400 S.
Figura 2.2.- Sistema de identificación mediante cifras de un acero tipo B 500 SD.
Distintivo de calidad
Primer dígito del límite elástico nominal
N FAB Nombre del fabricante
7
9
Figura 2.3.- Información adicional del fabricante marcada sobre la barra.
22
Monografía M-24 2.5. TRAZABILIDAD Desde el punto de vista de la construcción, y más concretamente dentro del ámbito de las estructuras de hormigón, la trazabilidad podría definirse como la posibilidad de encontrar y seguir el rastro, a través de todas las etapas de producción, transformación y distribución, de un material o producto de construcción destinado a incorporarse con carácter definitivo a una estructura de hormigón. Su aplicación en diversas industrias y áreas ha tenido un extraordinario desarrollo en países avanzados en los que se han generado normativas específicas, justificándose gracias a las mejoras experimentadas en las actividades económicas como consecuencia de una mayor eficiencia en los procesos productivos, menores costes ante fallos, mejor servicio a clientes, etc. En este ámbito cabe mencionar sectores como los de automoción, aeronáutica, distribución logística, electrónica de consumo, alimentación o, como el caso que nos compete, la construcción. Atendiendo a esta definición podríamos decir que existen dos ámbitos de trazabilidad: -
Trazabilidad descendente o aguas abajo, es decir, saber de forma precisa dónde están los lotes de productos a lo largo de la cadena de suministros, especialmente útil para los fabricantes.
-
Trazabilidad ascendente o aguas arriba, es decir, poder seguir exactamente el origen de la mercancía y los procesos por los que ha pasado antes de llegar al punto final, especialmente interesante para distribuidores o consumidores finales.
En el caso que nos ocupa, desde el punto de vista de la empresa (Suministradora de materiales, de elaboración de ferralla o constructora), la trazabilidad consiste en la capacidad de asociar los lotes de producto acabado que produce con: -
Los destinos a los que se han enviado dichos lotes de producto (trazabilidad descendente).
-
Los lotes de materias primas o productos con los que fueron producidos (trazabilidad interna y ascendente).
Por lo tanto, para que se pueda lograr la trazabilidad en los dos sentidos es necesario: 1. Recibir la información de proveedores y transmitirla a clientes. 2. Controlar los lotes en el proceso productivo o en la logística de almacenamiento y de expedición. Para llevar a cabo la trazabilidad de un material o de un producto es preciso pasar por una serie de etapas: 1. Registro de la información: cada agente involucrado en la cadena de suministro debe disponer de un sistema preparado para poder generar, gestionar y registrar la información de trazabilidad necesaria en cada momento. 2. Correcta identificación del producto y de sus características asociadas: todas las unidades y/o agrupaciones de consumo deben estar codificadas y simbolizadas con un código que las identifique de forma individual y no ambigua. 3. La transmisión de la información: la información de trazabilidad necesaria debe ser transmitida de forma correcta al siguiente agente de la cadena de suministros.
23
ACHE La Instrucción EHE-08 le da una gran importancia a la trazabilidad, de forma que vincula la conformidad de una estructura a que se haya conseguido una adecuada trazabilidad con los productos que se han colocado en ella con carácter permanente, como el hormigón, las armaduras o los elementos prefabricados, así como cualquier otro producto empleado en su elaboración (Art. 80). En el caso de que el proyecto establezca un control de ejecución intenso, que permite, entre otras cuestiones, la posible reducción de los coeficientes parciales de seguridad de los materiales, se exige la consecución de la trazabilidad de los Suministradores, partidas y/o remesas de los productos con cada uno de los elementos estructurales ejecutado en la obra (Art. 80). La Instrucción establece la obligatoriedad a los Suministradores de materiales y de productos de que establezcan un sistema que garantice la trazabilidad de éstos y al Constructor para que disponga de un sistema de gestión implantado para su adecuado registro y seguimiento, siendo en última instancia la Dirección Facultativa la responsable de velar por la eficacia del sistema. Para la consecución de esta trazabilidad se establece un sistema documental que se apoya fundamentalmente en los siguientes elementos: -
Albaranes de suministro.
-
Certificados de garantía del fabricante.
-
Certificados de ensayo.
-
Certificados de garantía del producto suministrado.
-
Sistemas de etiquetado con códigos informatizados, obligatorio en el caso de materiales o productos en posesión de un distintivo de calidad oficialmente reconocido.
Además, y para limitar los errores que pudieran producirse, se pide la gestión informatizada del proceso.
La trazabilidad del acero debe llegar hasta la identificación de la colada, exigiéndose una serie de información de cada partida que se suministre y que se resume a continuación: -
Antes de que comience el suministro: o
o
2
Si está en posesión de un Distintivo de Calidad Oficialmente Reconocido (DOR).
Identificación de la entidad certificadora.
Número del certificado.
Fecha de expedición del certificado.
Si no está en posesión de un DOR.
Certificado de ensayo que garantice el cumplimiento de las especificaciones del artículo 32º.2
Nombre del laboratorio.
Fecha de emisión.
Certificado de homologación de adherencia (en su caso).
Certificado de resistencia a fatiga (en su caso).
Certificado de resistencia a carga cíclica (en su caso).
Este exigencia, recogida en el Anejo 21 de la Instrucción EHE-08, no indica el alcance del mencionado certificado, su periodicidad, el tamaño muestral sobre el que deben efectuarse los ensayos, los criterios de aceptación y rechazo, etc.
24
Monografía M-24 -
Durante el suministro: o
Fecha de suministro.
o
Lugar de suministro.
o
Cantidad suministrada.
o
Identificación del peticionario.
o
Nombre del suministrador.
o
Nombre del fabricante.
o
Marca comercial.
o
Forma de suministro (barra o rollo).
o
Tipo de acero.
o
Diámetro.
o
Colada.
2.6. CERTIFICACIÓN Los materiales y los productos de construcción que se incorporen con carácter permanente a las estructuras deben presentar las características suficientes para que la estructura cumpla las exigencias establecidas por la Instrucción EHE-08, para lo cual se establecen unos criterios y mecanismos de control. El objetivo del control es, en definitiva, comprobar que estos materiales y productos satisfacen las exigencias básicas establecidas para ellos con un determinado nivel de garantía. Ahora bien, de forma voluntaria, los productos y los procesos pueden disponer de un nivel de garantía superior al mínimo requerido, avalado mediante las correspondientes auditorias, inspecciones y ensayos realizados sobre sus sistemas de calidad, sus controles de producción y sus productos. Normalmente el sistema seguido para ello es el del distintivo de calidad, conociéndose a los productos que los poseen como productos certificados, como es el caso de los aceros o de las armaduras pasivas. Cuando los distintivos voluntarios de calidad facilitan el cumplimiento de las exigencias de la Instrucción EHE-08 pueden ser reconocidos por las Administraciones Públicas competentes en el ámbito de la construcción pertenecientes a cualquier Estado miembro del Espacio Económico, pasando a denominarse Distintivos de Calidad Oficialmente Reconocidos (DOR). La Instrucción contempla dos posibles vías para poder demostrar que un material, producto o proceso presenta un nivel de garantía superior al mínimo reglamentariamente exigible: a) Mediante la posesión de un DOR. b) Mediante el establecimiento de un sistema equivalente a un distintivo voluntario de calidad, validado y supervisado por la Dirección Facultativa, que permita que los productos fabricados en la propia obra o los procesos llevados a cabo en la misma, alcancen unas garantías equivalentes a las exigidas a los distintivos de calidad para ser oficialmente reconocidos. A aquellos productos o procesos que presentan este nivel de garantía superior se les aplica una serie de consideraciones especiales en el proceso de recepción, e incluso en los coeficientes parciales de seguridad de los materiales.
25
ACHE 2.6.1. Reconocimiento oficial de los distintivos de calidad Al tratarse de iniciativas voluntarias, los distintivos de calidad pueden presentar diferentes criterios para su concesión. Por ello, la Instrucción EHE-08 establece las condiciones que permiten discriminar cuándo estos distintivos conllevan un nivel de garantía adicional al mínimo reglamentario y pueden, por lo tanto, ser objeto de reconocimiento oficial por parte de las Administraciones competentes. La Administración competente que efectúe el reconocimiento oficial del distintivo debe comprobar que se cumplen los requisitos establecidos por la Instrucción EHE-08 para ello y velar para que éstos se mantengan en el tiempo, para lo cual debe tener acceso a toda la documentación relacionada con el distintivo, pudiendo participar en los órganos que adopten decisiones en materia de certificación. Una vez efectuado el reconocimiento de un distintivo voluntario de calidad, la Administración que ha efectuado el reconocimiento lo debe comunicar oficialmente al Secretario General Técnico del Ministerio de Fomento quien resolverá, en su caso, la inscripción en el registro de distintivos oficialmente reconocidos así como su inclusión en la relación que figura en la página WEB de la Comisión Permanente del Hormigón (www.fomento.es/cph), para su difusión y general conocimiento. La Dirección Facultativa, al amparo de lo establecido por la Instrucción EHE-08, puede aplicar unas consideraciones especiales para aquéllos productos y procesos en posesión de un DOR, en base a sus niveles de garantía adicionales, que por lo general se refieren a la exención de efectuar sobre ellos ensayos de recepción o visitas a los centros de producción.
2.6.2. Ventajas asociadas a los aceros para armaduras pasivas en posesión de un Distintivo de calidad Oficialmente Reconocido (DOR) El empleo de aceros para armaduras pasivas en posesión de un DOR presenta una serie de ventajas reglamentarias, derivadas de las consideraciones especiales que se contemplan para él. 1. Mayor seguridad, derivada de la utilización de criterios que reducen el riesgo global del usuario de aceptar como buenos productos no conformes. 2. Exención de la realización de ensayos de recepción en tanto en cuanto no esté en vigor el marcado CE para estos productos. 3. Posibilidad de reducir el coeficiente parcial de seguridad del acero, s, de 1,15 a 1,10 cuando, además de que el acero disponga de un DOR: a. la ejecución de la estructura se controle con nivel intenso, o b. cuando las armaduras pasivas estén también en posesión de un DOR, o formen parte de un elemento prefabricado que ostente un DOR. 4. Reducción de los ensayos de validación de los procesos de enderezado a un único ensayo mensual. 5. Reducción a la mitad de los ensayos de comprobación de la conformidad de las características mecánicas de las armaduras elaboradas y de la ferralla armada suministradas a la obra.
26
Monografía M-24 2.7. RECOMENDACIONES DE EMPLEO En la confección de armaduras pasivas para estructuras de hormigón únicamente pueden emplearse aceros soldables. Las barras y rollos de acero corrugado soldable se emplean para la elaboración de armaduras, mallas electrosoldadas y armaduras básicas electrosoldadas en celosía. En la elaboración de armaduras pasivas, y siempre que se aplique cualquier proceso de soldadura, no deben emplearse diámetros inferiores a 8 mm. En el caso de mallas electrosoldadas o de armaduras básicas pueden emplearse todos los diámetros. Los aceros con características especiales de ductilidad: -
Son obligatorios para estructuras en zonas sísmicas.
-
Están especialmente indicados en el caso de que se vaya a efectuar un cálculo plástico, en elementos sometidos a la acción de la fatiga y, en general, para todas aquellas estructuras que puedan estar sometidas a acciones imprevistas de cierta importancia, tales como explosiones, incendios, etc.
Es importante resaltar que los aceros con características especiales de ductilidad cumplen todas las especificaciones y requisitos exigidos a los otros tipos de aceros contemplados en la Instrucción EHE-08, por lo que pueden emplearse, a igualdad de limite elástico, en cualquier caso y en sustitución de cualquiera de ellos aportando a la estructura, o al elemento estructural, unas capacidades adicionales de ductilidad que redundarán en un mayor nivel de seguridad ante acciones imprevistas. Las condiciones de adherencia entre el hormigón y el acero pueden garantizarse mediante el cumplimiento de un determinado valor del área proyectada de corrugas, fR, o bien mediante la obtención de un certificado de homologación de adherencia por vía experimental a través del ensayo de viga. Esta segunda vía presenta la importante ventaja de poder utilizarse longitudes de anclaje y solape inferiores a las correspondiente al caso anterior del orden de un 40 % (ver apartado 4), y, en cualquier caso, si en el proyecto se hubiera considerado la utilización de aceros con un determinado valor del área proyectada de corrugas, fR, el empleo de aceros con certificado de homologación de adherencia, estaría siempre del lado de la seguridad en cuanto a las condiciones de adherencia. Los alambres corrugados o grafilados están específicamente diseñados para la elaboración de armaduras normalizadas, es decir, mallas electrosoldadas y armaduras básicas electrosoldadas en celosía, no pudiéndose emplear en la confección de armaduras elaboradas o ferrallas armadas. El empleo de estos aceros no está, por otro lado, permitido en estructuras situadas en zona sísmica. En las mallas electrosoldadas los alambres corrugados pueden emplearse como elementos longitudinales y transversales, no debiéndose mezclar con barras corrugadas en ningún caso. Los alambres de 4 y 4,5 mm de diámetro sólo pueden emplearse en mallas empleadas como armadura de reparto en losas superiores de hormigón en forjados unidireccionales con viguetas o losas alveolares. En este caso, la separación entre elementos longitudinales y transversales no puede ser superior a 350 mm. Si esta armadura de reparto se fuese a tener en cuenta a los efectos de la comprobación de Estados Límites Últimos, el diámetro de sus elementos no puede ser inferior a 5 mm.
27
ACHE En armaduras básicas electrosoldadas en celosía los alambres corrugados o grafilados pueden emplearse tanto en cordones longitudinales como en elementos de conexión. Los alambres lisos sólo pueden emplearse como elementos de conexión de armaduras básicas electrosoldadas en celosía. Como en el caso de los alambres corrugados, los alambres lisos tampoco pueden emplearse en estructuras situadas en zonas sísmicas.
28
Monografía M-24
3. Armaduras pasivas La Instrucción EHE-08 define la armadura pasiva como “el resultado de montar en el correspondiente molde o encofrado las armaduras normalizadas, armaduras elaboradas o ferralla armada que, convenientemente solapadas y con los recubrimientos adecuados, tienen una función estructural”. Las características mecánicas, químicas y de adherencia de las armaduras pasivas serán las de las armaduras normalizadas o, en su caso, las de la ferralla armada que las componen, y que en última instancia no son ajenas a las características de los productos de acero con las que son confeccionadas. En el caso de estructuras sometidas a acciones sísmicas las únicas armaduras que pueden ser utilizadas son aquellas que tengan características especiales de ductilidad: AP 400 SD y AP 500 SD. Tabla 3.1.- Tipos de armaduras pasivas.
Tipo de armadura
Designación
Armadura pasiva de baja ductilidad
AP 400 T
(*)
Armadura pasiva de ductilidad normal
Armadura pasiva con características especiales de ductilidad
AP 500 T
AP 400 S
AP 500 S
AP 400 SD
AP 500 SD
Alargamiento total bajo carga máxima, max (%)
—
—
5,0
5,0
7,5
7,5
Tipo de acero
—
—
B 400 S
B 500 S
B 400 SD
B 500 SD
Tipo de malla electrosoldada
ME 400 T
ME 500 T
ME 400 S
ME 500 S
ME 400 SD
ME 500 SD
Tipo de armadura básica electrosoldada en celosía
AB 400 T
AB 500 T
AB 400 S
AB 500 S
AB 400 SD
AB 500 SD
(*) Aunque este tipo de armadura normalizada está recogida en el artículo 33 de la Instrucción EHE-08 en la práctica no existe al considerar para su elaboración un tipo de acero (B 400 T) que no está definido en el artículo 32.3.
3.1. ARMADURAS NORMALIZADAS Las armaduras normalizadas son aquellas que se confeccionan en base a una norma de producto, existiendo dos tipos fundamentales: mallas electrosoldadas y armaduras básicas electrosoldadas en celosía, ambas conformes con la norma UNE-EN 10080.
3.1.1. Mallas electrosoldadas Las mallas electrosoldadas son armaduras formadas por la disposición de barras o alambres corrugados, longitudinales y transversales, de igual o diferente diámetro nominal, que se cruzan entre sí perpendicularmente y cuyos puntos de contacto se unen mediante soldadura eléctrica en un proceso de producción en serie en una instalación industrial, debiendo ser conformes a lo indicado en la norma UNE-EN 10080.
29
ACHE La Instrucción EHE-08 tipifica las mallas electrosoldadas en función del tipo de acero con que están elaboradas, tal y como se recoge en la Tabla 3.2. Las mallas elaboradas bajo pedido específico, también conocidas como “mallas especiales”, están contempladas en la norma UNE-EN 10080 (apartado 7.3.5) y por lo tanto han de ser consideradas, a todos los efectos, como armaduras normalizadas. 3.1.2. Armaduras básicas electrosoldadas en celosía La armadura básica electrosoldada en celosía es una estructura espacial formada por un cordón superior y uno o varios cordones inferiores, todos ellos de acero corrugado, y una serie de elementos transversales, lisos o corrugados, continuos o discontinuos y unidos a los cordones longitudinales mediante soldadura eléctrica en un proceso de producción en serie en una instalación industrial ajena a la obra, cuyas características han de ser conformes a la norma UNE-EN 10080. Los cordones longitudinales pueden estar constituidos por barras o alambres corrugados, mientras que los elementos transversales pueden ser alambres, lisos o corrugados. La Instrucción EHE-08 tipifica las armaduras básicas en función del tipo de acero con que están elaboradas, tal y como se recoge en la Tabla 3.3. Tabla 3.2.- Tipos de mallas electrosoldadas Tipos de mallas electrosoldadas
ME 500 SD
ME 400SD
ME 500S
ME 400 S
ME 500 T
ME 400 T
B 500 SD
B 400 SD
B 500 S
B 400 S
B 500 T
B 400 T (*)
Tipo de acero (*) Este tipo de acero no está definido en el artículo 32.3. Nota: la carga de despegue de las uniones soldadas debe cumplir la siguiente condición: Fs = 0,25 fy An Siendo: Límite elástico, en N/mm2. fy sección nominal del mayor de los elementos que constituyan la unión o uno de los elementos An pareados, según se trate de mallas electrosoldadas simples o dobles respectivamente, en mm. Tabla 3.3.- Tipos de armaduras básicas electrosoldadas en celosía Tipos de armaduras básicas electrosoldadas en celosía
AB 500 SD
AB 400SD
AB 500S
AB 400 S
AB 500 T
AB 400 T
Tipo de acero de los cordones longitudinales
B 500 SD
B 400 SD
B 500 S
B 400 S
B 500 T
B 400 T (*)
(*) Este tipo de acero no está definido en el artículo 32.3. Nota: la carga de despegue de las uniones soldadas debe cumplir la siguiente condición: Fw ≥ 0,25 fyL AnL Fw ≥ 0,60 fyD AnD Siendo: Límite elástico, en N/mm2, de los elementos longitudinales (L) o diagonales (D). fy Sección nominal, en mm2, del cordón longitudinal (L) o de las diagonales (D). An
30
Monografía M-24 3.2. ARMADURAS EN EL PROYECTO Existen los siguientes tipos:
Armadura elaborada Cada una de las formas que resultan de aplicar los procesos de enderezado, de corte y de doblado a partir de acero corrugado o, en su caso, a partir de mallas electrosoldadas. Ferralla Conjunto de procesos de transformación de productos de acero mediante corte, doblado o armado, según el caso. Armado Operación de montaje de la armadura pasiva proporcionándole su disposición geométrica definitiva, en su caso, a partir de las armaduras elaboradas. Ferralla armada Resultado de aplicar a las armaduras elaboradas los correspondientes procesos de armado, bien mediante atado por alambre o mediante soldadura no resistente. Montaje Operación de colocación de la ferralla armada en el encofrado configurando la armadura pasiva definitiva antes de hormigonar, disponiendo los separadores pertinentes para asegurar el cumplimiento de las exigencias de recubrimiento del proyecto.
3.3. CARACTERÍSTICAS DE LAS ARMADURAS PASIVAS A EFECTOS DE CÁLCULO 3.3.1. Diagrama tensión-deformación característico del acero para armaduras pasivas La Instrucción EHE-08 adopta como base de sus cálculos un diagrama tensión-deformación característico asociado a un porcentaje del 5 por 100 de diagramas tensión-deformación más bajos. El diagrama característico tensión-deformación del acero en tracción es aquel que tiene la propiedad de que los valores de la tensión, correspondientes a deformaciones no mayores que el 10 por 1.000, presentan un nivel de confianza del 95 por 100 con respecto a los correspondientes valores obtenidos en ensayos de tracción. En compresión la Instrucción admite que se adopte el mismo diagrama que en tracción. De acuerdo con esta definición el diagrama tensión-deformación debería determinarse de forma experimental. Dado que ello no es habitual, se admite un diagrama bilineal como el representado en la Figura 3.1, en el que la rama de compresión es, en todos los casos, simétrica de la de tracción respecto al origen, adoptando como valores que lo definen los nominales exigidos para el material.
31
ACHE
Figura 3.1.- Diagrama característico tensión-deformación para armaduras pasivas.
3.3.2. Diagrama tensión-deformación de cálculo del acero para armaduras pasivas Atendiendo a que la resistencia de cálculo del acero se define como el resultado de dividir el valor del límite elástico característicos por el coeficiente parcial de seguridad del acero,
f yd
f yk
s
el diagrama tensión-deformación de cálculo del acero para armaduras pasivas (en tracción o en compresión) se deduce del diagrama característico mediante una afinidad oblicua, paralela a la recta de Hooke, de razón 1/s. A falta de datos experimentales habría que partir de un diagrama característico como el indicado en la Figura 3.1 del que se obtendría el diagrama de cálculo de la Figura 3.2, en el que se admite como simplificación que la rama a partir de fyd sea horizontal en lugar de ascendente. La pendiente del límite elástico se toma, por convenio, como Es = 200.000 N/mm2. Asimismo, se adopta como deformación máxima del acero en tracción en el cálculo max = 0,01. La Instrucción EHE-08 admite el empleo de otros diagramas de cálculo simplificados, siempre que su uso conduzca a resultados que estén suficientemente avalados por la experiencia.
Figura 3.2.- Diagrama tensión-deformación de cálculo para armaduras pasivas. 3.3.3. Coeficiente parcial de seguridad del acero, s Para el estudio de los Estados Límite Últimos es preciso minorar las características resistentes de los materiales mediante el uso de unos coeficientes parciales de seguridad que tienen en cuenta las desviaciones geométricas que se han podido producir en la sección, o el control estadístico que se ha efectuado de las características mecánicas de los mismos.
32
Monografía M-24 Estos coeficientes parciales de seguridad son susceptibles de ser modificados a la baja, siempre que se den una serie de circunstancias que garanticen una mayor precisión en las dimensiones geométricas de la sección, por ejemplo garantizadas por un control de ejecución intenso, o bien una menor dispersión en las características mecánicas de los materiales, como por ejemplo por estar éstos en posesión de un Distintivo de calidad voluntario Oficialmente Reconocido (DOR). En la Tabla 3.4 se recogen los valores del coeficiente parcial s correspondiente a los aceros para armaduras pasivas.
Tabla 3.4.-Coeficiente parcial de seguridad del acero para Estados Límite Últimos. Situación de proyecto
Acero para armaduras pasivas, s Normal
Reducido (1)
Persistente o transitoria
1,15
1,10
Accidental
1,0
1,0
(1) Se podrá utilizar el coeficiente parcial del acero reducido cuando se cumplan, al menos, dos de las siguientes condiciones: a) Que la ejecución de la estructura se controle con nivel intenso y que las tolerancias de ejecución de la estructura sean conformes a las definidas en el proyecto, que deberán ser igual de exigentes que las indicadas en el apartado 6 del Anejo 11 de la Instrucción EHE-08. b) Que la armadura pasiva esté en posesión de un distintivo de calidad oficialmente reconocido, o que forme parte de un elemento prefabricado que ostente un distintivo de calidad oficialmente reconocido. c) Que el acero para armaduras pasivas esté en posesión de un distintivo de calidad oficialmente reconocido.
3.3.4. Características de fatiga de las armaduras pasivas La variación de tensión máxima, debida a la carga de fatiga, debe ser inferior a los valores del límite de fatiga indicados en la Tabla 3.5. En el caso de solicitaciones de fatiga deben evitarse en lo posible las uniones de barras por soldadura. Si éstas fueran inevitables, únicamente se admite su unión a tope con penetración total. En cuanto al criterio de fatiga a adoptar para las mismas, se recomienda reducir los valores de la Tabla 3.4 en un 50 %, a menos que se tengan resultados de ensayo específicos.
33
ACHE Tabla 3.5.- Límite de fatiga para armaduras pasivas Límite de fatiga D (N/mm2)
Armadura pasiva Barras
150
Mallas electrosoldadas
100
Nota: En el caso de barras dobladas, a falta de resultados experimentales específicos y representativos, el límite de fatiga deberá disminuirse según el siguiente criterio:
d D, red 1 3 D D donde: d diámetro de la barra; D diámetro de doblado. En el caso de estribos verticales de diámetro menor o igual a 10 mm, no es preciso realizar ningún tipo de reducción del límite de fatiga.
3.4 DESIGNACIÓN E IDENTIFICACION Armaduras normalizadas La designación de las mallas electrosoldadas y de las armaduras básicas electrosoldadas en celosía ha de realizarse de conformidad con los apartados 5.2 y 5.3 de la norma UNE-EN 10080, respectivamente, cuyos detalles se recogen en la Tabla 3.6. Tabla 3.6. Designación de las mallas electrosoldadas y de las armadura básicas conforme a la norma UNE-EN 10080. Malla electrosoldada
Armadura básica electrosoldada en celosía
a) Designación de la forma de producto (malla electrosoldada).
a) Designación de la forma y/o nombre del producto (armadura básica electrosoldada en celosía).
b) El número de la norma europea (UNE-EN 10080).
b) El número de la norma europea (UNE-EN 10080).
c) Dimensiones nominales del producto: - Dimensiones de los elementos. - Dimensiones del panel. - Separación entre elementos. - Sobrelargos.
c) La altura de diseño. d) Las dimensiones nominales del: - Cordón superior. - Diagonal. - Cordón inferior
d) La clase o clases técnicas de los aceros utilizados.
d) La clase o clases técnicas de los aceros utilizados en el cordón superior, la diagonal y el cordón inferior.
Como en el caso anterior, de nuevo es imposible utilizar este sistema de designación, por lo que se propone el empleo de un sistema similar al descrito para el caso de los aceros. En ambos casos la designación comenzaría con las siglas AEH seguidas de la forma de producto: ME para mallas electrosoldadas y AB para armaduras básicas. Ejemplo: malla electrosoldada formada por elementos longitudinales y transversales de acero B 500 SD de 8 mm de diámetro, separados entre sí 30 cm con zona de solapo estándar; panel de 6 m de longitud y 2,20 m de anchura.
34
Monografía M-24 AEH / ME / UNE-EN 10080 / 8 – 8 / 6000 x 2200 / 300 x 300 / B 500 SD EHE-08 Ejemplo: armadura básica de 12 m de longitud, 90 mm de anchura por 170 mm de altura, constituida por alambres corrugados B 500 T, con cordones superior e inferiores de 6 mm de diámetro y una diagonal de 5 mm de diámetro y 200 mm de paso.
AEH / AB / UNE-EN 10080 / 170 / 6 – 5 – 6 / B 500 T EHE-08
Además de las marcas de identificación del fabricante y tipo de acero de los elementos individuales que constituyen la malla electrosoldada, el paquete de mallas debe ir acompañado de una etiqueta en la que figure, además de la información relativa al producto, el fabricante de la malla, así como la(s) clase(s) técnica(s) del producto. De igual forma, además de las marcas del fabricante y del producto dispuestas en cada uno de los elementos individuales que constituyen la armadura básica, debe adjuntarse una etiqueta al paquete de armaduras básicas para indicar el fabricante de las mismas y la(s) clase(s) técnica(s) del producto.
3.5 TRAZABILIDAD 3.5.1. Generalidades
La armadura pasiva debe registrar los datos aportados por el acero empleado en su elaboración y transmitirlos junto con la siguiente información: -
Antes de que comience el suministro: o
En el caso de armaduras normalizadas:
o
Certificado de garantía del fabricante del cumplimiento de todas las exigencias establecidas por la Instrucción EHE-08.
En el caso de armaduras elaboradas según proyecto:
En posesión de un DOR.
Identificación de la entidad certificadora.
Número del certificado.
Fecha de expedición del certificado.
Si no posee un DOR.
Certificado de cualificación soldaduras no resistentes.
Certificado de homologación de soldadores para soldaduras resistentes.
Certificado de garantía del cumplimiento de todas las especificaciones establecidas por la Instrucción EHE-08 con relación a la soldadura.
Certificado de resultado de ensayos.
Nombre del laboratorio.
Fecha de emisión.
del
personal
que
efectúa
35
ACHE -
Una vez comenzado el suministro: o
Fecha de suministro.
o
Lugar de suministro.
o
Nombre de la instalación de ferralla.
o
Identificación del peticionario.
o
Identificación del acero utilizado.
o
Identificación de la armadura.
o
Cantidad suministrada.
El establecimiento de un sistema de trazabilidad permite determinar con claridad la responsabilidad de cada uno de los agentes intervinientes en el proceso que, como parte interesada, deben velar por el adecuado funcionamiento del sistema. En este sentido, el hecho de que se rompa la cadena de la trazabilidad en un determinado punto de la misma hace que la responsabilidad recaiga sobre el último eslabón de dicha cadena; por ejemplo en el caso de que se produjese algún tipo de siniestro o daño. La Dirección Facultativa es, en última instancia, la responsable de velar porque se mantenga una adecuada trazabilidad de los productos que se colocan en la obra y cualquier otro producto que se haya empleado, pudiendo exigir que esta trazabilidad llegue hasta el elemento estructural en el caso de que el proyecto hubiese prescrito el sistema de control de ejecución intenso. Dado que la Dirección Facultativa es la responsable de la elaboración y aprobación del programa de control de la obra, es recomendable que en el mismo se introduzcan controles específicos para la comprobación de que los sistemas de gestión de la trazabilidad utilizados han sido los adecuados. Aunque en este punto concreto la Instrucción EHE-08 no indica nada al respecto, la Dirección Facultativa debería establecer su propio sistema de trazabilidad, de forma que pueda relacionar las actividades de control e inspección realizadas, no sólo con los elementos ejecutados, sino también con los ensayos de recepción efectuados y los resultados de los mismos. En relación al acero, como producto para la elaboración de armaduras pasivas, en el caso en el que las armaduras se elaboren en un taller de ferralla situado en la obra (Art 69.2.1) las responsabilidades de la Dirección Facultativa son las siguientes: -
Aprobación del suministro de acero a la vista de la documentación previa presentada.
-
Control de recepción de los productos de acero que lleguen a la obra (Art. 87). o
Control documental.
o
Toma de muestras y realización de ensayos, en su caso.
En el caso de la recepción de las armaduras pasivas, las responsabilidades de la Dirección Facultativa son las siguientes: -
36
Aprobación de Suministradores de armaduras en base a la documentación previa al suministro facilitada por el Suministrador o, en su caso, por el Constructor (Art. 88.4.1).
Monografía M-24 -
Recabar evidencias del sistema empleado para mantener la trazabilidad de los productos de acero empleados en el caso de instalaciones de ferralla ajenas a la obra (Art. 69.2.1).
-
Recabar evidencias de que el sistema de control de producción de las armaduras normalizadas es conforme a lo indicado en el artículo 69.2.4 de la Instrucción (Art. 88.4.2).
-
Inspección de las instalaciones de elaboración de ferralla, obligatoria en el caso de que ésta pertenezca a la obra y optativa en el caso de que sea ajena a la misma (Art. 88.4.2).
-
Aprobación de los despieces de la armadura, obligatoria cuando éstos introduzcan modificaciones a los prescritos en el proyecto (Art. 69.3.1 y 88.4.1).
-
Control de recepción de las armaduras normalizadas que lleguen a la obra (Art. 88.1).
-
Control de recepción de armaduras elaboradas y ferralla armada, tanto si se han elaborado en la obra como en una instalación ajena a la misma (Art. 88.1). o
Control documental.
o
Toma de muestras y realización de ensayos, en su caso.
-
Supervisión y custodia del certificado final de suministro de las armaduras pasivas facilitado por el Suministrador o, en su caso, por el Constructor (Art. 88.6).
-
Controles de ejecución sobre las dimensiones, montaje de las armaduras mediante soldadura o atado y colocación de éstas en los encofrados, de conformidad con el programa de control (Art. 92.5).
Por su parte, el constructor debe disponer de un sistema de gestión de los materiales, productos y elementos que se vayan a colocar en la obra. Este sistema de gestión debe tener, al menos, los siguientes elementos (Art. 66.2): -
Un registro de suministradores de la obra, con identificación completa de los mismos.
-
Un registro de materiales y productos suministrados. En él no sólo hay que identificar al suministrador sino también la partida o remesa a la que pertenece.
-
Un sistema de gestión de acopios que permita la trazabilidad de cada una de las partidas o remesas que lleguen a la obra.
-
Un registro de unidades ejecutadas que relacione a éstas con las partidas de productos utilizados.
En el caso de las armaduras pasivas, si la ferralla se elabora en la propia obra las exigencias de mantenimiento de la trazabilidad son similares a las de una instalación ajena a la obra, con la salvedad de que no se impone, aunque obviamente no se impide, la obligatoriedad de que se emplee un sistema de etiquetas para facilitar la gestión de la trazabilidad. La instalación de ferralla, ajena o propia de la obra, debe disponer de un sistema, preferentemente informatizado, para la gestión de los acopios que permita mantener la trazabilidad hasta el fabricante del acero empleado para cualquiera de los procesos desarrollados en la instalación de ferralla (Art. 69.2.3). Las armaduras elaboradas y ferralla armada que se suministren a la obra deben ir acompañadas de las correspondientes etiquetas que permitan la identificación inequívoca de la trazabilidad del acero, de sus características y de la identificación del elemento al que están destinadas, de acuerdo con el despiece que se haya efectuado (Art. 69.6).
37
ACHE Una vez recepcionado el acero en la ferralla, con las mismas condiciones y exigencias que si se recibiera en obra, éste debe ser adecuadamente almacenado para evitar no sólo su deterioro, sino también para poder llevar a cabo una adecuada trazabilidad. Lo más habitual es mantener los paquetes de barras y los rollos con sus etiquetas originales, o bien con etiquetas generadas por el propio sistema de trazabilidad de la ferralla en el que se identifique, al menos, al fabricante y colada del acero utilizado. Posteriormente, para cada conjunto de armaduras elaboradas del mismo fabricante, colada y diámetro, se han de generar nuevas etiquetas en las que a la información inicial proporcionada por el fabricante de acero se ha de añadir una información adicional en la que, al menos, el sistema identifique: -
Nombre del proyecto al que se destinan las armaduras elaboradas.
-
Datos del cliente.
-
Designación de la pieza de acuerdo con los planos de despiece de las armaduras.
-
Un código interno de trazabilidad cuya misión es identificar quién, dónde y cuándo se han elaborado las armaduras en cuestión (turno, máquina, fecha, etc.) con el fin de poder conocer en todo momento a los responsables de la elaboración y los medios empleados y poder así corregir cualquier problema que pudiera existir y que se hubiera detectado con posterioridad.
En el caso de elementos de ferralla armada, la información que ha de recoger la etiqueta correspondiente a cada una de las armaduras de los distintos elementos, ha de ser la suma de la información correspondiente a cada una de las armaduras elaboradas que formen parte de la misma, más la correspondiente a la etapa de elaboración de la armadura de la pieza en cuestión. El papel de los fabricante de armaduras normalizadas, mallas electrosoldadas y armaduras básicas electrosoldadas en celosía, es similar al descrito para las instalaciones de ferralla con la diferencia de que sus productos no se elaboran bajo pedido sino de conformidad con una norma de producto, por lo que, en sus etiquetas se hace referencia a la designación específica del producto según la norma, y que en lugar de dar indicación sobre el/los fabricantes de acero y coladas utilizadas en la elaboración de las armadura normalizadas suministradas, se suele proporcionar un código de trazabilidad que permite identificar esta información en el sistema interno del fabricante. La información mínima que se exige que figure en la etiqueta de los productos de acero corrugado es, según la norma UNE-EN 10080, la siguiente: -
Nombre o marca comercial y la dirección registrada del fabricante.
-
Especificación genérica del producto: ACERO PARA ARMADURAS DE HORMIGÓN ARMADO.
-
Descripción del producto (en función de su forma de suministro).
-
Clase de acero (tipo de acero recogido en la EHE-08).
-
Referencia a la norma de producto.
-
Referencia de fabricación.
El proceso de elaboración del acero comienza con la colada, entendida como la cantidad de acero fundido de forma conjunta en una misma operación, de forma que se obtiene la homogeneización de sus características (de forma primordial, de su composición química) y que, vertida de forma continua en moldes (colada continua) se solidifica y forma la palanquilla, lingote de sección rectangular y longitud tal que permite su adecuada manipulación y transporte. El tamaño de la colada depende del tamaño del horno y suele estar comprendida entre 100 y 150 toneladas.
38
Monografía M-24 Las palanquillas son posteriormente transformadas en barras y rollos corrugados en un proceso de laminación en caliente en el que el acero es sometido a unas operaciones de forja, mediante la progresiva reducción de la sección de la palanquilla hasta el diámetro final, y de temple, mediante un sistema de enfriamiento controlado, que le confieren sus características finales. En el sistema de trazabilidad interno del fabricante todas las operaciones de fabricación, y los controles de calidad han de quedar registrados, de manera que en el caso de producirse cualquier problema o se precise más información, se tenga acceso a la misma o pueda identificarse la causa del problema y adoptarse las medidas correctoras oportunas. La información mínima que se exige que figure en la etiqueta de los productos corrugados es, según la norma UNE-EN 10080, la siguiente: -
Nombre o marca comercial y la dirección registrada del fabricante.
-
Especificación genérica del producto: ACERO PARA ARMADURAS DE HORMIGÓN ARMADO.
-
Descripción del producto (en función de su forma de suministro).
-
Clase de acero (tipo de acero recogido en la EHE-08).
-
Referencia a la norma de producto.
-
Número de colada.
3.5.2. El tratamiento informático de las trazabilidad Dada la complejidad que conlleva la gestión de un sistema de trazabilidad adecuado, en la práctica es impensable que con los medios actualmente disponibles éste se lleve a cabo con medios manuales, por lo que es recomendable utilizar las herramientas informáticas existentes. Una de las ventajas que ofrecen los sistemas informatizados es la de reducir al mínimo los errores humanos. De hecho estos errores suelen, en general, cometerse al introducir manualmente los distintos códigos empleados en la gestión, por lo que los sistemas informatizados prácticamente los eliminan. Por lo tanto, podría afirmarse que, en estos casos, cuanto menor sea la intervención del hombre el proceso es más fiable. Dentro de cada sistema informático de trazabilidad (fabricante, instalación de ferralla, empresa constructora) el tratamiento de la información está automatizado, pero debe salvarse la laguna de la transmisión de la información de uno a otro, que no puede, en general, efectuarse sin un soporte físico. Este soporte físico es la etiqueta que acompaña a los productos o la planilla de despiece correspondiente al pedido de la obra, por lo que en ambos ha de recurrirse a códigos informatizados impresos sobre los mismos: etiqueta y planilla. En octubre de 1952 se registró la primera patente de código de barras en Estados Unidos que unos años después serviría como sistema automático de identificación de los vagones de ferrocarril. Pero no fue hasta 1980 que el sistema alcanzó un verdadero éxito comercial y su implantación a nivel mundial. El código de barras se basa en la representación de un conjunto de líneas verticales paralelas de distinto grosor y con un espaciado entre ellas capaz de contener una determinada información. Ésta se procesa y almacena en base a un sistema digital binario.
39
ACHE Los códigos de barras se clasifican en dos grandes grupos: lineales y bidimensionales. Estos últimos presentan la ventaja de su alta capacidad de almacenamiento de datos así como los limitados errores de lectura que presenta (por contener información redundante) lo que le hace muy indicado en el caso de etiquetas que puedan estar expuestas a un cierto nivel de deterioro durante su transporte y manipulación, como pudiera ser el caso de los productos de acero para hormigón. La utilización de un código de barras bidimensional tiene muchas posibilidades. Una de ellas es la de permitir la existencia de dos fracciones del código, una abierta y legible por cualquier usuario y otra encriptada para uso interno del emisor. La primera fracción puede emplearse, por ejemplo, para contener los datos necesarios a efecto de la trazabilidad, tales como:
-
Fabricante.
-
Marca comercial.
-
Colada.
-
Forma de suministro.
-
Dimensiones nominales.
-
Tipo de acero.
Mientras que la parte encriptada puede emplearse para uso interno del fabricante o del suministrador en función de sus necesidades, conteniendo información para llevar a cabo el control de suministros, de stocks, de consumos, de trazabilidad interna de procesos, etc. La única dificultad que presenta el sistema es la existencia de diversos sistemas de códigos de barras lineales (EAN, Code 128, Code 39, Code 93, Codabar) y bidimensionales (PDF417, Datamatrix, QR) por lo que si no existe una coordinación mínima puede producir incompatibilidades entre usuarios.
40
Monografía M-24
4. La adherencia 4.1. INTRODUCCIÓN La adherencia entre el acero y el hormigón es fundamental para el funcionamiento conjunto de ambos materiales, y para poder asumir en el análisis estructural que las secciones planas permanecen planas. Mantener unas adecuadas condiciones de adherencia entre el acero y el hormigón asegura la resistencia de los elementos estructurales. Una reducción de la adherencia influye en muchos aspectos del comportamiento de los elementos estructurales, muy en particular en el anclaje y el solapo. Debe considerarse que un fallo de adherencia que conduzca al agotamiento de un anclaje o un solape tiene la forma de fallo repentino, prácticamente sin aviso. La adherencia entre hormigón y acero responde a diversos mecanismos. El primero de ellos sería la creación de enlaces químicos como consecuencia del fraguado de la pasta de cemento que rodea a la armadura pero que se rompen a muy bajas tensiones. Una vez que se produce el deslizamiento de la barra en el seno de la sección de hormigón comienzan a actuar las fuerzas de rozamiento entre el acero y el hormigón, que dependerán en gran medida de las características de rugosidad de la superficie de la armadura. Al ir aumentando el deslizamiento es el encaje producido por los resaltos, grafilas o corrugas del acero que constituye la armadura el principal elemento que proporciona unas adecuadas condiciones de adherencia. Llegados a este punto, se producen unas tensiones radiales en torno a la armadura que tiende a desprender al hormigón. Para evitar este efecto es básica la contribución del espesor de recubrimiento y de la armadura transversal que confina al hormigón. Para garantizar unas condiciones adecuadas de adherencia se recurre a realizar un ensayo de tipo sobre la geometría de los aceros, a partir del cual se emite un certificado de adherencia, o bien se evalúan las características a través de un indicador denominado índice de corruga.
4.2. EVALUACIÓN DE LAS CONDICIONES DE ADHERENCIA Las características de adherencia del acero pueden comprobarse mediante: -
el ensayo de viga, definido en el Anejo C de la norma UNE-EN 10080, o alternativamente,
por el área relativa de corruga, fR, o índice de corruga, definido en el apartado 7.4 de la norma UNE-EN 10080. 4.2.1 Certificado de homologación de adherencia El certificado de homologación de adherencia puede considerarse como el método de referencia para garantizar las condiciones de adherencia del acero utilizado en la confección de las armaduras pasivas. Este certificado debe ser emitido por un laboratorio oficial o acreditado conforme a la UNE-EN ISO 17025 para la realización del ensayo de viga definido en el Anejo C de la norma UNE-EN 10080. En el ensayo se comprueba que simultáneamente se cumplen las siguientes condiciones:
41
ACHE Tabla 4.1.-Tensiones de adherencia exigidas por el certificado de homologación de adherencia. Diámetro (mm) Requisito
8
8 a 32
> 32
bm (N/mm2)
6,88
7,84 – 0,12
4,00
bu (N/mm2)
11,22
12,74 – 0,19
6,66
Diámetro en mm.
bu Tensión de adherencia correspondiente a la carga máxima del ensayo. bm = (0,01 + 0,1 +1) / 3 i Tensión de adherencia correspondiente a un deslizamiento de i mm.
Información que ha de contener el certificado de homologación de adherencia
En el certificado de homologación de adherencia ha de figurar, al menos, la siguiente información:
42
a)
Identificación del laboratorio oficial o acreditado que ha llevado a cabo el ensayo.
b)
Identificación del fabricante y del producto ensayado.
c)
Marca comercial, en su caso, y código de identificación del producto.
d)
Tipo de acero, con indicación de su clase técnica, con referencia a la especificación del producto.
e)
Diámetros nominales ensayados y serie a la que representan (fina, media o gruesa).
f)
Geometría del corrugado, con indicación expresa de los límites admisibles de variación. En el caso de acero corrugado en forma de rollo, la altura de corruga ha de ser superior a la indicada en, al menos, 0,05 mm, para diámetros inferiores a 25 mm, y en 0,1 mm en los restantes casos.
g)
Fechas de ensayo.
h)
Los resultados de los ensayos de caracterización de la adherencia.
Monografía M-24
Figura 4.1.- Ejemplo de un certificado de homologación de adherencia de un acero del tipo B 500 SD.
Duración del certificado Aunque el certificado de homologación de adherencia se basa en un ensayo de tipo se fija una duración de 36 meses para el mismo. Esta exigencia se establece hasta la entrada en vigor del marcado CE para el acero corrugado, y siempre que en el proyecto se hayan dispuesto unas longitudes de anclaje y solape que exijan el empleo de un acero en posesión de este certificado.
4.2.2 Índice de corruga En el caso de comprobarse las condiciones de adherencia por el método del área proyectada de las corrugas, fR, o índice de corruga, deberán cumplirse las condiciones indicadas a continuación: Tabla 4.2.- Valores del área proyectada de corruga. Índice (mm)
de
corruga,
Diámetro (mm)
fR 6
8
10
12 a 16
20 a 40
Barra recta
0,039
0,045
0,052
0,056
0,056
Rollo
0,045
0,051
0,058
0,062
0,064
43
ACH HE En ell caso de acceros laminados en calie ente (tipos S y SD) el índice de corrruga vendría a dado por la a siguiente expresión:
fR
1 n d i 1
1 n FR,i,j senn i,j m j 1 ci
[1]
donde: n
número de d filas de co orrugas transsversales en la circunfere encia;
m
número de d inclinacion nes diferente es de corruga as transversa ales por fila.
FR es el área a de la secciión longitudin nal de la corrruga (ver Fig gura 4.2), y puede expre esarse co omo: p
FR (a s,i l)
[2]
i1
endo, asi la altura media d de una porció ón i de una corruga c divid ida en p parttes de sie lon ngitud l.
ángulo de e inclinación de la corrug ga con respe ecto al eje lo ongitudinal dde la barra (F Figura 4.3);
c
separació ón entre corrugas;
d
diámetro nominal de la l barra.
En ell caso de acceros trefilados (tipo T) h hay que añad dir un segun ndo sumandoo en el cálcu ulo del índice e de corruga a, que sólo debe d tenerse e en cuenta hasta un va alor del 30 % de fR, qued dando pues de la siguien nte forma:
fR
1 n d i 1
1 n FR,i,j sen i,j m j 1 ci
1 q ' ak P k 1
donde: P
es el paso o;
a'k
es la alturra de corruga as longitudin ales.
Figurra 4.2.- Representación de e la sección lo ongitudinal de d una corrug ga.
44
[3]
Monografía M-24
Figura 4.3.- Ángulo de inclinación de la corruga y separación c entre corrugas.
El índice de corruga puede calcularse por medio de fórmulas simplificadas. Una de las más sencillas es aquella en la que se considera que la sección longitudinal de la corruga tiene forma parabólica. Para aceros laminados en caliente la fórmula simplificada que se aplica es la siguiente: fR
2a m ( d e i ) 3 d c
[4]
donde: c
separación entre corrugas;
d
diámetro nominal de la barra;
am
altura de la corruga en el punto medio de la misma;
ei perímetro sin corruga.
4.3. ANCLAJE POR ADHERENCIA 4.3.1 General La longitud básica de anclaje se define como la longitud recta necesaria de una barra, en condiciones óptimas de adherencia, para anclar una fuerza igual a Asfyd suponiendo una tensión de adherencia constante bd. En estas condiciones se satisface la siguiente condición de equilibrio: lb
f yd 4 bd
[5]
La tensión de adherencia bd depende de numerosos factores como el diámetro de la armadura, las características resistentes del hormigón, de la propia longitud de anclaje y de la posición que ésta ocupa en la pieza de hormigón. Atendiendo a esta última razón, se distinguen dos posibles posiciones de las barras de adherencia buena (posición I) y de adherencia deficiente (posición II). Se dice que las barras están en posición I cuando durante el hormigonado están en posición vertical o formando un ángulo no inferior a 45 º con la horizontal, o bien se encuentran situadas en la mitad inferior de la sección, o bien a una profundidad de la superficie de hormigonado superior a 30 cm. En los casos diferentes a éste las barras se consideran que están en posición II de adherencia deficiente.
45
ACHE 4.3.2 Longitud básica para aceros en posesión de un certificado de homologación de adherencia La longitud básica de anclaje para barras en posesión de un certificado de homologación de adherencia se calcula con las siguientes fórmulas simplificadas, -
Para barras en posición I:
lbI m 2 -
f yk 20
[6]
Para barras en posición II:
lbII 1,4 m 2
f yk 14
[7]
donde:
diámetro de la barra, en mm;
m
es un coeficiente experimental que depende del tipo de acero y de la resistencia del hormigón, cuyo valor se recoge en la Tabla 4.3;
fyk
límite elástico garantizado del acero, en N/mm2.
En las Tablas 4.4 y 4.5 se recogen las longitudes básicas de anclaje en posición I y II resultantes de aplicar las expresiones [6] y [7], respectivamente. Tabla 4.3.- Valores del coeficiente m para aceros en posesión de un certificado de homologación de adherencia. m Resistencia característica hormigón (N/mm2)
del
25 30 35 40 45 50
B 400 S B 400 SD
B 500 S B 500 SD
1,2 1,0 0,9 0,8 0,7 0,7
1,5 1,3 1,2 1,1 1,0 1,0
Tabla 4.4.- Longitudes básicas de anclaje, en mm, para aceros en posesión de un certificado de homologación de adherencia. Posición I de adherencia buena. Diámetro (mm) 8 10 12 14 16 20 25 32
46
25 160 200 240 280 320 480 750 1229
B 400 SD fck (N/mm2) 30 35 40 160 160 160 200 200 200 240 240 240 280 280 280 320 320 320 400 400 400 625 563 500 1024 922 819
45 160 200 240 280 320 400 500 717
50 160 200 240 280 320 400 500 717
25 200 250 300 350 400 600 938 1536
30 200 250 300 350 400 520 813 1331
B 500 SD fck (N/mm2) 35 40 200 200 250 250 300 300 350 350 400 400 500 500 750 688 1229 1126
45 200 250 300 350 400 500 625 1024
50 200 250 300 350 400 500 625 1024
Monografía M-24 Tabla 4.5.- Longitudes básicas de anclaje, en mm, para aceros en posesión de un certificado de homologación de adherencia. Posición II de adherencia deficiente. Diámetro (mm) 25 229 286 343 400 457 672 1050 1720
8 10 12 14 16 20 25 32
B 400 SD fck (N/mm2) 30 35 40 229 229 229 286 286 286 343 343 343 400 400 400 457 457 457 571 571 571 875 788 714 1434 1290 1147
45 229 286 343 400 457 571 714 1004
50 229 286 343 400 457 571 714 1004
25 286 357 429 500 571 840 1313 2150
30 286 357 429 500 571 728 1138 1864
B 500 SD fck (N/mm2) 35 40 286 286 357 357 429 429 500 500 571 571 714 714 1050 963 1720 1577
45 286 357 429 500 571 714 893 1434
50 286 357 429 500 571 714 893 1434
4.3.3 Longitud básica de anclaje de aceros sin certificado de adherencia pero con índice de corruga, fR En el caso de que las características de adherencia del acero se comprueben a partir de la geometría del corrugado, empleando para ello el índice de corruga fR, el valor de la tensión de adherencia, bd, viene dado por la siguiente expresión:
bd 2,251 2 fctd
[8]
donde: 1 coeficiente que tiene en cuenta las condiciones de adherencia de la barra: 1 = 1 para barras en posición I de adherencia buena; 1 = 0,7 para barras en posición II de adherencia deficiente; 2 coeficiente que tiene en cuenta el diámetro de la barra: 2 = 1 para barras de diámetro 32 mm; 2 = (132 - ) / 100 para barras de diámetro > 32 mm; fctd resistencia de cálculo a tracción del hormigón3 que viene dada por la siguiente expresión: fctd ct
fct,k
c
[9]
siendo: ct factor que tiene en cuenta el cansancio del hormigón cuando está sometido a altos niveles de tensión de tracción debido a cargas de larga duración. A falta de justificación experimental específica se adopta el valor igual a 1. c
coeficiente parcial de seguridad del hormigón = 1,5.
fct,k resistencia característica a tracción, que cuando no se dispone de resultados de ensayo puede expresarse como:
3
No se puede adoptar un valor superior al asociado a un hormigón de resistencia característica 60 N/mm2 excepto si se demuestra mediante ensayos que la resistencia media de adherencia puede resultar mayor que la obtenida con esta limitación.
47
ACHE
fct,k 0,70 fct,m
[10]
donde: fct,m
resistencia media a tracción que puede estimarse, a falta de resultados de ensayo, mediante: 2
fct,m 0,30 fck3 para fck 50 N / mm 2
[11]
1
fct,m 0,58 fck2 para fck 50 N / mm 2
[12]
Combinando las expresiones [5], [8], [9], [10], [11] y [12] las longitudes básicas de anclaje resultantes son las siguientes: -
Para barras en posición I:
l bI -
0,69 f yk
[13]
23 f ck
Para barras en posición II:
l bI
0,986 f yk
[14]
23 f ck
En las Tablas 4.6 y 4.7 se recogen las longitudes básicas de anclaje en posición I y II resultantes de aplicar las expresiones [13] y [14], respectivamente. 4.3.4 Diferencias existentes Como puede comprobarse, las longitudes de anclaje correspondientes a los aceros con certificado de homologación de adherencia son inferiores a los que simplemente presentan un índice de corruga, fR, reglamentario. Estas diferencias pueden ser apreciables, como puede comprobarse en las Tablas 4.8 y 4.9, para los diámetros generalmente utilizados en edificación y en obra civil, salvo para el caso del diámetro de 32 mm. Si esta diferencia se expresa en porcentaje con respecto a la longitud básica de anclaje de los aceros con certificado de homologación de adherencia (Tablas 4.10 y 4.11) se puede apreciar más claramente la ventaja que supone el empleo de estos aceros. Tabla 4.6.- Longitudes básicas de anclaje, en mm, para aceros sin certificado de homologación de adherencia. Posición I de adherencia buena. Diámetro (mm) 8 10 12 14 16 20 25 32
48
25 258 323 387 452 516 646 807 1033
30 229 286 343 400 457 572 715 915
B 400 SD fck (N/mm2) 35 40 206 189 258 236 310 283 361 330 413 378 516 472 645 590 825 755
45 175 218 262 305 349 436 545 698
50 163 203 244 285 325 407 508 651
25 323 404 484 565 646 807 1009 1291
30 286 357 429 500 572 715 893 1143
B 500 SD fck (N/mm2) 35 40 258 236 322 295 387 354 451 413 516 472 645 590 806 737 1032 944
45 218 273 327 382 436 545 682 873
50 203 254 305 356 407 508 635 813
Monografía M-24 Tabla 4.7.- Longitudes básicas de anclaje, en mm, para aceros sin certificado de homologación de adherencia. Posición II de adherencia deficiente. Diámetro (mm) 8 10 12 14 16 20 25 32
25 369 461 554 646 738 923 1153 1476
B 400 SD fck (N/mm2) 30 35 40 327 295 270 408 369 337 490 442 405 572 516 472 654 590 540 817 737 674 1021 922 843 1307 1180 1079
45 249 312 374 436 499 623 779 998
50 232 291 349 407 465 581 726 930
25 461 577 692 807 923 1153 1442 1845
30 408 511 613 715 817 1021 1277 1634
B 500 SD fck (N/mm2) 35 40 45 50 369 337 312 291 461 422 390 363 553 506 468 436 645 590 546 509 737 674 623 581 922 843 779 726 1152 1054 974 908 1474 1349 1247 1162
Tabla 4.8.- Incremento, en mm, de las longitudes básicas de anclaje para aceros sin certificado de homologación de adherencia. Posición I de adherencia buena. Diámetro (mm) 8 10 12 14 16 20 25 32
25 98 123 147 172 196 166 57 -196
B 400 SD 2 fck (N/mm ) 30 35 40 69 46 29 86 58 36 103 70 43 120 81 50 137 93 58 172 116 72 90 82 90 -109 -96 -64
45 15 18 22 25 29 36 45 -19
50 3 3 4 5 5 7 8 -66
25 123 154 184 215 246 207 71 -245
30 86 107 129 150 172 195 81 -188
B 500 SD 2 fck (N/mm ) 35 40 58 36 72 45 87 54 101 63 116 72 145 90 56 50 -197 -182
45 18 23 27 32 36 45 57 -151
50 3 4 5 6 7 8 10 -211
Tabla 4.9.- Incremento, en mm, de las longitudes básicas de anclaje para aceros sin certificado de homologación de adherencia. Posición II de adherencia deficiente. Diámetro (mm) 8 10 12 14 16 20 25 32
25 140 175 211 246 281 251 103 -244
B 400 SD fck (N/mm2) 30 35 40 98 66 41 122 83 51 147 99 62 172 116 72 197 133 83 246 166 103 146 134 129 -126 -111 -68
45 20 26 31 36 42 52 65 -6
50 3 5 6 7 8 10 12 -74
25 175 220 263 307 352 313 129 -305
30 122 154 184 215 246 293 139 -230
B 500 SD fck (N/mm2) 35 40 83 51 104 65 124 77 145 90 166 103 208 129 102 91 -246 -228
45 26 33 39 46 52 65 81 -187
50 5 6 7 9 10 12 15 -271
49
ACHE
Tabla 4.10.- Incremento, en %, de las longitudes básicas de anclaje para aceros sin certificado de homologación de adherencia. Posición I de adherencia buena. B 400 SD fck (N/mm2) 35 40 29 18 29 18 29 18 29 18 29 18 29 18 15 18 -10 -8
Diámetro (mm) 8 10 12 14 16 20 25 32
25 61 61 61 61 61 35 8 -16
30 43 43 43 43 43 43 14 -11
45 9 9 9 9 9 9 9 -3
50 2 2 2 2 2 2 2 -9
25 61 61 61 61 61 35 8 -16
30 43 43 43 43 43 37 10 -14
B 500 SD fck (N/mm2) 35 40 29 18 29 18 29 18 29 18 29 18 29 18 7 7 -16 -16
45 9 9 9 9 9 9 9 -15
50 2 2 2 2 2 2 2 -21
Incremento longitudes de anclaje B 500 SD (Posición I) 70% 60% 50%
Diferencia (%)
40%
fck = 25 fck = 30
30%
fck = 35
20%
fck = 40
10%
fck = 45 fck = 50
0% -10% -20% -30% 8
10
12
14
16
20
25
32
Diámetro armadura (mm)
Figura 4.4.- Incremento de longitudes de anclaje de los aceros con índice de corruga, fR, en relación a los aceros con certificado de homologación de adherencia.
50
Monografía M-24
Tabla 4.11.- Incremento de las longitudes básicas de anclaje, en %, para aceros sin certificado de homologación de adherencia. Posición II de adherencia deficiente. Diámetro (mm) 8 10 12 14 16 20 25 32
25 61 61 61 61 62 37 10 -14
30 43 43 43 43 43 43 17 -9
B 400 SD fck (N/mm2) 35 40 29 18 29 18 29 18 29 18 29 18 29 18 17 18 -9 -6
45 9 9 9 9 9 9 9 -1
50 2 2 2 2 2 2 2 -7
25 61 62 61 61 62 37 10 -14
30 43 43 43 43 43 40 12 -12
B 500 SD fck (N/mm2) 35 40 29 18 29 18 29 18 29 18 29 18 29 18 10 9 -14 -14
45 9 9 9 9 9 9 9 -13
50 2 2 2 2 2 2 2 -19
4.3.5 Procedimientos de anclaje Los anclajes extremos de las barras se pueden hacer mediante prolongación recta, gancho, patilla, gancho en U o disponiendo una barra transversal soldada, tal y como se indica en la Figura 4.5. También pueden emplearse otros procedimientos pero siempre que su funcionamiento se garantice mediante ensayos que pongan de manifiesto una eficaz transmisión de tensiones al hormigón sin peligro para éste.
Figura 4.5.- Procedimientos normalizados para el anclaje de barras corrugadas al hormigón.
51
ACHE 4.3.6 Longitud neta de anclaje La longitud neta de anclaje es menor que la longitud básica, pues tiene en cuenta la sección real de acero dispuesta en la sección y el procedimiento de anclaje utilizado. lb,neta lb
sd f yd
lb
As A s,real
[15]
donde: sd
tensión de trabajo de la armadura que se quiere anclar, en la hipótesis de carga más desfavorable, en la sección a partir de la cual se determina la longitud de anclaje;
As
armadura necesaria en la sección a partir de la cual se ancla la armadura;
As,real
armadura realmente dispuesta en la sección;
factor de reducción en función de la forma de anclaje: = 0,7 para anclajes mediante barra transversal soldada. = 0,7 para gancho, patilla y gancho en U, siempre que el recubrimiento de hormigón en la dirección perpendicular al plano de doblado sea superior a 3 . = 1 en los restantes casos.
En cualquier caso, la longitud neta de anclaje no puede ser nunca inferior al mayor de los siguientes valores: a) 10 ; b) 150 mm; c) lb / 3 para barras traccionadas y 2 lb / 3 para barras comprimidas Por último, en vigas es preciso prolongar la armadura necesaria para resistir del máximo momento positivo hasta el apoyo, prolongándola a partir del eje del mismo, una magnitud igual a la longitud neta de anclaje. En el caso de vigas intermedias, será suficiente con prolongar, al menos, un cuarto de la armadura necesaria, mientras que en vigas extremas esta cantidad deberá ser de al menos un tercio. Grupos de barras Como regla general, los grupos de barras se anclan por prolongación recta. En el caso de que las barras que constituyen el grupo dejen de ser necesarias en la misma sección, la longitud de anclaje de las mismas es algo mayor que la correspondiente a una barra aislada. En concreto, esta no puede ser inferior a: 1,3 lb para grupos de 2 barras; 1,4 lb para grupos de 3 barras; 1,6 lb para grupos de 4 barras. Cuando las barras que constituyen el grupo dejan de ser necesarias en secciones diferentes, hay que anclar cada barra del grupo según el criterio que se indica a continuación, teniendo además en cuenta de que en ningún caso los extremos finales de las barras pueden distar entre sí una cantidad inferior a la longitud lb. 1,2 lb si la barra que hay que anclar va acompañada de 1 barra en la sección en la que deja de ser necesaria; 1,3 lb si fuera acompañada de 2 barras; 1,4 lb si fuera acompañada de 3 barras;
52
Monografía M-24
Figura 4.6.- Ejemplo de anclaje de un grupo de barras.
Mallas electrosoldadas La longitud neta de anclaje de las mallas electrosoldadas es similar a la de las barras (ver expresión [15]). Sin embargo, es posible que en la zona de anclaje exista al menos una barra transversal soldada por lo que, como se ha indicado antes (factor ), esta longitud se ve reducida en un 30 % siempre que se garantice la resistencia del nudo soldado situado en la zona de anclaje y sin que en ningún caso los valores resultantes sean inferiores a los indicados en 3.5.
4.4. SOLAPO POR ADHERENCIA No se dispondrán más que aquellos empalmes indicados en los planos y los que autorice el Director de la Obra. Se procurará que los empalmes queden alejados de las zonas en las que la armadura trabaje a su máxima carga. En general, los empalmes se realizan por solapo aunque en ocasiones pueden emplearse empalmes por soldadura (ver apartado 6) o mediante dispositivos especiales, con tal que los ensayos con ellos efectuados demuestren que esas uniones poseen permanentemente una resistencia a la rotura no inferior a la de la menor de las dos barras empalmadas y que el deslizamiento relativo de las armaduras empalmadas no rebase 0,1 mm para cargas de servicio (situación poco probable). Este tipo de empalmes se realizará colocando las barras una al lado de otra, dejando una separación entre ellas de 4, como máximo. Como norma general los empalmes de las distintas barras en tracción de una pieza se distanciarán unos de otros de tal modo que sus centros queden separados, en la dirección de las armaduras, una longitud igual o mayor a lb. En muchas ocasiones, esta condición es difícilmente verificable en general por limitaciones en el proceso constructivo y, en todo caso, por la dificultad de garantizar en la práctica real la disposición de los solapos de forma que se verifique la condición antes expuesta. Por ello, es importante conocer cuáles son las longitudes de solapo en las condiciones más desfavorables: los centros de los empalmes separados en la dirección de las armaduras una distancia inferior a lb y de forma que el porcentaje de barras solapadas en la misma sección supere el 50%. La longitud de solapo está directamente relacionada con la longitud básica de anclaje, de forma que dicha longitud de solapo ls = lb, neta siendo un coeficiente de mayoración definido en la tabla 4.12 en función del porcentaje de armadura solapada en una sección respecto a la sección total de acero de esa misma sección, de la distancia transversal entre empalmes y del tipo de esfuerzo en la barra.
53
ACH HE Tabla a 4.12.- Valore es del coeficiente
20
25
33
50
> 50
Barras sola apadas trabajan ndo normalme ente a compresió ón en cualquier porcentaje
a ≤ 10
1,2
1,4
1,6
1,8
2.0
1,0
a > 10
1,0
1,1
1,2
1,3
1,4
1,0
Dista ancia entre los e empalmes más próximos
Porcentaje de barras solap padas trabajan ndo a tracción n con relación a la se ección total de e acero
Para barras de diámetro superior a 32 m mm solo se admitirán a empalmes por solapo si en n cada caso y mediante estudio os especia ales se justifica satis sfactoriamennte su co orrecto comp portamiento.
La disstancia “a” entre e los emp palmes más p ueda definida a en la figuraa 4.7. próximos, qu
a Figurra 4.7 – Defiinición de la a distancia a entre empalmes más próximos
Valorres de las lo ongitudes de d solapo e n las condiciones más s desfavorab bles, para barras b traba ajando a trac cción De accuerdo con lo expuesto y, y fundamenttalmente con n los valores s recogidos een la Tabla 4.12, 4 a contin nuación se recogen la as longitudess de solapo o para los distintos tippos de ace eros y resisttencias de hormigón h parra el caso m más desfavorable, es decir cuando llos centros de d los empa almes separa ados en la diirección de la as armadura as se sitúan a una distanccia inferior a lb y el porce entaje de barras solapad das en la missma sección n supera el 50%. 5 Dado qque las longitudes de so olapo son un na función directa d de lass de anclaje e antes expu uestas, hay qque diferenc ciar, al igual que en aque ellas, el que las armadurras estén en posesión de el certificadoo de homolog gación dherencia o del d certificado de índice d de corrugas fR. de ad
54
Monografía M-24 Tabla 4.13.- Longitudes de solapo para armaduras en posesión del certificado de homologación de adherencia situadas en posición I de adherencia buena. Distancia entre empalmes a > 10. B 400 SD fck (N/mm2)
Diá met ro (m m)
25
30 35 40 45 50 25 224
8
B 500 SD fck (N/mm2)
224
224
30
35
4 0
4 5
50
224
224 224
22 4
22 4
22 4
22 4
22 4
28 0
280
28 0
28 28 0 0
280
10
280
28 0
28 0
28 0
28 0
28 0
35 0
350
35 0
35 35 0 0
350
12
336
33 6
33 6
33 6
33 6
33 6
42 0
420
42 0
42 42 0 0
420
14
392
39 2
39 2
39 2
39 2
39 2
49 0
490
49 0
49 49 0 0
490
16
448
44 8
44 8
44 8
44 8
44 8
56 0
560
56 0
56 56 0 0
560
20
672
56 0
56 0
56 0
56 0
56 0
84 0
728
70 0
70 70 0 0
700
25
105 0
87 5
78 8
70 0
70 0
70 0
13 13
1138
10 50
96 87 3 5
875
32
172 1
14 34
12 91
11 47
10 04
10 04
21 50
1863
17 21
15 14 76 34
1434
Tabla 4.14.- Longitudes de solapo para armaduras en posesión del certificado de homologación de adherencia situadas en posición I de adherencia buena. Distancia entre empalmes a ≤ 10. Diámetro (mm)
B 400 SD fck (N/mm2) 35 40
25
30
8
320
320
320
10
400
400
12
480
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
320
320
320
400
400
400
400
400
400
400
400
400
400
500
500
500
500
500
500
480
480
480
480
480
600
600
600
600
600
600
560
560
560
560
560
560
700
700
700
700
700
700
16
640
640
640
640
640
640
800
800
800
800
800
800
20
960
800
800
800
800
800
1200
1040
1000
1000
1000
1000
25
1500
1250
1126
1000
1000
1000
1876
1626
1500
1376
1250
1250
32
2458
2048
1844
1638
1434
1434
3072
2662
2458
2252
2048
2048
55
ACHE Tabla 4.15.- Longitudes de solapo para armaduras en posesión del certificado de homologación de adherencia situadas en posición II de adherencia deficiente. Distancia entre empalmes a > 10.
Diámetro (mm)
B 400 SD fck (N/mm2)
B 500 SD fck (N/mm2)
25
30
35
40
45
50
25
30
35
40
45
50
8
321
321
321
321
321
321
400
400
400
400
400
400
10
400
400
400
400
400
400
500
500
500
500
500
500
12
480
480
480
480
480
480
601
601
601
601
601
601
14
560
560
560
560
560
560
700
700
700
700
700
700
16
640
640
640
640
640
640
799
799
799
799
799
799
20
941
799
799
799
799
799
1176
1019
1000
1000
1000
1000
25
1470
1225
1103
1000
1000
1000
1838
1593
1470
1348
1250
1250
32
2408
2008
1806
1606
1406
1406
3010
2610
2408
2208
2008
2008
Tabla 4.16.- Longitudes de solapo para armaduras en posesión del certificado de homologación de adherencia situadas en posición II de adherencia deficiente. Distancia entre empalmes a ≤ 10. Diámetro (mm)
56
B 400 SD fck (N/mm2) 35 40
25
30
8
458
458
458
10
572
572
12
686
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
458
458
458
572
572
572
572
572
572
572
572
572
572
714
714
714
714
714
714
686
686
686
686
686
858
858
858
858
858
858
800
800
800
800
800
800
1000
1000
1000
1000
1000
1000
16
914
914
914
914
914
914
1142
1142
1142
1142
1142
1142
20
1344
1142
1142
1142
1142
1142
1680
1456
1428
1428
1428
1428
25
2100
1750
1576
1428
1428
1428
2626
2276
2100
1926
1786
1786
32
3440
2868
2580
2294
2008
2008
4300
3728
3440
3154
2868
2868
Monografía M-24 Tabla 4.17.- Longitudes de solapo para armaduras sin certificado de homologación de adherencia (con certificado de fR) situadas en posición I de adherencia buena. Distancia entre empalmes a > 10. Diámetro (mm)
B 400 SD fck (N/mm2) 35 40
25
30
8
361
321
288
10
452
400
12
542
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
265
245
228
452
400
361
330
305
284
361
330
305
284
566
500
451
413
382
356
480
434
396
367
342
678
601
542
496
458
427
633
560
505
462
427
399
791
700
631
578
535
498
16
722
640
578
529
489
455
904
801
722
661
610
570
20
904
801
722
661
610
570
1130
1001
903
826
763
711
25
1130
1001
903
826
763
711
1413
1250
1128
1032
955
889
32
1446
1281
1155
1057
977
911
1807
1600
1445
1322
1222
1138
Tabla 4.18.- Longitudes de solapo para armaduras sin certificado de homologación de adherencia (con certificado de fR) situadas en posición I de adherencia buena. Distancia entre empalmes a ≤ 10. B 400 SD fck (N/mm2)
B 500 SD fck (N/mm2)
Diámetro (mm)
25
30
35
40
45
50
25
30
35
40
45
50
8
516
458
412
378
350
326
646
572
516
472
436
406
10
646
572
516
472
436
406
808
714
644
590
546
508
12
774
686
620
566
524
488
968
858
774
708
654
610
14
904
800
722
660
610
570
1130
1000
902
826
764
712
16
1032
914
826
756
698
650
1292
1144
1032
944
872
814
20
1292
1144
1032
944
872
814
1614
1430
1290
1180
1090
1016
25
1614
1430
1290
1180
1090
1016
2018
1786
1612
1474
1364
1270
32
2066
1830
1650
1510
1396
1302
2582
2286
2064
1888
1746
1626
57
ACHE Tabla 4.19.- Longitudes de solapo para armaduras sin certificado de homologación de adherencia (con certificado de fR) situadas en posición II de adherencia deficiente. Distancia entre empalmes a > 10. Diámetro (mm)
B 400 SD fck (N/mm2) 35 40
25
30
8
517
458
413
10
645
571
12
776
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
378
349
325
645
571
517
472
437
407
517
472
437
407
808
715
645
591
546
508
686
619
567
524
489
969
858
774
708
655
610
904
801
722
661
610
570
1130
1001
903
826
764
713
16
1033
916
826
756
699
651
1292
1144
1032
944
872
813
20
1292
1144
1032
944
872
813
1614
1429
1291
1180
1091
1016
25
1614
1429
1291
1180
1091
1016
2019
1788
1613
1476
1364
1271
32
2066
1830
1652
1511
1397
1302
2583
2288
2064
1889
1746
1627
Tabla 4.20.- Longitudes de solapo para armaduras sin certificado de homologación de adherencia (con certificado de fR) situadas en posición II de adherencia deficiente. Distancia entre empalmes a ≤ 10. Diámetro (mm)
B 400 SD fck (N/mm2) 35 40
25
30
8
738
654
590
10
922
816
12
1108
14
B 500 SD fck (N/mm2) 35 40
45
50
25
30
45
50
540
498
464
922
816
738
674
624
582
738
674
624
582
1154
1022
922
844
780
726
980
884
810
748
698
1384
1226
1106
1012
936
872
1292
1144
1032
944
872
814
1614
1430
1290
1180
1092
1018
16
1476
1308
1180
1080
998
930
1846
1634
1474
1348
1246
1162
20
1846
1634
1474
1348
1246
1162
2306
2042
1844
1686
1558
1452
25
2306
2042
1844
1686
1558
1452
2884
2554
2304
2108
1948
1816
32
2952
2614
2360
2158
1996
1860
3690
3268
2948
2698
2494
2324
Lógicamente, las longitudes de solapo en cualquier situación son, al igual que las correspondientes longitudes de anclaje, inferiores en el caso de que las armaduras dispongan de un certificado de homologación de adherencia (obtenido de acuerdo con lo expuesto en la EHE-08) frente a las precisas cuando el acero no dispone de dicho certificado, pero si del correspondiente a la superficie relativa de corrugas fR. Uno de los dos certificados es siempre obligatorio de forma que no pueden emplearse aceros que no dispongan de uno de los dos certificados citados.
58
Monografía M-24
5. Durabilidad 5.1. INTRODUCCIÓN La Instrucción EHE-08 otorga gran importancia a la durabilidad de las estructuras, incluyendo en esta versión criterios relativos a la vida útil de éstas, un nuevo Estado Límite de Durabilidad y un anejo específico (el Anejo 9) en el que se desarrollan los criterios y modelos de deterioro empleados para tener en cuenta uno de los ataques más habituales: la corrosión de las armaduras. Como en versiones anteriores, la Instrucción EHE-08 centra sus estrategias de protección de las estructuras frente a la agresión del entorno en la composición del hormigón (tipo y contenido mínimo de cemento, y máxima relación agua/cemento), en el espesor mínimo de recubrimiento y en la abertura máxima de fisura. Alternativamente, contempla la utilización de protecciones al hormigón a través de morteros especiales, y de una forma casi testimonial los procedimientos de protección de las armaduras, que pueden llegar a ser los sistemas más eficaces y, también, sostenibles y respetuosos con el medio ambiente.
5.2. ESTADO LÍMITE DE DURABILIDAD El Estado Límite de Durabilidad es el producido por las acciones físicas y químicas que pueden degradar las características del hormigón o de las armaduras hasta límites inaceptables. Las estructuras deben satisfacer la condición de que el tiempo necesario para que el agente agresivo produzca un ataque o degradación significativa de la estructura, tL, sea menor al valor de cálculo de la vida útil, td. tL td
[1]
La vida útil de cálculo se define como el producto de la vida útil de proyecto por un coeficiente de seguridad: td = t tg
[2]
La vida útil de la estructura se define como el período de tiempo, a partir de la fecha en la que finaliza su ejecución, durante el que deben mantenerse las exigencias básicas en unos límites aceptables. Durante ese período requerirá una conservación normal, que no implique operaciones de rehabilitación. El valor de la vida útil ha de fijarse de forma previa antes de iniciarse el proyecto y su valor lo ha de indicar la Propiedad o, en su defecto, adoptarse alguno de los valores indicados en la Tabla 5.1.
59
ACHE Tabla 5.1.- Vida útil nominal de diferentes tipo de estructuras Tipo de estructura
Vida útil nominal
Estructuras de carácter temporal
Entre 3 y 10 años
Elementos estructurales reemplazables que no forman parte de la estructura principal (por ejemplo, barandillas, apoyos de tuberías)
Entre 10 y 25 años
Edificios (o instalaciones) agrícolas o industriales y obras marítimas
Entre 15 y 50 años
Edificios de viviendas u oficinas y estructuras de ingeniería civil (excepto obras marítimas) de repercusión económica baja o media
50 años
Edificios de carácter monumental o de importancia especial
100 años
Puentes y otras estructuras de ingeniería civil de repercusión económica alta
100 años
(1) Cuando una estructura esté constituida por diferentes partes, podrá adoptarse para tales partes diferentes valores de vida útil, siempre en función del tipo y características de la construcción de las mismas. (2) En función del propósito de la estructura (exposición temporal, etc.). En ningún caso se considerarán como estructuras de carácter temporal aquellas estructuras de vida útil nominal superior a 10 años. (3) En edificios públicos como son los dedicados a salud o educación, cuya sustitución conlleva una repercusión socioeconómica importante es recomendable plantear una vida útil mayor que en edificios convencionales de viviendas, por ejemplo 75 años.
Bases de cálculo Las bases de cálculo del E.L.D son los tipos de ambiente al que la estructura puede estar sometida. El tipo de ambiente se define por la combinación de una clase general de exposición (aquella que puede producir la corrosión de las armaduras) y una o varias clases específicas de exposición (las que provocan la degradación del hormigón).
60
Monografía M-24
Tabla 5.2.- Clases generales de exposición relativas a la corrosión de las armaduras.
61
ACHE
Tabla 5.3.- Clases específicas de exposición relativas a otros procesos de deterioro distintos de la corrosión.
5.3. ESTRATEGIAS DE DURABILIDAD La consecución de una estructura durable pasa por la adopción de una estrategia en la que se incluyan uno o varios de los siguientes aspectos:
62
-
Selección de formas estructurales adecuadas.
-
Consecución de una calidad adecuada del hormigón y, en especial de su capa exterior.
-
Adopción de un espesor de recubrimiento adecuado para la protección de las armaduras.
-
Control del valor máximo de abertura de fisura.
-
Disposición de protecciones superficiales en el caso de ambientes muy agresivos.
-
Adopción de medidas contra la corrosión de las armaduras.
Monografía M-24 Es obvia la importancia de las condiciones del diseño y del hormigón en la durabilidad. En esta monografía nos referiremos, de manera fundamental, a las relacionadas con el acero como producto básico para elaboración de las armaduras o a la influencia de la colocación de las armaduras en la obra antes del hormigonado.
5.3.1 Recubrimientos El recubrimiento se define como la distancia existente entre la superficie exterior de la armadura, incluyendo cercos y estribos, y la superficie del hormigón más cercana. El objeto del recubrimiento es proporcionar una protección adecuada a las armaduras de acero embebidas en el hormigón. Esta protección se logra mediante la suma de diversos factores:
La calidad adecuada del hormigón, obtenida a través de su composición: tipo y cantidad de cemento, relación agua/cemento, etc.; y de su puesta en obra: vertido, compactación y curado.
Un espesor suficiente que retrase en el tiempo la llegada de los agentes agresivos hasta el acero. El período durante el cual el hormigón del recubrimiento protege a las armaduras es, de forma aproximada, función del cuadrado de su espesor; esto conlleva que una disminución del recubrimiento a la mitad de su valor se traduzca en un período de protección de la armadura reducido a la cuarta parte.
Un espesor adecuado al tamaño máximo del árido utilizado en la confección del hormigón y al diámetro de la armadura principal, para evitar que se produzcan coqueras y nidos de grava que dejen a la armadura expuesta a la acción directa de los agentes agresivos. Por esta razón, el espesor del recubrimiento no puede ser nunca inferior al diámetro de la armadura principal (o diámetro equivalente si se disponen grupos de barras), ni a 0,80 veces el tamaño máximo del árido utilizado, valor que ha de aumentarse hasta 1,25 si la disposición de las armaduras dificulta el paso del hormigón en la zona de los paramentos.
En el proyecto se ha de especificar un valor nominal del recubrimiento, que es el resultado de la suma del recubrimiento mínimo que es preciso garantizar a la armadura, y de una tolerancia —denominada margen de recubrimiento— que tiene en cuenta el tipo de control de ejecución que se está llevando a cabo en el elemento, y que adopta el valor de 10 mm en los casos normales, 5 mm para el caso de nivel de control de ejecución intenso y 0 mm para elementos prefabricados. rnom = rmín + r El valor del recubrimiento mínimo que contempla la Instrucción EHE-08 es función del tipo de ambiente al que está expuesto el elemento, y adopta los valores indicados en la Tabla 5.4.
63
ACHE Tabla 5.4.- Recubrimientos mínimos (mm) para las diferentes clases de exposición y diversas vidas útiles de proyecto. Clase de exposición
Tipo de cemento
I
Cualquiera
10
15
25
50
75
100
fck 25
10
10
10
15
20
25
25 fck < 40
10
10
10
15
20
25
fck 40
10
10
15
20
25
30
25 fck < 40
10
10
10
15
20
25
fck 40
10
10
15
20
25
30
25 fck < 40
10
10
10
15
20
25
fck 40
10
15
20
25
30
35
25 fck < 40
10
10
15
20
25
30
fck 40
10
10
10
15
20
25
CEM III, CEM IV, CEM II/B, CEM II/A-D o empleo de adiciones
—
15
15
20
30
35
40
Resto de cementos
—
30
35
45
60
*
*
—
20
20
25
35
40
45
IIIb y IV
CEM III, CEM IV, CEM II/B, CEM II/A-D o empleo de adiciones Resto de cementos
—
35
40
50
70
*
*
—
20
20
30
40
45
55
IIIc
CEM III, CEM IV, CEM II/B, CEM II/A-D o empleo de adiciones Resto de cementos
—
40
45
55
*
*
*
CEM I IIa Otros tipos o empleo de adiciones
CEM I IIb Otros tipos o empleo de adiciones
IIIa
(*)
Vida útil de proyecto (años)
Resistencia característica 2 del hormigón (N/mm )
Estas situaciones obligarían a unos recubrimientos excesivos, desaconsejables desde el punto de vista de la ejecución del elemento.
En el caso de determinados elementos prefabricados, como es el caso de placas o viguetas, sus reducidas dimensiones hacen imposible poder respetar los valores de recubrimiento anteriormente indicados. Por esta razón, la Instrucción admite la posibilidad de contabilizar como espesor de recubrimiento el espesor de los posibles revestimientos que pudieran aplicarse sobre ellos, siempre que sean compactos, impermeables y tengan el carácter de permanentes y definitivos. En cualquier caso, el recubrimiento real de hormigón de estos elementos no puede ser en ningún caso inferior a 15 mm. Por otro lado, cuando el espesor de recubrimiento es superior a 50 mm es preciso garantizar que no se va a producir una fisuración generalizada de éste, ni un despegue de las armaduras. Para ello, se recomienda la colocación de una malla de reparto a mitad del espesor de recubrimiento en la zona de tracción con una cuantía geométrica del 5 por mil del área de recubrimiento, en el caso de emplearse barras o grupos de barras de diámetro no superior a 32 mm, y del 10 por mil en el resto de los casos. En la Figura 5.1 se recoge la propuesta que la Comisión Permanente del Hormigón hace para la disposición de esta malla de reparto. En la práctica, el empleo de esta solución es, en algunos casos, de difícil aplicación (tipos de mallas no usuales, dificultad de colocación de las armaduras, etc.) por lo que se pueden utilizar otras medidas alternativas, como por ejemplo armaduras protegidas contra la corrosión, que hagan innecesario acudir a estos inusuales espesores de recubrimiento y, con ello, evitar la disposición de las mallas en el recubrimiento.
64
Monografía M-24
Figura 5.1.-Disposición de malla de reparto para espesores de recubrimiento superiores a 50 mm.
Separadores Para garantizar el recubrimiento de las armaduras se prescribe la disposición de separadores colocados en obra. Éstos han de haber sido específicamente diseñados para este fin y estar constituidos por materiales resistentes a la alcalinidad del hormigón, además de no inducir la corrosión de las armaduras. Para este fin existe una amplia gama de productos en el mercado realizados en materiales plásticos, metálicos y de mortero. La Instrucción prohíbe expresamente el uso de la madera para la realización de separados, así como el de cualquier otro material residual de construcción (trozos de ladrillo, guijarros, trozos de hormigón, escombros, etc.). Tipos de separadores Como ya se ha indicado, existe una amplia gama de separadores en el mercado. No obstante, puede hacerse una primera clasificación de los mismos que se recoge a continuación.
Separadores tipo lineal, generalmente de sección constante, ideados para sostener la armadura inferior en losas, y con una geometría tal que impide su vuelco.
Separadores individuales, que se fijan a las barras mediante presión (clip) o mediante atado con alambre. Entre ellos hay que distinguir los de tipo rueda, que proporcionan el mismo recubrimiento en todas direcciones.
Separadores de los (para los) extremos, que se ajustan a los extremos de las barras rectas.
Además, hay que considerar los calzos, que son otro tipo de separadores de mayor altura destinados fundamentalmente a sostener la armadura superior en losas o para separar las capas de armadura en los muros. Suelen ser de acero, dado que han de soportar cargas a veces de importancia, y pueden ser individuales o continuos.
65
ACH HE
a) Sep parador individ dual para fijar con ala ambre.
b) Separado or individual pa ara fijar con grappa.
c) Separador individual tippo rueda.
d) Sep parador lineal.
e) Separadorr tipo extremo.
ontinuo tipo celoosía. f) Calzo co
Figurra 5.2.- Tipos de separadores
Reco omendacione es para la ele ección de loss separadore es A la hora de sele eccionar un tipo de sepa arador es ac consejable te ener en cueenta los siguientes aspecctos: 1 1. El valor del d recubrimiento nomina al establecido en el proye ecto. 2 2. Las carg gas que el se eparador va a tener que soportar deb bido al peso de la armad dura, a las opera aciones de colocación, c a al paso de operarios o sobre las mism mas, así com mo las accioness producidas durante el h hormigonado o de la pieza.. 3 3. Diámetro o y situación de la armad dura (muro, lo osa, viga o pilar). p 4 4. Tipo de armadura: a ba arras corruga adas o malla as electrosold dadas. 5 5. Tipo de fijación f más adecuado: ssin fijación, con alambre o mediante ppresión. 6 6. Circunsta ancias exterrnas que pu ueden afecta ar al hormigón tales coomo la presión, la temperattura, posible es ataques q uímicos, alte ernancia de ciclos c de hum uedad, medad-sequ fuego o corrosión. c 7 7. Las posibles marcas s o huellas q que el separador pueda a dejar sobree la superfic cie del n, sobre todo o si ésta ha d de quedar vis sta. hormigón 8 8. Tipo de acabado a de la superficie de hormigón n. 9 9. Facilidad d de colocación de los se eparadores, rendimiento r y coste. Los separadoress de tipo lineal pued en ser una a adecuada a elección en determinadas aciones —so obre todo para soportar lla armadura inferior en elementos e coon gran supe erficie, aplica como o losas o soleras—, pue esto que pressentan venta ajas frente a los separaddores individ duales como o por ejempllo reducir la presión que e ejercen so obre el encofrado, lo cuaal puede ser muy imporrtante en aquellos casos s en los que existe una capa c de aisla amiento, al reeducir el ries sgo de punzo onamiento sobre la mism ma (ver Figurra 5.3).
66
Monografía M-24
Figura 5.3.-Separador lineal sobre una capa de aislamiento para evitar su punzonamiento.
Los calzos continuos, cuya misión es separar las capas de armado en soleras, losas y muros, manteniendo su posición y garantizando los recubrimientos adecuados. Estos calzos continuos suponen un importante ahorro en mano de obra al facilitar el posicionamiento de la capa de armado superior, y han de quedar bien asentados sobre la capa de armado inferior para evitar su vuelco. Esta disposición presenta la ventaja de no tener que apoyar sobre el encofrado, disminuyendo los riesgos de que éstos resulten dañados o que se produzca una posible vía de contacto con los agentes agresivos exteriores. El empleo de armaduras básicas electrosoldadas en celosía como distanciadores para la disposición de las armaduras superiores, sobre todo en losas macizas de hormigón ya sean en forjados o soleras, es una solución sencilla, de fácil aplicación y elevada calidad. Recomendaciones para la disposición de los separadores Tanto en vigas como en pilares los separadores debe ir colocados en el cerco o estribo y no en la armadura principal, debiéndose disponer al menos tres planos de separadores en cada vano para evitar deformaciones indeseadas. Losas A la hora de disponer los separadores hay que tener en cuenta que si la distancia entre ellos es demasiado grande se puede producir una deformación excesiva de las armaduras por flexión, sobre todo durante las operaciones de hormigonado, lo que puede acarrear una disminución apreciable del canto útil de la sección y/o provocar una reducción importante del recubrimiento efectivo en esos puntos. Como regla general, los separadores de la armadura inferior no deben distanciarse entre sí a una distancia superior a 50 , sin rebasar en ningún caso los 100 cm, y deben ir convenientemente alternados. En el caso de que esta armadura esté constituida por mallas electrosoldadas, la distancia entre separadores puede aumentarse, dado que la rigidez que aportan los nudos soldados —que son todos— permite efectuar una redistribución de los esfuerzos ejercidos sobre ellas, reduciendo las deformaciones a las que están sometidas. La armadura superior debe situarse en su posición definitiva mediante la ayuda de separadores (distanciadores o calzos), que pueden ser individuales o continuos. En ambos casos la distancia máxima entre separadores será de 50 , sin exceder en ningún caso los 50 cm, debiéndose procurar que esta limitación se produzca en la dos direcciones en el caso de separadores individuales. Además, es recomendable la disposición se separadores cada 50 para aquellas armaduras de la losa que vayan a quedar en bordes expuestos a la acción de los agentes agresivos (intemperie, presencia de agua, etc.), con un máximo de 100 cm de distancia entre ellos.
67
ACHE Vigas y pilares Los separadores han de disponerse en grupo, de manera que en cada elemento haya, al menos, tres planos de separadores. La distancia entre éstos no ha de superar los 100 cm en vigas, ni los 50 en pilares, sin exceder en ningún caso la distancia de 200 cm. En los paramentos expuestos debe disponerse, al menos, un separador en el centro de los estribos. Si la dimensión de la sección es superior a 50 veces el diámetro de la armadura transversal deben disponerse dos separadores por cara. Por último, en el caso de estribos dobles es recomendable disponer tres separadores en la zona en que se solapan. En las caras expuestas de los extremos de las vigas es recomendable disponer un separador adecuado en cada barra. Muros Es suficiente con atar las intersecciones de las barras en intersecciones alternadas. Como en los casos anteriores, el recubrimiento debe garantizarse mediante separadores dispuestos alternadamente a una distancia de 50 , sin rebasar los 50 cm. Los separadores colocados en caras opuestas deben quedar a la misma cota.
Las capas de armado deben separarse mediante calzos a una distancia no superior a los 100 cm.
Tabla 5.5.- Disposición de los separadores según la Instrucción EHE-08. Elemento Elementos superficiales horizontales (losas, forjados, zapatas y losas de cimentación, etc.)
Distancia máxima Emparrillado inferior
50 ó 100 cm
Emparrillado superior
50 ó 50 cm
Cada emparrillado
50 ó 50 cm
Separación entre emparrillados
100 cm
Muros Vigas
(1)
Soportes (1)
100 cm (1)
100 ó 200 cm
Se dispondrán, al menos, tres planos de separadores por vano, en el caso de las vigas, y por tramo, en el caso de los soportes, acoplados a los cercos o estribos.
Diámetro de la armadura a la que se acople el separador.
5.3.2 Control de la abertura de fisura Para reducir la facilidad de penetración de los agentes agresivos que pueden inducir la corrosión de las armaduras, se limita la abertura de fisura en función de la clase de exposición ambiental (ver Tabla 5.6). 5.3.3 Protecciones superficiales El empleo de protecciones superficiales en el hormigón está aconsejado en el caso de ambientes muy agresivos, en los que se considera que las medidas normales de protección no van a ser suficientes. Estas medidas pueden tener una vida útil inferior a la del elemento superficial, por lo que han de tenerse en cuenta actuaciones de mantenimiento.
68
Monografía M-24 Tabla 5.6.- Máxima abertura de fisura wmáx (mm) Hormigón armado
Hormigón pretensado
(combinación de acciones cuasipermanentes)
(combinación de acciones frecuentes)
I
0,4
0,2
IIa, IIb, H
0,3
Clase de exposición
IIIa, IIIb, IV, F IIIc, Qa, Qb, Qc
0,2
(1)
0,2 Descompresión
(2)
0,1
(1)
Adicionalmente deberá comprobarse que las armaduras activas se encuentran en la zona comprimida de la sección, bajo la combinación de acciones cuasipermanentes.
(2)
La limitación relativa a la clase Q sólo será de aplicación en el caso de que el ataque químico pueda afectar a la armadura. En otros casos, se aplicará la limitación correspondiente a la clase general correspondiente.
Morteros de revestimiento La Instrucción EHE-08 permite tener en cuenta la contribución de revestimientos que sean compactos, impermeables, definitivos y permanentes en ambientes con clase de exposición IIa, IIb y IIIa, y siempre que no existe una clase específica de exposición. Estos morteros están especialmente indicados para el caso de forjados en los que se incluyen elementos prefabricados con recubrimientos inferiores a los prescritos por la Instrucción, como alternativa única que puede posibilitar su empleo. Para estos morteros de revestimiento se define un factor, , que permite conocer el espesor de recubrimiento real de hormigón equivalente. En cualquier caso, los espesores de revestimiento deben ser superiores a 20 mm. Para actuar como revestimiento no es válido cualquier tipo de mortero. Además de que sus componentes cumplan las especificaciones marcadas para ellos en la Instrucción estos morteros deben tener las características que se indican en la Tabla 5.7. Tabla 5.7.- Características de los morteros a emplear como revestimiento protector del hormigón Característica
Requisito
Resistencia a flexotracción
2 N/mm2
Módulo de elasticidad
25.000 N/mm2
Retracción de secado a los 28 días
0,04 %
Resistencia de adherencia
0,8 N/mm2
Coeficiente de dilatación térmica
11,7 x 10-6 ºC-1
En definitiva, un mortero destinado a proteger el hormigón y sus armaduras del ambiente agresivo exterior debe presentar: -
Una buena adherencia al soporte.
-
Una compatibilidad de movimientos con el soporte, para evitar la generación de tensiones en la superficie de la unión que fisuren el mortero y ello se consigue con:
una retracción reducida,
una elevada resistencia a tracción,
un módulo de elasticidad no superior al del hormigón que recubren, y un coeficiente de dilatación térmica similar al de éste.
69
ACHE El factor de equivalencia se fija en función del tipo de ambiente y del valor de determinados parámetros en el mortero, tal y como puede verse en la Tabla 5.8.
Tabla 5.8.- Factor de equivalencia de morteros de recubrimiento Clase de exposición
Característica 1/2
IIa, IIb
Velocidad de carbonatación (mm/día ) 1/2
IIIa
Velocidad de penetración de cloruros (mm/día ) 2 1/2
IIIa
Capilaridad (kg/m h )
0,5
1,0
1,5
2,0
2,0
1,0
0,7
0,5
3,4
1,7
1,1
0,9
0,40
0,20
0,15
0,10
En el caso de que se empleen otro tipo de revestimientos es preceptiva la justificación documental de la protección que proporcionan a las armaduras, indicando el factor de equivalencia de los mismos. Ahora bien, el texto reglamentario no indica qué tipo de ensayos y de evaluaciones hay que llevar a cabo para el establecimiento de las mencionadas equivalencias, razón por la que pasamos a dar una serie de indicaciones al respecto.
5.3.4 Protección de las armaduras La Instrucción EHE-08 prescribe la ausencia de corrosión en las armaduras durante todo el periodo de vida útil de la estructura. Para cumplir esta exigencia, y dependiendo del tipo de exposición ambiental, puede ser conveniente la utilización de medidas de protección de las armaduras. Entre las medidas posibles, se señalan las siguientes: -
El empleo de aditivos inhibidores de la corrosión.
-
La galvanización de las armaduras.
-
El revestimiento de las armaduras con epoxi.
-
El empleo de acero inoxidable.
-
La protección catódica.
Además, se dan una serie de recomendaciones para limitar el riesgo de corrosión de las armaduras:
70
-
No poner en contacto las armaduras con otros metales de potencial galvánico muy diferente, salvo en el caso de protección catódica.
-
Limitar el contenido de iones despasivantes de las armaduras, como cloruros, sulfuros y sulfatos, en los materiales componentes del hormigón (agua, áridos, adiciones y aditivos).
-
Limitación del contenido total de cloruros en el hormigón a una cantidad no superior al 0,4 % del peso de cemento, para el caso de hormigones armados y del 0,2 % para hormigones pretensados.
Monografía M-24 Aditivos inhibidores de la corrosión Los aditivos inhibidores de la corrosión se emplean con carácter preventivo para evitar la corrosión de las armaduras embebidas en el hormigón. Estos aditivos pueden emplearse adicionándose a la masa del hormigón durante el amasado, o bien en forma de pintura directamente sobre la armadura o sobre la superficie del elemento una vez endurecido. Los aditivos incorporados a la masa del hormigón son de naturaleza muy diversa, siendo uno de sus requisitos básicos la eficacia que muestran a largo plazo. Como tales se emplean nitritos, tanto sódicos como cálcicos, los cromatos, el óxido de cinc y los fosfatos entre los compuestos inorgánicos. Entre los productos de naturaleza orgánica están los benzoatos, las aminas y los aminos alcoholes. En la década de los 90 se desarrollan los aditivos inhibidores de la corrosión que pueden aplicarse sobre el hormigón endurecido, teniendo un amplio campo de utilización en la reparación de estructuras con riesgo de corrosión. Son los denominados inhibidores de corrosión migratorios. Estos inhibidores de corrosión migratorios de dividen en dos grandes grupos: los basados en aminoalcoholes y los basados en aminocarboxilatos. Los primeros extienden ligeramente el tiempo de inicio de la corrosión y, cuando ésta comienza, disminuyen la velocidad de corrosión a la mitad de la que se obtendría en el caso de no haberse utilizado. Los aminocarboxilatos son mucho más eficaces que los anteriores, pues no sólo sus moléculas se ven atraídas por las áreas catódicas y anódicas del acero, sino que reaccionan también con el hormigón sellando los poros y evitando así la penetración de agentes agresivos procedentes del exterior. Estos inhibidores llegan a triplicar el tiempo de inicio de la corrosión y reducen la velocidad de progresión de ésta hasta en cinco veces con relación al acero desnudo.
Formas de aplicación a) Obra nueva: la utilización de los inhibidores de corrosión migratorios en estructuras de nueva construcción puede efectuarse bien mediante la adición del inhibidor directamente al hormigón durante el amasado, o bien mediante su aplicación directa sobre las armaduras, no afectando a las condiciones de adherencia de éstas con el hormigón. Cuando se adicionan al hormigón, tanto en forma de polvo con en forma líquida, pueden ir acompañados de una cierta proporción de microsílice para mejorar el sellado de los poros y reducir la capilaridad del hormigón. Su dosificación suele ser del orden de 0,6 l/m3. Cuando se aplican directamente sobre la armadura se hace en forma de pintura al agua, formando una película que endurece tras un periodo de curado, no siendo pegajosa al tacto y no produciendo la adhesión de polvo e impurezas que puedan dificultar las condiciones de adherencia al hormigón. La película que se forma tiene un espesor comprendido entre 5 y 25 micras, dependiendo del grado de protección que se quiera alcanzar, y puede pigmentarse como medida de control de la eficacia de su aplicación, puesto que el producto es inicialmente transparente. b) En obra finalizada: también es posible la aplicación de los inhibidores de corrosión migratorios, bien mediante pulverización o bien mediante pintado con brocha o rodillo. Tras su aplicación, el compuesto orgánico migra a través de la estructura porosa del hormigón endurecido hasta llegar a la armadura, debido a tres mecanismos que actúan de forma simultánea: acción capilar, difusión de vapor y atracción iónica.
71
ACHE Esta aplicación está especialmente recomendada cuando se ha producido algún incumplimiento en los recubrimientos mínimos de las armaduras, se aprecia una elevada porosidad del hormigón debida a diversas causas (dosificación, falta de curado, deficiente puesta en obra), o bien el elemento va a estar sujeto a una importante agresión ambiental como pudiera ser la alternancia de ciclos hielo-deshielo. El inhibidor en estas condiciones puede penetrar y proteger armaduras que se encuentren hasta 100 mm de profundidad, y además puede ir acompañado de otros agentes, tales como microsílice o hidrofugantes, que van a mejorar las cualidades superficiales del hormigón. La dotación con la que hay que aplicar estos productos depende del tipo de soporte y del tipo de inhibidor utilizado. En el caso de emplearse los inhibidores más potentes (aminocarboxilatos) será suficiente con una sola capa y la dotación será, por tanto, de 0,3 l/m2, mientras que para otros productos menos potentes (aminoalcoholes) se precisarán más capas con dotaciones similares por cada una de ellas.
Galvanización de las armaduras El empleo de armaduras galvanizadas está recomendado en aquellas estructuras que requieren condiciones especiales de protección contra la corrosión —como es el caso de los ambientes industriales o marítimos, así como el contacto directo con aguas o terrenos muy agresivos—. La galvanización de las armaduras se consigue mediante la inmersión de éstas en un baño de cinc fundido, a unos 450 ºC, previa limpieza superficial de las mismas por vía química (desengrasado, decapado ácido y fluxado). La excelente resistencia de este metal a la corrosión atmosférica o frente a las aguas se debe a su capacidad de formar películas protectoras de productos de corrosión —fundamentalmente carbonatos básicos de cinc— que son muy densas, adherentes e insolubles, que hacen que la velocidad de corrosión del cinc sea de 10 a 100 veces inferior a la del acero, dependiendo de la agresividad ambiental. El espesor de recubrimiento de cinc determinará su mayor o menor resistencia ante la corrosión. Como regla general, este espesor no debe ser inferior a 70 micras para barras y/o alambres de diámetro igual o inferior a 6 mm, ni a 84 micras para los diámetros mayores. En condiciones normales, con aceros producidos en horno eléctrico a partir de chatarra y contenidos de silicio no superiores al 0,13 %, los espesores de recubrimiento se encuentran comprendidos entre 120 y 200 micras, dependiendo del diámetro de la barra. La calidad de estos recubrimientos puede evaluarse mediante la norma UNE-EN ISO 1461:1999 “Recubrimientos galvanizados en caliente sobre productos acabados de hierro y acero. Especificaciones y métodos de ensayo”. Como norma para consulta se cita la ISO 14657 “Zinc coated steel for the reinforcement of concrete”. Dada la posible influencia del galvanizado en la adherencia de las armaduras con el hormigón, se recomienda realizar ensayos comparativos, con y sin recubrimiento (por ejemplo de pull-out) para determinar las longitudes de anclaje y solapo precisas.
Revestimientos con epoxi El revestimiento con epoxi consiste, básicamente, en envolver toda la superficie de la armadura formando una película continua y uniforme alrededor de toda ella que impide su contacto con los agentes agresivos.
72
Monografía M-24 Esta película no sólo ha de ser continua, sino que también debe: -
ser resistente para no ser dañada durante las operaciones de transporte y manipulación en obra,
-
mostrar una buena adherencia con el soporte,
-
disponer de la flexibilidad suficiente para permitir el doblado de la barra sin agrietarse,
-
ser inalterable en presencia de los álcalis del cemento,
-
ser económica y fácilmente aplicable.
Este tipo de revestimientos se desarrollaron en los años 70 en Estados Unidos con motivo de un intenso plan de investigación llevado a cabo para paliar los importantes efectos que el uso de sales fundentes estaba produciendo sobre las armaduras de los tableros de puentes de carretera. Desde entonces su empleo se ha extendido en otras partes del mundo. Aunque existen diversas formas de aplicación, la que ha demostrado ser más eficiente es la del revestimiento fundido (FBE – Fusion Bonded Epoxi). La barra, previamente limpiada y calentada (hasta alcanzar una temperatura comprendida entre los 190 y 240 ºC) es introducida en un horno donde el epoxi en forma de polvo se deposita electrolíticamente sobre la barra fundiéndose y formando una película continua y de espesor uniforme. Tras un periodo de curado y endurecimiento las barras revestidas se someten a un proceso de inspección donde se realiza un control de la integridad de la película en toda la extensión de la barra. En los casos en que el revestimiento resulte dañado por cualquier causa, puede repararse la película protectora mediante a aplicación de un retoque bien con pincel o bien por medio de un spray. La aplicación de este revestimiento sobre la superficie de la barra reduce la microrrugosidad de ésta, lo cual incide de alguna forma en las condiciones de adherencia con el hormigón, razón por la que las longitudes de anclaje se incrementan del orden de un 10 %.
Acero inoxidable La incorporación de cromo al acero, en un porcentaje superior al 10,5 %, hace que este se autopasive, aumentando su resistencia a la corrosión a medida que aumenta el contenido de cromo, efecto que también puede conseguirse con la presencia de niquel, molibdeno y nitrógeno. El nivel de concentración de cloruros admisible en el caso de estos aceros es muy superior al necesario para un acero convencional y depende también del contenido de elementos aleantes. Los aceros austeníticos y ferrito-austeníticos pueden llegar a ser los más resistentes a la corrosión por picaduras, que es la forma habitual de inicio de la corrosión en aceros inoxidables. Los ferríticos, con un contenido en cromo superior al 10 % se sitúan en una posición intermedia, y con contenidos de cromo inferiores al 10 % son los menos resistentes. Protección catódica La protección catódica consiste en la aplicación de una pequeña corriente eléctrica a las armaduras para que éstas se sitúen en un potencial de polarización más negativo y pueda alargarse el tiempo de despasivación ante una entrada de cloruros. Como referencia, el acero embebido en el hormigón se pasiva con potenciales comprendidos entre 0 y -250 mV (respecto al electrodo Cu/CuSO4) y en este rango la corrosión es muy activa. Con la protección catódica el potencial de polarización de la armadura se sitúa en -750 mV, situación en la que la máxima pérdida de espesor que podría experimentar la armadura sería de 10 micras al año. Existen dos sistemas de protección catódica: el de ánodos de sacrificio y el de corriente impresa.
73
ACHE Ánodos de sacrificio El sistema de ánodos galvánicos o de sacrificio consiste en la formación de una pila electroquímica conectando el acero de la armadura a un metal más anódico que él, que es el que se va corroyendo. Para que este sistema sea eficaz es fundamental que las armaduras presenten una continuidad eléctrica entre ellas. Cuando se emplea como método preventivo durante la fase de construcción de la estructura ha de preverse su mantenimiento durante la vida de servicio de ésta. El potencial al que se sitúa la armadura es más negativo, por lo que la corriente necesaria para conseguir el estado de inmunidad es menor, del orden de 0,1 a 3 mA/m2. En la prevención catódica los ánodos se colocan durante la fase de construcción de la estructura, siendo habitualmente de cinc o de cinc aleado con cadmio. También pueden disponerse estos ánodos sobre la estructura ya existente como medida de rehabilitación de la misma, en cuyo caso las densidades de corriente tienen que ser mucho mayores, dependiendo del nivel de corrosión y de la concentración de cloruros alcanzado, pudiendo estar comprendida entre 3 y 50 mA/m2. Sistema de corriente impresa El sistema de corriente impresa mantiene el mismo principio fundamental, pero teniendo en cuenta las limitaciones del material, costo y diferencia de potencial con los ánodos de sacrificio, se ha ideado este sistema mediante el cual el flujo de corriente requerido se origina en una fuente de corriente generadora continua regulable o, simplemente se hace uso de unos rectificadores que, alimentados por corriente alterna, ofrecen una corriente continua apta para la protección de la estructura. En la práctica es el sistema más utilizado, debido a su mayor duración y seguridad. La corriente externa disponible es impresa en el circuito constituido por la estructura a proteger y la cama anódica. La dispersión de la corriente eléctrica en el electrolito se efectúa mediante la ayuda de ánodos inertes cuyas características y aplicación dependen del electrolito. El terminal positivo de la fuente debe siempre estar conectado a la cama de ánodo, a fin de forzar la descarga de corriente de protección para la estructura. Este tipo de sistema trae consigo el beneficio de que los materiales a usar en la cama de ánodos se consumen a velocidades menores, pudiendo descargar mayores cantidades de corriente y mantener una vida más amplia. En virtud de que todo elemento metálico conectado con el terminal positivo de la fuente e inmerso en el electrolito es un punto de drenaje de corriente forzada y por tanto de corrosión, es necesario el mayor cuidado en las instalaciones y la exigencia de la mejor calidad en los aislamientos de cables de interconexión. Los sistemas más extendidos de corriente impresa son: -
Mallas de alambre de titanio o de titanio activado con una capa de óxidos de metales nobles, con periodos de vida útil comprendidos entre 25 y 100 años.
-
Ánodos discretos en forma de tubos o varillas de titanio activado con platino o con mezcla de óxidos.
-
Revestimientos de morteros especiales con contenido de carbón granulado.
-
Revestimientos de mortero con contenidos en fibras de grafito revestido de níquel.
-
Otros (recubrimientos orgánicos, recubrimientos metálicos, polímeros conductores y cerámicas conductoras).
La disposición de un sistema de protección catódica debe ser objeto de un estudio específico llevado a cabo por especialistas en el que se incluyan los cálculos necesarios para garantizar una protección adecuada, debiendo tener en cuente el tipo y la duración de los ánodos, el estado de las armaduras, el tipo de hormigón que las recubre y sus características, su estado, contaminación con cloruros, alcalinidad, oxigenación y posibilidad de corrientes erráticas. Por último, la puesta en servicio del sistema y el control y vigilancia del mismo son fundamentales para obtener los datos que indican si existe una garantía de protección. 74
Monografía M-24
6. Soldadura 6.1. INTRODUCCIÓN La Instrucción EHE-08 contempla el empleo de procesos de soldadura en la elaboración de armaduras, tanto en instalación de ferralla como en la propia obra. En las instalaciones de ferralla se prescribe la ejecución de la soldadura mediante equipos que permitan la realización de ésta por arco manual, por arco con gas de protección o mediante soldadura eléctrica por puntos. La Instrucción prescribe que estos procedimientos han de ajustarse a lo indicado en la norma UNE 36832 aunque esta norma ha sido sustituida por la UNE EN-ISO 17660 (partes 1 y 2). En la presente monografía se van a describir los procedimientos contemplados en ambas normas al considerar que esta información puede ser de utilidad tanto para la Dirección Facultativa a la hora de aplicar las técnicas de soldadura en la obra como para los profesionales de la ferralla.
6.2. SOLDADURA NO RESISTENTE 6.2.1. Procedimientos Los procedimientos prescritos para la realización de la soldadura no resistente son tres: -
soldadura por arco manual con electrodo revestido,
-
soldadura semiautomática por arco con protección gaseosa,
-
soldadura por puntos mediante resistencia eléctrica.
Las características de los electrodos a emplear en los dos primeros procedimientos serán las indicadas en la norma UNE 36832. Los parámetros del proceso de soldadura deben establecerse mediante la realización de ensayos previos, si bien éstos no se describen ni en la norma ni en la Instrucción. 6.2.2 Recomendaciones En la ejecución de una soldadura no resistente en el armado de la ferralla se han de tener presentes las siguientes limitaciones: -
Las superficies a soldar deben estar correctamente preparadas y libres de óxido4, humedad, grasa o cualquier otro tipo de suciedad.
-
Las barra a unir no deberán tener una temperatura inferior a 0ºC en la zona de soldadura, debiéndose proteger en caso necesario para que después de llevarse a cabo la soldadura no se produzca un enfriamiento rápido de la misma.
La soldadura no debe llevarse a cabo con condiciones climatológicas adversas, tales como lluvia, nieve o viento intenso. En caso de necesidad, deberán emplearse dispositivos protectores como por ejemplo pantallas. 4
La existencia de una ligera capa de óxido adherido no dificulta las operaciones normales de soldadura.
75
ACHE 6.3 SOLDADURA RESISTENTE
6.3.1 GENERAL El tratamiento en la EHE-08 de la soldadura resistente se limita a la referencia en todo momento a los procedimientos y recomendaciones recogidas en la norma UNE 36832, y que se indican a continuación. Esa Norma ha sido actualizada por la UNE EN-ISO 17660 (partes 1 y 2) pero que, al no estar considerada en el articulado de la EHE, no es de uso obligatorio. 6.3.2 Procedimientos Los procedimientos prescritos para la realización de la soldadura resistente por la norma UNE 36832 son dos: -
soldadura por arco manual con electrodo revestido,
-
soldadura semiautomática por arco con protección gaseosa.
Con ellos se pueden realizar, indistintamente, uniones a tope, uniones en cruz y uniones con otros perfiles metálicos. Soldadura por arco manual con electrodo revestido En el primero de los procedimientos los diámetros de los electrodos utilizados y las condiciones de la soldadura deben determinarse previamente al inicio de los trabajos y ante cualquier modificación de las condiciones de fabricación. Como orientación, se pueden adoptar los parámetros recomendados en el Boletín nº 186 del CEB, que se recogen en la Tabla 6.1. Tabla 6.1.- Parámetros recomendados para soldadura por arco manual con electrodo revestido. Diámetro de las barras a soldar (mm)
6–8
10 – 14
16 – 20
25 – 32
40
Diámetro del electrodo (mm)
2
2,5
3,15
4
5
Intensidad de soldadura (A)
40 – 70
70 – 90
100 – 130
140 – 180
180 - 200
Soldadura semiautomática por arco con protección gaseosa Para el segundo de los procedimientos es preciso también la realización de ensayos previos para establecer los parámetros de la soldadura, en especial la intensidad, la tensión y la velocidad del hilo, pudiendo utilizarse como referencia los valores indicados en la Tabla 6.2. Tabla 6.2.- Parámetros recomendados por UNE 36832 para soldaduras semiautomáticas con protección gaseosa. Diámetro de la barra más fina (mm)
Gas
Tensión (V)
Velocidad de hilo (m/min)
Intensidad (A)
6 a 10
CO2 mezcla
24 – 26 22 – 24
5–6 6–7
150 – 200
12 a 16
CO2 mezcla
26 – 28 24 – 26
6–7 7–8
175 – 225
20 – 40
CO2 mezcla
30 – 32 26 – 28
8 – 10
200 – 250
76
Monografía M-24 6.3.3 Recomendaciones Los empalmes por soldadura resistente deben ejecutarse por parte de operarios debidamente cualificados. Además, en todo momento es preciso tener presentes no sólo las recomendaciones indicadas para las soldaduras no resistentes, sino también las que se indica a continuación: -
Las superficies a soldar deben encontrarse secas y libres de todo material que pudiera afectar a la calidad final de la soldadura.
-
En el caso de emplear un procedimiento de soldadura semiautomática por arco con protección gaseosa hay que adoptar las medidas oportunas para evitar la influencia de factores externos como el viento, pues de lo contrario se obtendrán soldaduras porosas.
-
Queda expresamente prohibida la soldadura de armaduras galvanizadas o con recubrimientos epoxídicos.
-
No podrán disponerse empalmes por soldadura resistente en los tramos en los que el trazado de la armadura tenga una fuerte curvatura.
-
La soldadura a tope de barras de distinto diámetro sólo podrá llevarse a cabo si la diferencia entre diámetros es inferior a 3 milímetros.
-
En periodos de intenso viento, cuando esté lloviendo o nevando no podrán realizarse soldaduras resistentes, a menos de estar la zona adecuadamente cubierta y protegida de las inclemencias del tiempo, así como de un posible enfriamiento rápido.
Bajo ninguna circunstancia puede llevarse a cabo la soldadura sobre una superficie a temperatura igual o inferior a 0ºC inmediatamente antes de soldar.
6.4 LA SOLDADURA SEGÚN LA NORMA UNE EN-ISO 17660 Como ya se ha comentado, la norma UNE EN-ISO 17660 anuló en el año 2006 a la norma UNE 36832, del año 1997, que sigue siendo de obligado cumplimiento por ser citada por la Instrucción EHE-08. Esto no implica, necesariamente, que los procedimientos o sistemas que contemple sean mejores sino que la Comisión Permanente del Hormigón no ha considerado oportuno hacer referencia a la nueva norma. Dado que la norma UNE EN-ISO 17660 es la que se adopta como referencia en el Eurocódigo 2 (EN 1992-1-1) se ha considerado necesario dedicar un apartado dentro del apartado 6 de soldadura para describir alguno de los aspectos fundamentales de su contenido, que se organiza en dos partes, dedicadas a uniones resistentes y no resistentes:
UNE EN-ISO 17660-1: Soldeo. Soldeo de armaduras de acero. Parte 1: uniones soldadas que soportan cargas. UNE EN-ISO 17660-2: Soldeo. Soldeo de armaduras de acero. Parte 1: uniones soldadas que no soportan cargas. 6.4.1. Tipos de soldadura Las uniones soldadas se dividen en dos tipos: a) Uniones soldadas resistentes: uniones soldadas usadas para transmitir cargas específicas entre armaduras de acero o entre armaduras y otras piezas de acero. b) Uniones soldadas no resistentes: uniones soldadas cuya capacidad resistente no se toma en consideración en el cálculo de la estructura de hormigón armado.
77
ACHE 6.4.2. Procesos de soldadura Existen diversos procesos de soldadura, descritos en la norma ISO 4063 Soldeo y técnicas conexas. Nomenclatura de procesos y número de referencia, que pueden emplearse para las uniones soldadas de barras corrugadas, y que se recogen en la Tabla 6.3, en la que también se hace referencia a la norma específica para cada uno de ellos. Tabla 6.3.- Procesos de soldadura y número de referencia, de acuerdo con ISO 4063. Proceso de soldadura
Descripción
Norma aplicable
111
Soldeo por arco manual con electrodo revestido
UNE-EN ISO 15614-1
114
Soldeo por arco con alambre tubular autoprotegido
UNE-EN ISO 15614-1
135
Soldeo por arco con gas activo (soldeo MAG)
UNE-EN ISO 15614-1
136
Soldeo por arco con alambre tubular y con gas activo
UNE-EN ISO 15614-1
21
Soldeo por puntos mediante resistencia eléctrica
UNE-EN ISO 15614-12
23
Soldeo por protuberancias resistencia eléctrica
UNE-EN ISO 15614-12
24
Soldeo por chisporroteo (soldadura de conectadores y espárragos)
UNE-EN ISO 15614-13
25
Soldeo por resistencia a tope
UNE-EN ISO 15614-13
42
Soldeo por fricción
47
Soldeo autógeno
mediante
UNE-EN ISO 15620
UNE-EN ISO 15614-1 Especificaciones y cualificación de los procedimientos de soldeo para los materiales metálicos. Ensayo de procedimiento de soldeo. Parte 1: soldeo por arco y con gas de aceros y soldeo por arco de níquel y sus aleaciones. UNE-EN ISO 15614-12 Especificaciones y cualificación de los procedimientos de soldeo para los materiales metálicos. Ensayo de procedimiento de soldeo. Parte 12: soldeo por puntos, por costura y por protuberancias. UNE-EN ISO 15614-13 Especificaciones y cualificación de los procedimientos de soldeo para los materiales metálicos. Ensayo de procedimiento de soldeo. Parte 13: soldeo por resistencia a tope por presión. UNE-EN ISO 15620 Soldeo. Soldeo por fricción de materiales metálicos.
6.4.3. Tipos de uniones En la Tabla 6.4 se recogen los tipos de uniones soldadas indicando los procesos de soldadura que pueden emplearse en cada una de ellas, así como el rango de diámetros de barras usualmente empleado en cada una de ellas.
78
Monografía M-24 Tabla 6.4.- Tipos de uniones soldadas Uniones soldadas no resistentes Tipo de unión
Proceso de soldadura
Rango de diámetros (mm)
Unión por solape
21, 23 111, 114, 136
135,
4 a 32 6 a 32
Unión en cruz
21, 23, 111, 114, 136
135,
6 a 50 6 a 50
Uniones soldadas resistentes Proceso de soldadura 111, 136
114,
135,
21, 23 111, 114, 136
135,
Rango de diámetros
6 a 32 4 a 20 6 a 50
Unión a tope
—
—
24 25 42, 47
Unión a tope sin respaldo
—
—
111, 136
114,
135,
16
Unión a tope con respaldo permanente
—
—
111, 136
114,
135,
12
Unión cubrejunta
—
—
111, 136
114,
135,
—
—
42, 111, 135, 136
114,
con
Unión a otras piezas de acero
5 a 20 5 a 25 6 a 50
6 a 50 6 a 50
Uniones a tope
Las uniones a tope se emplean exclusivamente en uniones soldadas resistentes. Se llevan a cabo sobre barras alineadas axialmente, por lo general del mismo diámetro, si bien es posible la unión entre barras de distinto diámetro siempre que la diferencia no rebase el 10 % del diámetro nominal de la barra de mayor diámetro. Aunque la soldadura a tope pudiera realizarse para barras a partir de 5 mm de diámetro en la práctica del hormigón estructural no es recomendable para diámetros inferiores a 16 mm. En cualquier caso los bordes de la unión deben prepararse, como se indica en la Figura 6.1, pudiéndose llevar a cabo por amolado o por oxicorte. Dada la importante afección de esta soldadura a las barras es muy difícil garantizar el mantenimiento de las condiciones de ductilidad del material de partida, lo que será preciso tener en cuenta en aquellos casos en que ésta sea relevante, debiéndose optar por otro tipo de soluciones de unión.
79
ACHE
Leyenda x separación de la raíz y profundidad de la cara de la raiz Nota: x e y dependen del proceso de soldadura.
Figura 6.1.- Ejemplos de preparación de uniones a tope
Uniones por solape Las uniones por solape se emplean tanto para uniones soldadas resistentes como no resistentes. En la zona de unión las barras deben estar en contacto. Las uniones resistentes pueden efectuarse por un solo lado, en cuyo caso la soldadura debe realizarse como se indica en la Figura 6.2, o bien por ambos lados, debiéndose garantizar un cordón de soldadura superior a 2,5 d (siendo d el diámetro nominal de la barra más fina). En este último caso, se puede estimar que la garganta efectiva tiene un espesor, a, igual a la mitad de la anchura, w, de la soldadura.
Leyenda 1 soldadura l longitud de la soldadura longitud total de solape l0
d a w
diámetro nominal de la barra más fina espesor de garganta anchura de la soldadura
Figura 6.2.- Unión por solape
Uniones con cubrejunta La unión con cubre junta se emplea exclusivamente en uniones resistentes, y constituyen una alternativa a las uniones a tope. En su confección se deben emplear, exclusivamente, barras para armaduras y no otro tipo de barras, debiéndose procurar que sean de la misma calidad y que la sección transversal conjunta de ambos cubrejuntas sea, al menos, igual a la de las barras a unir.
80
Monografía M-24 Como en el caso de las uniones por solape, la soldadura puede realizarse por un solo lado o por ambos. En este último caso, la longitud de la soldadura ha de ser mayor de 2,5 d, y la anchura de la garganta efectiva se puede tomar como a = 0,4 w.
Leyenda 1 soldadura d diámetro nominal de la barra más fina
a w
espesor de garganta anchura de la soldadura
Figura 6.3.- Unión con cubrejuntas
Uniones en cruz Al igual que las anteriores, las uniones en cruz pueden ser resistentes o no resistentes. En el caso de uniones resistentes se debe especificar en los planos el valor mínimo del factor de cizallamiento (ver Figura 6.4), debiéndose verificar éste mediante la realización del correspondiente ensayo de cizallamiento, de acuerdo con la norma UNE-EN ISO 15630-2. La resistencia a cizallamiento se expresa como porcentaje del límite elástico nominal de la barra sometida a tracción, conforme a los valores indicados en la Tabla 6.5, no recomendándose el uso para diseño de clases inferiores a la SF30 o superiores a la SF80. Las uniones en cruz resistentes deben soldarse, siempre que sea posible, por ambos lados con soldaduras iguales. En el caso de que se efectúe sólo por un lado, su resistencia a cizallamiento debe comprobarse aplicando la fuerza de acuerdo a lo indicado en la Figura 6.5 b). Además, con el fin de evitar la existencia de posibles fisuras en la soldadura, se ha de prestar especial atención en que: -
El espesor de garganta mínimo a dmin;
-
La longitud de soldadura mínima l 0,5 dmin
Si se utiliza más de una barra transversal en el mismo lado de la barra longitudinal, la separación entre barras transversales debe ser al menos de tres veces su diámetro nominal.
Tabla 6.5.- Clasificación de resistencia a cizallamiento de uniones resistentes en cruz Clasificación del factor de cizallamiento
Factor de cizallamiento, Sf
SF30 SF40 SF50 SF60 SF70 SF80
30 % 40 % 50 % 60 % 70 % 80 %
81
ACHE
Figura 6.4.- Ejemplo de representación en planos de uniones en cruz resistentes.
Leyenda 1 barra longitudinal 2 barra transversal F fuerza que soporta la barra transversal a espesor de garganta
Figura 6.5.- Uniones en cruz.
Figura 6.6.- Uniones en cruz realizadas mediante resistencia eléctrica.
82
Monografía M-24
7. Ejecución de armaduras 7.1. INTRODUCCIÓN La ejecución de las armaduras, tanto en obra como en una instalación ajena a la misma, debe hacerse de conformidad con las indicaciones del proyecto o, en su defecto, con las que apruebe la Dirección Facultativa. La labor de la instalación de ferralla es aplicar los procedimientos más adecuados para su elaboración, de forma que, a la vez que se elaboran las formas definidas en el proyecto con las correspondientes tolerancias, no se alteren significativamente las características mecánicas o las condiciones de adherencia del acero utilizado. Durante el proceso, se han de aplicar los protocolos recogidos en el sistema de control de la instalación y efectuar las validaciones de los procesos, tal y como se recoge en el apartado 8. La secuencia de las labores a efectuar sería la siguiente: 1. Despiece. 2. Procesado (enderezado, corte y doblado). 3. Armado, en su caso. 4. Almacenamiento y expedición. 7.1.1. Concepto de armadura La Instrucción de Hormigón Estructural EHE-08 distingue dos tipos de armadura en función de su forma de funcionamiento en la estructura: armaduras activas y armaduras pasivas. Las armaduras activas son aquellas a las que se les introduce unas tensiones de tracción para que puedan transmitirlas al hormigón en forma de fuerza de compresión, lo que permite la optimización de las secciones resistentes de los elementos estructurales reduciendo sus dimensiones y su peso propio. Las armaduras pasivas trabajan solidariamente con el hormigón desde el primer momento y comienzan a colaborar y son solicitadas en el instante en el que el elemento se deforma por acción de las cargas, ya sean de tracción o compresión. 7.1.2. Armaduras pasivas La armadura pasiva se define como el resultado de montar, en el correspondiente molde o encofrado, el conjunto de armaduras normalizadas, armaduras elaboradas o ferrallas armadas que, convenientemente solapadas y con los recubrimientos adecuados, tienen una función estructural. Por lo tanto la armadura pasiva está formada, a su vez por armaduras normalizadas, armaduras elaboradas y ferralla armada. Armaduras normalizadas Las armaduras normalizadas son aquellas que se elaboran conforme a una norma de producto y entre ellas se distingue entre mallas electrosoldadas y armaduras básicas electrosoldadas en celosía.
83
ACH HE A A) Malla electrosoldada:: disposición n de barras o alambres longitudinalees y transverrsales, de diám metro nomin nal y longittud igual o diferente, que se cruzan enttre sí perpendiccularmente y cuyos pu ntos de con ntacto están n unidos meediante sold dadura eléctrica por un proce eso de produ ucción en serrie en instalación fija. B B) Armadura a básica elec ctrosoldada e en celosía: estructura e bi o tri-dimenssional formad da por un cordó ón superior, uno o variios cordone es inferiores y elementoos diagonale es de conexión continuos o discontin uos unidos a los cord dones mediaante soldadura o aje mecánico o. ensambla Arma adura elaborada La arrmadura elab borada se ejjecuta confo orme a un prroyecto espe ecífico y se ddefine como o cada una de las form mas o dispo osiciones de e elementos s que resulltan de apliicar proceso os de o a barras y rollos de acero a corrugado o, en ssu caso, a mallas m enderezado, cortte y doblado electrrosoldadas. Al conjunto de procesos que se llevan a ccabo durante e la elaborac ción de la arm madura se co onoce el término de ferrallado. por e alla armada Ferra La fe erralla armad da es el resultado obten nido tras los s procesos de d montaje dde las arma aduras elabo oradas, bien mediante atado a con ala ambre o bie en mediante soldadura nno resistente e para forma ar la armadu ura, en la mayoría m de lo os casos trid dimensional,, definida een el proyec cto del eleme ento estructu ural de que se s trate. El co onjunto de acctividades co on las que se e proporcion na la disposic ción geométtrica definitiv va a la arma adura se cono oce por el término de arm mado.
Figurra 7.1.- Distinttas formas de e armadura.
84
Monografía M-24 7.2. Despiece y formas de armado La primera de las operaciones que hay que efectuar es un despiece de las armaduras de acuerdo con los planos del proyecto, en el caso de que éste no lo incluya, que es lo más habitual. Por regla general, los planos de proyecto no llegan al detalle final de las formas a elaborar o no definen específicamente todas las características de las mismas. Por ejemplo, pueden referirse a los radios de doblado de forma genérica (“cumplirán los radios de doblado prescritos en la EHE”), de igual manera, a las longitudes de anclaje y solapo (suele indicarse un cuadro con las longitudes de anclaje y solapo de todos los diámetros pero no se detalla, en general, donde y cuanto se solapará una armadura concreta). En otras ocasiones, no se exponen los detalles, por ejemplo, de los nudos de encuentro de elementos que, en determinadas situaciones pueden generar importantes problemas a la hora de colocar las armaduras en la obra. Por esta razón, es importante contar con la experiencia del taller de ferralla, y así lo contempla la Instrucción EHE-08, para que se propongan soluciones viables que eviten problemas a la hora de la colocación. De esta forma, será el taller de ferralla el que, respetando las indicaciones del proyecto y de la Instrucción, y teniendo la precaución de que las formas utilizadas no supongan una disminución de las secciones de armado establecidas en el proyecto, proponga un despiece a la Dirección Facultativa, quien debe revisarlo, modificarlo, en su caso, y aprobarlo antes del inicio de los trabajos. Las planillas de despiece deben ser firmadas por el responsable del despiece en la instalación de ferralla. En ellas se debe reflejar la geometría y las características específicas de cada una de las formas, con indicación de la cantidad total de armaduras iguales a fabricar, así como la identificación de los elementos estructurales a los que están destinadas. Como regla de buena práctica, debe evitarse el empleo simultáneo de aceros de diferente designación en el mismo elemento estructural, a menos que no exista riesgo de confusión, por ejemplo que un tipo se emplee como armadura principal y otro para estribos. Las tareas de ferralla se han ido automatizando y mecanizando cada vez más por las ventajas derivadas no sólo de mayor rendimiento y productividad, sino también por la reducción de los errores humanos y la consecución de formas y procesos iguales y repetibles. Para obtener la máxima eficacia de estas modernas instalaciones es imprescindible acudir a la racionalización de los esquemas de armado, de manera que las formas a elaborar sean sencillas y se repitan lo más posible, optimizando no sólo los costes de elaboración sino también los de montaje. En determinadas ocasiones, es complicado conseguir esta situación ventajosa, ya que debido a las formas geométricas de los elementos no resulta viable su simplificación o su repetición. No obstante, en la gran mayoría de los casos de estructuras de edificación es posible efectuar dicha racionalización, adoptando las formas más sencillas recomendadas e intentando su máxima repetición. Por regla general, el ahorro de una pequeña cantidad de acero no implica la racionalización del armado ya que, en general, este ahorro se consigue mediante un incremento de la complejidad ya sea de la elaboración de las armaduras o de su colocación, lo que suele acarrear al final, un mayor coste total y un incremento en los plazos de ejecución. En relación con la tipología de las formas de armado la Instrucción EHE-08 recomienda el empleo de las formas preferentes de armado indicadas en la norma UNE 36831 (ver Tabla 7.1).
85
ACH HE Tabla a 7.1.- Formas s preferentes de armado ((UNE 36831).
Las estructuras ordinarias de edificaciión pueden generalmente proyectaarse con el e uso usivo de las siete s formas señaladas ccon un asteris sco que lleva an la señal *.. exclu Las ccotas de esttas formas preferentes p d de armado deben darse en centímettros y la form ma de medirr éstas se re ecoge en la Figura F 7.2.
86
Monografía M-24
Figura 7.2.- Forma de medir las cotas de las formas preferentes de armado.
7.3. ATADO Y DOBLADO Los equipos para llevar a cabo los procesos de elaboración de las armaduras deben cumplir las condiciones indicadas en los apartados siguientes. Las operaciones de doblado no deben efectuarse cuando la temperatura ambiente en las barras sea inferior a 5ºC. El diámetro mínimo de doblado debe cumplir los valores recogidos en la Tabla 7.2 para evitar que se puedan producir fisuras en las armaduras así como que se produzcan presiones excesivas y el hendimiento del hormigón en la zona de la curvatura. En el caso de estribos de diámetro igual o inferior a 12 mm, los diámetros de doblado pueden ser menores siempre que no originen principios de fisuración en el acero. Esto se evita si se adopta la precaución de que el diámetro empleado no sea menor a 3 veces el diámetro de la barra, ni a 3 centímetros.
Tabla 7.2.- Diámetro mínimo de los mandriles de doblado Ganchos, patillas y ganchos en U Tipo de acero
Barras dobladas y curvadas
< 20 mm
20
25 mm
> 25 mm
B 400 S B 400 SD
4
7
10
12
B 500 S B 500 SD
4
7
12
14
7.4. FABRICACIÓN INDUSTRIAL DE ARMADURAS 7.4.1. Concepto de taller de ferralla Las instalaciones en las que se confeccionan las armaduras elaboradas y la ferralla armada se conocen como instalaciones de ferralla y pueden pertenecer a la obra o ser instalaciones industriales ajenas a ésta.
87
ACHE Para que un taller pueda obtener la consideración de instalación de ferralla debe poder llevar a cabo las siguientes actividades: -
Almacenamiento de los productos de acero empleados.
-
Sistema de gestión de acopios que permita el mantenimiento de la trazabilidad.
-
Proceso de enderezado, en el caso de emplearse acero corrugado suministrado en forma de rollo.
-
Procesos de corte, doblado, soldadura y armado, según el caso.
-
Sistema de control de producción que incluya ensayos e inspecciones sobre las armaduras elaboradas y ferralla armada, para lo cual deberá disponer de un laboratorio de autocontrol, propio o contratado.
-
Control de recepción de los productos de acero. En el caso de instalaciones de ferralla en obra, la recepción de los productos de acero será responsabilidad de la Dirección Facultativa y los ensayos correspondientes se efectuarán por el laboratorio de control de la obra.
Almacenamiento Las instalaciones de ferralla deben disponer de áreas específicas para el almacenamiento de las partidas de productos de acero recibidos y de las remesas de armaduras elaboradas o de la ferralla armada fabricadas. Estas áreas estarán preferiblemente protegidas de la intemperie para evitar posibles deterioros o contaminaciones de los productos. Sistema de gestión de acopios Los acopios deben gestionarse mediante un sistema, preferentemente informatizado, que permita mantener una adecuada trazabilidad entre el acero utilizado, los procesos desarrollados en la instalación de la ferralla, las armaduras elaboradas y la ferralla armada resultante. En el caso de instalaciones ajenas a la obra la Dirección Facultativa podrá recabar evidencias sobre el sistema de trazabilidad utilizado. Procesos de enderezado, corte, doblado y soldadura La transformación del material suministrado en forma de rollo requiere la utilización de máquinas específicamente diseñadas al efecto que permitan el desarrollo de procedimientos de enderezado de forma que no se alteren las características mecánicas (fundamentalmente el alargamiento bajo carga máxima) y geométricas del material (altura de corruga), no pudiéndose utilizar máquinas dobladoras para este fin. Las operaciones de corte pueden realizarse por medio de cizallas manuales o máquinas automáticas de corte, no pudiéndose utilizar equipos que puedan provocar alteraciones relevantes en las características geométricas, mecánicas o en las propiedades físicometalúrgicas del material como por ejemplo, el corte con sopletes. El doblado se efectuará mediante máquinas dobladoras manuales o automatizadas con velocidad constante y con la ayuda de mandriles de modo que la curvatura sea constante en toda la zona de doblado. Los mandriles podrán intercambiarse de una forma versátil que permita cumplir los radios de doblado establecidos por el proyecto o, en su defecto, por la Instrucción EHE-08 en función del diámetro de la armadura. La soldadura se efectuará con cualquier equipo que permita la realización de la misma por arco manual, por arco con gas de protección o mediante soldadura eléctrica por puntos. En el caso de soldaduras no resistentes en el caso de que se trate de ferralla armada mediante soldadura no resistente el personal que la realice debe estar en posesión de un certificado de cualificación que avale su formación específica para el procedimiento utilizado.
88
Monografía M-24 En el caso de soldaduras resistentes el procedimiento utilizado debe estar homologado según la norma UNE-EN ISO 15614-1 y el personal que la lleve a cabo debe disponer de un certificado de homologación conforme a la norma UNE-EN 287-1. Armado El armado de la ferralla se efectuará mediante procedimientos de atado con alambre o por aplicación de soldadura no resistente. El procedimiento utilizado debe garantizar el mantenimiento del armado durante su transporte hasta la obra, en su caso, así como durante las operaciones normales de su montaje en los encofrados, vertido y compactación del hormigón. El atado se realizará con alambre de acero mediante herramientas manuales o atadoras mecánicas. Control de producción Las instalaciones de ferralla ajenas a la obra deben disponer de un sistema de control de producción, mientras que las que pertenezcan a la obra estarán sometidas a un sistema de autocontrol efectuado por el constructor. En ambos casos se han de controlar la totalidad de los procesos que se lleven a cabo, incluyéndose al menos los siguientes aspectos: A) Control de cada uno de los procesos de ferralla: enderezado, doblado, corte y soldadura. B) Ensayos e inspecciones para el autocontrol de las armaduras elaboradas y/o de la ferralla armada. Como mínimo se han de efectuar las siguientes comprobaciones: a. Validación del proceso de enderezado. b. Validación del proceso de corte. c.
Validación del proceso de doblado.
d. Validación del procedimiento de soldadura. Tanto en las instalaciones pertenecientes a la obra como en las ajenas a la misma debe haber un laboratorio propio o contratado que efectúe los ensayos correspondientes al control de producción. Validación del proceso de enderezado La validación del proceso de enderezado se efectúa mediante la realización de ensayos de tracción para cada máquina enderezadora sobre muestras tomadas antes y después del proceso, comprobando que la máxima variación que se produce en la deformación bajo carga máxima no es superior al 3 % 5, admitiéndose procesos que presenten una variación de este valor de hasta el 3 % Esta comprobación se ha de efectuar mensualmente sobre un diámetro de cada una de las series —fina, media o gruesa— con las que trabaje la máquina.
El diámetro objeto de ensayo ha de irse alternando de manera que con el tiempo se tengan resultados de todos los diámetros procesados por cada máquina.
5
La Instrucción señala, en su artículo 69.3.2 que la máxima variación del alargamiento bajo carga máxima, max no debe ser superior a 2,5 % pero admite que pueden existir variaciones producidas por la forma de la preparación de la probeta, por lo que admite un 0,5 % adicional de variación siempre que se cumplan los valores de especificación de la armadura recogidos en el artículo 33º.
89
ACHE La Instrucción indica que también ha de medirse la variación de la altura de corruga que se produce, para comprobar que se cumplen los valores indicados en el certificado de homologación de adherencia, o que se mantiene el valor especificado del área proyectada de corruga, fR. Validación del proceso de corte La validación del proceso de corte se efectúa comprobando que se respetan las tolerancias establecidas por el proyecto o, en su defecto, por los valores indicados en la Instrucción que se recogen en la Tabla 7.3. Estos últimos valores son menos restrictivos que los indicados en la norma UNE 36831, tal y como puede observarse en la Tabla 7.4. Semanalmente deben efectuarse, al menos, 5 comprobaciones por máquina de corte automático. En el caso de máquinas manuales deberán efectuarse 5 comprobaciones semanales por cada operador que trabaje con ella.
Tabla 7.3.- Tolerancias geométricas de las armaduras elaboradas, según la Instrucción EHE-08
Dimensión
Elemento
Condiciones Para L 6.000 mm
Barras rectas y dobladas
- 20 mm L 50 mm Para L > 6.000 mm - 30 mm L 50 mm Para 25 mm - 16 mm L 16 mm
Longitud
Para > 25 mm Estribos y cercos
-24 mm L 20 mm Diferencia entre longitudes de las ramas (1) L1 – L2 10 mm
Ángulo de doblado
(1)
90
Ganchos, patillas, ganchos en U y barras dobladas
-5º 5º
Monografía M-24 Tabla 7.4.- Tolerancias geométricas de las armaduras elaboradas, según la norma UNE 36831
Dimensión
Elemento Corte de barras
Condiciones L6m
20 mm
L>6m
+ 20 mm - 30 mm
LI 6 m
20 mm
Li > 6 m
30 mm
L7 6 m
20 mm
L7 > 6 m
+ 20 mm - 30 mm
L1m
10 mm
1m
+ 12 mm - 16 mm
L>2m
+ 16 mm - 20 mm
Cotas en general de barras
Longitud
Canto de la pieza
Cercos y estribos 25 mm
Li
16 mm
D
15 mm
L1 – L2 10 Li
+ 20 mm - 24 mm
D
+ 20 mm - 24 mm
> 25 mm L1 – L2 10
Radios de doblado
Radios
25 mm
15 mm
> 25 mm
25 mm
91
ACHE Validación del proceso de doblado El proceso de doblado también ha de ser objeto de autocontrol continuo por parte de la instalación de ferralla. Así, se comprobarán, semanalmente, mediante la aplicación de plantillas de doblado, los correspondientes valores de los radios de doblado reales sobre al menos cinco armaduras por máquina (ver tolerancias en Tabla 7.4).
Validación del procedimiento de soldadura En los casos en los que se aplique soldadura de atado para la formación de la ferralla armada, dicho proceso de soldadura ha de ser también validado trimestralmente de acuerdo con lo expuesto en el apartado 7.1 de la Norma UNE 36832.
Uniones en cruz En el caso más habitual, en el que las uniones de montaje sean uniones en cruz, la validación se efectuará sobre la combinación resultante del diámetro más grueso y más fino de los que se vayan a unir. Para ello se prepararán 3 probetas ensayando a tracción el diámetro más fino y comprobando que no se produce una baja superior al 10 % en la carga de rotura y en el alargamiento de rotura con respecto a la media determinada sobre tres probetas de ese mismo diámetro, procedentes de la misma barra que se haya utilizado para obtener las probetas soldadas, y en ningún caso por debajo del valor nominal. Uniones por solape Cuando las uniones se efectúen por solape la verificación del proceso de soldadura ha de efectuarse sobre dos combinaciones: entre los diámetros más gruesos a soldar y entre el diámetro más fino y más grueso. Para cada combinación han de prepararse tres uniones y someterlas a ensayo de tracción. El resultado se considerará conforme si la rotura se produce fuera de la zona de solape. En el caso de que la rotura se produjera en la zona soldada el procedimientos se considerará validado si el valor de la carga de rotura no presenta una baja superior al 10 % con respecto al valor medio obtenido sobre tres probetas del diámetro más fino, procedentes de la misma barra que se haya utilizado para obtener las probetas soldadas, y en ningún caso por debajo del valor nominal. Ensayos continuos de autocontrol Además, la norma UNE 36832 indica que es preciso realizar un autocontrol continuo del proceso de soldadura con una frecuencia de ensayos función de la cantidad de soldaduras realizadas, tal y como se indica en la Tabla 7.5. En el caso de que se registrase algún fallo en las comprobaciones que se efectúen, se debe interrumpir el proceso de soldadura y proceder a la revisión completa de los parámetros de la misma (intensidad, voltaje, tipo de gas, tipo de electrodo, operario, etc.)
92
Monografía M-24 Tabla 7.5.-
Frecuencia de ensayos para uniones no resistentes (UNE 36832). Número de muestras por unión soldada
Proceso de soldadura
Tracción Arco manual o con gas de protección
1)
Tipo de unión soldada En cruz
1 / 3.000
Por solape
1 / 3.000
En cruz
1 / 3.000
Por solape
3 / 3.000
2)
Doblado 1 / 3.000 3) —
2)
1 / 3.000 3)
Eléctrica por puntos —
1) A realizar por cada soldador en la posición más compleja que pueda presentarse en la fabricación. 2) Ensayo de tracción a realizar sobre la barra más fina. 3) Ensayo de doblado sobre la barra más gruesa.
Control de recepción A la llegada de los productos de acero para hormigón se ha de efectuar el control de recepción de los mismos en los términos descritos en el capítulo 8 de esta monografía. En el caso de instalaciones ajenas a la obra las labores de recepción deben ser efectuadas por el responsable correspondiente, debiendo quedar perfectamente documentada el resultado de la misma, mientras que en las instalaciones pertenecientes a la obra esta labor corresponde a la Dirección Facultativa o en quién ésta delegue (normalmente una entidad de control contratada al efecto). En el primero de los supuestos esta actuación es fundamental como soporte del certificado de garantía del producto suministrado que debe emitir la instalación de ferralla al final del suministro.
7.4.2. Recomendaciones para una correcta ejecución de las armaduras en taller Las recomendaciones más importantes para la correcta ejecución de las armaduras en taller, una vez se dispone de los croquis de despiece de las armaduras, se basan en tres puntos fundamentales que se exponen a continuación: 1. Al efectuar cada uno de los tipos de armaduras elaboradas (cada forma) hay que comprobar, una vez ejecutada la primera pieza, que sus dimensiones son las adecuadas en relación con la hoja de despiece. Para ello, hay que medir las características de las piezas (longitudes de sus lados, radios de doblado, longitudes de las patillas o ganchos si los lleva, etc.) y comprobar que dichas mediciones están dentro de las tolerancias establecidas por el proyecto o, en su defecto, admitidas por la Instrucción EHE-08 al respecto (ver Tabla 7.1). Las tolerancias se han de aplicar a las cotas indicadas en los planos o en las planillas de despiece, según corresponda. Si una dimensión o posición fuera susceptible de que le correspondiesen varias tolerancias, se debe aplicar la más restrictiva, es decir la menor. En el caso de dimensiones fraccionadas que formen parte de una dimensión total, las tolerancias deben interpretarse individualmente no siendo acumulativas. 2. Al considerar el número de piezas de un tipo y dimensiones determinadas, hay que considerar que nunca podrá ser inferior al mínimo que se obtiene de las indicaciones del proyecto. 3. Cuando se utilizan máquinas automáticas para la realización de las formas, normalmente se parte de acero en forma de rollo y, las máquinas deberán estar puestas a punto de forma correcta y se han de realizar las comprobaciones expuestas en el apartado 7.4.
93
ACHE El armado de las armaduras elaboradas se realiza en muchas ocasiones en la instalación de ferralla, ya sea en taller externo a la obra o en el dispuesto en la misma, pudiéndose emplear para ello el atado con alambre o la soldadura no resistente. Cuando se realicen operaciones de pre-armado los elementos auxiliares empleados para ello (barras o alambres, en general) no se deben tener en cuenta como sección de armadura, y su posición debe quedar de tal manera que respeten los valores establecidos para el recubrimiento con el fin de evitar que puedan ser el origen de un proceso de corrosión. Los puntos de atado de la armadura deben ser los necesarios para garantizar la posición de cada uno de los elementos que la forman durante el transporte, en su caso, y la colocación en el interior de los encofrados, pudiendo resistir las acciones que posteriormente se van a producir durante el hormigonado. El número y localización de los puntos de atado depende del tipo de elemento. 7.4.3 Armado de losas y placas En el armado de losas y placas se deben atar todos los cruces de barras en el perímetro exterior de la zona a armar. Cuando las barras de la armadura principal tengan un diámetro inferior a 12 mm deberán atarse de forma alternativa en los puntos de cruce del resto del panel. Si su diámetro es mayor, los puntos de unión también serán alternativos pero la distancia entre ellos no debe ser mayor a 50 veces el diámetro de la barra.
Figura 7.3.- Atado en losas y placas.
94
Monografía M-24 7.4.4 Armado de pilares y vigas En el armado de pilares y vigas cada cruce de esquina de los estribos con la armadura principal debe atarse. El resto de las barras deben atarse a los estribos a distancias no superiores a 50 veces el diámetro de las barras longitudinales. Cuando haya estribos múltiples formados por estribos simples, éstos deben atarse entre sí.
Figura 7.4.- Atado de estribos y armadura principal en vigas y pilares.
7.4.5 Armado de muros En el caso de muros ejecutados in situ se deben atar las barras en intersecciones alternadas. Los muros prefabricados, que por lo general se fabrican en posición horizontal, se han de tratar como si se tratara de losas.
Figura 7.5.- Atado en muros ejecutados in situ.
95
ACHE
96
Monografía M-24
8. El control de calidad 8.1. GENERALIDADES Los materiales y los productos de construcción que se incorporen con carácter permanente a las estructuras deben presentar las características suficientes para que la estructura cumpla las exigencias de establecidas para ella en la Instrucción EHE-08. Para poder efectuar esta comprobación, la Instrucción establece unos criterios mínimos recogidos en el Título 8º de la misma. Además, en el propio proyecto de la estructura se deben indicar las características técnicas mínimas que deben cumplir los productos, equipos y sistemas que se incorporen de forma permanente a la estructura proyectada, así como sus condiciones de suministro, las garantías de calidad y el control de recepción que deba realizarse. Para facilitar la consecución de este requisito, la Instrucción contempla la vía de utilización de distintivos voluntarios de calidad que cumplan unas determinadas exigencias, que presenten unas mayores garantías técnicas y de trazabilidad de los productos y sistemas, y que estén bajo la supervisión de una Administración responsable en el ámbito de la construcción (edificación y/o obra civil) que vele por el mantenimiento en el tiempo de estas garantías. Estos distintivos se denominan “oficialmente reconocidos” y el autor del proyecto puede prescribir su empleo en el Pliego de Prescripciones Técnicas Particulares, o bien la Dirección Facultativa exigir su utilización durante la ejecución de la misma aún en el caso de que no se hubiera indicado nada al respecto en el proyecto. 8.1.1. Criterios generales del control La Dirección Facultativa debe, en representación de la Propiedad, efectuar las comprobaciones de control suficientes que le permitan asumir la conformidad de la estructura con los requisitos básicos para los que ha sido concebida y proyectada. Durante la ejecución de las obras, la Dirección Facultativa ha de llevar a cabo una serie de controles cuya finalidad es alcanzar un determinado nivel de garantía para el usuario. Para ello, durante el control se efectúan dos labores fundamentales: a) Identificar las obligaciones de cada uno de los agentes intervinientes (que se materializa mediante un control documental y la exigencia de certificados firmados por persona física). b) La aplicación de determinados criterios de control que permitan asumir el cumplimiento de las especificaciones establecidas en el proyecto (en el caso de los productos estos controles son de tipo experimental a través de ensayos). Atendiendo al momento en el que se efectúa el control, podemos dividir éste en tres fases, de las cuales vamos a describir tan sólo la primera en este apartado: -
Control de la conformidad de los productos que se suministran a la obra.
-
Control de la ejecución de la estructura.
-
Control de la estructura terminada.
En el caso de los productos (como por ejemplo los aceros o las armaduras) los criterios definidos para su aceptación están definidos de forma que se logre mantener un valor suficientemente bajo de la probabilidad global, 0, de aceptar un lote no conforme con la especificación definida en el proyecto, concepto que se conoce en términos estadísticos como “riesgo global del usuario o consumidor”.
97
ACHE Una forma de comprobar que se respetan los valores de 0 es la realización de los ensayos contemplados en la recepción de los productos a la obra. Otra vía es establecer unos controles de producción estrictos, auditados por tercera parte, que permitan garantizar esta probabilidad, pudiendo prescindir totalmente de los ensayos de recepción o reducir éstos a meros controles de identificación. Esta segunda vía presenta la ventaja de liberar a la Dirección Facultativa de exhaustivos planes de control y ensayo, y es el mecanismo desarrollado por la Instrucción para los Distintivos de calidad Oficialmente Reconocidos (DOR). Por último, para garantizar la independencia necesaria del control y, por tanto, su eficacia, se recomienda que su coste sea asumido directamente por la Propiedad y no a través de la actividad controlada (como por ejemplo a través del constructor). 8.1.2. Definiciones Partida Cantidad de producto de la misma designación y procedencia contenido en una misma unidad de transporte (contenedor, cuba, camión, etc.) y que se recibe en la obra o en el lugar destinado para su recepción. Remesa Conjunto de productos (por ejemplo, armaduras pasivas) de la misma procedencia, identificados individualmente, contenidos en una misma unidad de transporte (contenedor, camión, etc.) y que se reciben en el lugar donde se efectúa la recepción. Acopio Cantidad de material o producto, procedente de una o varias partidas o remesas, que se almacena conjuntamente tras su entrada en la obra, hasta su utilización definitiva. Lote de material o producto Cantidad de material o producto que se somete a recepción en su conjunto. Lote de ejecución Parte de la obra, cuya ejecución se somete a aceptación en su conjunto. Unidad de inspección Conjunto de las actividades, correspondientes a un mismo proceso de ejecución, que es sometido a control para la recepción de un lote de ejecución.
8.1.3. Distintivo de calidad Oficialmente Reconocido (DOR) Distintivo voluntario de calidad que presenta un nivel de garantía adicional al reglamentariamente exigido. Se encuentra bajo la supervisión de una Administración competente en el ámbito de la construcción que vela por el mantenimiento de este nivel de garantía y que efectúa su reconocimiento a los efectos de la Instrucción EHE-08 y de acuerdo con las bases técnicas definidas por ésta en su Anejo 19.
98
Monografía M-24 8.1.4. Conformidad de los productos La comprobación de que las características técnicas de los productos cumplen las exigencias establecidas en el proyecto se lleva a cabo en el control de recepción de los mismos. El control de recepción consta de dos partes: a) Un control de la documentación de los suministros que llegan a la obra. b) Un control de las características de los productos que puede realizarse mediante distintivos de calidad, o bien mediante ensayos. En el caso de productos con marcado CE la comprobación de su conformidad se efectúa mediante la verificación de que los valores declarados en los documentos que acompañan al citado marcado CE permiten deducir el cumplimiento de las especificaciones indicadas en el proyecto y, en su defecto, en la Instrucción EHE-08. En cualquier caso, ni los aceros corrugados para hormigón ni las armaduras pasivas están obligados en estos momentos a disponer del marcado CE para su comercialización. En cualquier caso, la Dirección Facultativa, en el uso de sus atribuciones, puede disponer en cualquier momento la realización de comprobaciones o ensayos adicionales sobre las remesas o las partidas de productos suministrados a la obra o sobre los empleados para la elaboración de los mismos. 8.1.4.1. Control documental de los suministros Los suministradores deben entregar al Constructor la documentación que a continuación se indica en función de la fase que se señala: a) Antes del suministro: -
Los documentos de conformidad o autorizaciones administrativas exigidas reglamentariamente, incluida cuando proceda la documentación correspondiente al marcado CE de los productos de construcción.
-
En el caso de que el producto esté en posesión de un DOR, se deberá presentar una declaración firmada del suministrador indicando que éste se encuentra vigente en ese momento.
b) Durante el suministro: -
Las hojas de suministro de cada partida o remesa,
c) Después del suministro: -
Un certificado de garantía del producto suministrado, firmado por el suministrador.
8.1.4.2. Control de recepción mediante distintivos de calidad Los suministradores entregarán al constructor, quien la facilitará a la Dirección Facultativa, una copia compulsada por persona física de los certificados que avalen que los productos suministrados están en posesión de un DOR. Antes del inicio del suministro, la Dirección Facultativa valorará si la documentación aportada es suficiente para la aceptación del producto suministrado o, en su caso, qué comprobaciones deben efectuarse. 8.1.4.3. Control de recepción mediante ensayos En determinados casos puede ser necesaria la realización de ensayos para verificar el cumplimiento de las exigencias básicas de los productos, bien porque lo establezca la Instrucción EHE-08, porque lo especifique el proyecto, o bien porque así lo ordene la Dirección Facultativa.
99
ACHE En el caso de que se realicen ensayos, las entidades de control y/o los laboratorios de control de calidad entregarán los resultados al agente autor del encargo y, en todo caso, a la Dirección Facultativa. Los resultados irán acompañados de la incertidumbre de medida para un determinado nivel de confianza, así como la información relativa a las fechas, tanto de la entrada de la muestra en el laboratorio como de realización de los ensayos. 8.1.5. Documentación y trazabilidad Todas las actividades relacionadas con el control deben quedar documentadas en los correspondientes registros, físicos o electrónicos, incluyéndose en la documentación final de la obra. En particular: -
Los registros estarán firmados por la persona física responsable de llevar a cabo la actividad de control y, en el caso de estar presente, por la persona representante del suministrador del producto o de la actividad controlada.
-
Las hojas de suministro estarán firmadas, en representación del suministrador, por persona física con capacidad suficiente.
Además, la Instrucción EHE-08 considera imprescindible mantener las responsabilidades ligadas a cada actividad, por lo que debe ponerse especial cuidado en el mantenimiento de la trazabilidad durante cada una de las operaciones que se lleven a cabo en la obra, durante la recepción de los productos y en la transformación de los mismos.
8.2. CONTROL DEL ACERO PARA ARMADURAS PASIVAS Los aceros corrugados destinados a la elaboración de armaduras para hormigón armado deben ser conformes con la Instrucción EHE-08 así como con la norma UNE-EN 10080. Hasta la entrada en vigor el marcado CE para productos de acero para hormigón, la demostración de dicha conformidad dependerá de que el acero en cuestión esté o no en posesión de un DOR.
8.2.1. Aceros sin Distintivo Oficialmente Reconocido (DOR) En este caso, las comprobaciones a efectuar dependerán de la cantidad de acero suministrado, tal y como se indica en la Tabla 8.1.
100
Monografía M-24 Tabla 8.1.- Ensayos de comprobación durante la recepción de aceros para armaduras pasivas
(Acero sin Distintivo Oficialmente Reconocido-DOR) Tamaño del suministro Criterio < 300 t
> 300 t
40 t
40 t
Ensayos por lote Sección equivalente Características geométricas del corrugado (2) Ensayo de doblado-desdoblado o doblado simple
2 2 2
2 2 2
Ensayo sobre cada diámetro Ensayo de tracción completo (3)
1
4
Informe de ensayos (4)
Informe de ensayos (4)
Informe de ensayos (5)
Informe de ensayos (5)
División del suministro en lotes (1)
Estructuras sometidas a fatiga Estructuras situadas en zona sísmica
(1) Mismo suministrador, fabricante, designación y serie. (2) Conforme a certificado de homologación de adherencia o al índice de corruga, según corresponda. (3) Determinación de límite elástico, fy, carga de rotura, fs, relación fs/fy, alargamiento de rotura, u, y alargamiento bajo carga máxima, max. (4) El informe de ensayos debe garantizar que el acero cumple las exigencias establecidas en el artículo 38.10 (soporta más de 2 millones de ciclos para una variación de tensión de 150 2 N/mm ), ha de tener una antigüedad inferior a un año, y ser emitido por un laboratorio acreditado o perteneciente a un Centro Directivo de las Administraciones Públicas. (5) El informe de ensayos debe garantizar que el acero cumple las exigencias establecidas en el artículo 32 (soportar 3 ciclos completos de deformación alternativa sin presentar daños), ha de tener una antigüedad inferior a un año, y ser emitido por un laboratorio acreditado o perteneciente a un Centro Directivo de las Administraciones Públicas.
En suministros de más de 300 toneladas el suministrador puede optar por facilitar un certificado de trazabilidad, firmado por persona física, en la que se declaren los fabricantes y coladas correspondientes a cada parte del suministro, junto con una copia del certificado del control de producción de cada fabricante en el que se recojan los resultados de los ensayos mecánicos y químicos obtenidos para cada colada. En este caso, se han de efectuar ensayos de contraste de la trazabilidad de la colada mediante la determinación de las características químicas de la misma sobre uno de cada cuatro lotes, con un mínimo de cinco ensayos, que se entenderá que son aceptables cuando su composición química presente unas variaciones, respecto de los valores del certificado de control de producción, que sean conformes con los siguientes criterios: %C ensayo %Ceq ensayo %P ensayo %S ensayo %N ensayo
= = = = =
%C certificado %Ceq certificado %P certificado %S certificado %N certificado
±0,03 ±0,03 ±0,008 ±0,008 ±0,002
101
ACHE Una vez comprobada la trazabilidad de las coladas y su conformidad respecto a las características químicas, se procederá a la división en lotes, correspondientes a cada colada, serie y fabricante, cuyo número no podrá ser en ningún caso inferior a 15. Para cada lote, se tomarán dos probetas sobre las que se efectuarán los siguientes ensayos: -
Sección equivalente.
-
Características geométricas del corrugado, conforme al certificado homologación de adherencia, o al índice de corruga, según corresponda.
-
Ensayo de doblado-desdoblado, o alternativamente el ensayo de doblado simple, comprobando la ausencia de grietas después del ensayo.
-
Ensayo de tracción completo determinando el límite elástico, la carga de rotura, la relación entre ambos, el alargamiento bajo carga máxima y el alargamiento en rotura.
de
Se aceptará el lote en el caso de no detectarse ningún incumplimiento de las especificaciones indicadas en el artículo 32º. En caso contrario, si únicamente se detectaran no conformidades sobre una única muestra, se tomará una serie adicional de cinco probetas correspondientes al mismo lote, sobre las que se realizará una nueva serie de ensayos o comprobaciones en relación con la propiedad sobre la que se haya detectado la no conformidad. En el caso de aparecer algún nuevo incumplimiento, se procederá a rechazar el lote.
8.2.2. Aceros con Distintivo Oficialmente Reconocido (DOR) En este caso, la demostración documental fehaciente de que dicho acero está en posesión de un DOR es el único requisito a verificar (ver apartado 8.2.3.). Obviamente, habrá que comprobar de forma directa, sobre el material suministrado, que el mismo se corresponde de forma inequívoca con el amparado por el Distintivo Oficialmente Reconocido (DOR).
8.2.3. Control documental
8.2.3.1 Documentación previa al suministro Cuando se encuentre en vigor el marcado CE para productos de acero para hormigón deberá entregarse la documentación exigida por el mismo. Hasta entonces, la documentación previa a aportar será distinta en función de que el acero se encuentre o no en posesión de un DOR (Distintivo Oficialmente Reconocido). 8.2.3.1.1. Aceros en posesión de un DOR (Distintivo de calidad Oficialmente Reconocido) Los aceros que estén en posesión de un distintivo de calidad oficialmente reconocido y, por tanto, susceptibles de ser objeto de unas consideraciones especiales en materia de control, deberán aportar la siguiente documentación previa al suministro:
102
Identificación de la entidad certificadora.
Logotipo del distintivo de calidad.
Identificación del fabricante.
Alcance del certificado.
Garantía que queda cubierta por el distintivo.
Monografía M-24
Número de certificado.
Fecha de expedición del certificado.
Copia compulsada por persona física de los certificados que avalen que el distintivo de calidad está oficialmente reconocido.
8.2.3.1.2. Aceros sin DOR (Distintivo de calidad Oficialmente Reconocido) Además de los documentos generados por la aplicación del control expuesto en el apdo. 8.2.1. la documentación previa al suministro del acero para armaduras pasivas que no disponga de un distintivo de calidad, o que disponiendo de éste no se haya reconocido oficialmente por un Organismo de una Administración competente en materia de construcción, es la siguiente:
Certificado de ensayo6 que garantice el cumplimiento de todas las especificaciones referidas en el artículo 32º de la Instrucción EHE-08, emitido por un laboratorio acreditado o perteneciente a una Administración competente en materia de construcción. En él debe figurar el nombre del laboratorio y la fecha de emisión.
En su caso, el certificado deberá incluir también:
o
Certificado del ensayo de doblado-desdoblado.
o
Certificado del ensayo de doblado simple.
o
Certificado de fatiga y de deformación alternativa (sólo para aceros SD).
Certificado de homologación de adherencia, en su caso, en el que conste: o
La marca comercial del acero.
o
La forma de suministro: barra o rollo.
o
Los límites admisibles de variación de las características geométricas de los resaltos.
En el caso de que el acero para armaduras pasivas esté en posesión de un DOR, no es necesario aportar esta documentación, a menos que la solicite la Dirección Facultativa.
8.2.3.2. Documentación durante el suministro Con la entrega de cualquier material o producto, el Suministrador proporcionará una hoja de suministro en la que se recogerá, como mínimo, la información que a continuación se detalla: -
Identificación del suministrador.
-
Número de identificación del certificado de homologación de adherencia, en su caso.
-
Número de serie de la hoja de suministro.
-
Nombre de la fábrica.
-
Identificación del peticionario.
-
Fecha de entrega.
-
Cantidad de acero suministrado clasificado por diámetros y tipos de acero.
6
La Instrucción EHE-08 no especifica la intensidad de muestreo, el número de ensayos o las condiciones de aceptación o rechazo en estos casos.
103
ACHE -
Diámetros suministrados.
-
Designación de los tipos de aceros suministrados.
-
Forma de suministro (barra o rollo).
-
Identificación del lugar de suministro.
8.3. CONTROL DE LAS ARMADURAS PASIVAS La conformidad de las armaduras pasivas, preparadas en obra o procedentes de una instalación industrial ajena a la misma, con lo establecido en el proyecto se comprobará durante su recepción en la obra, e incluirá su comportamiento en relación con las características mecánicas, las de adherencia, las relativas a su geometría y cualquier otra característica que establezca el pliego de prescripciones técnicas particulares o decida la Dirección Facultativa. 8.3.1. Criterios generales para el control de las armaduras pasivas 8.3.1.1. Armaduras normalizadas La conformidad de las armaduras normalizadas, se comprobará mediante: a) La posesión de un DOR. b) La realización de comprobaciones experimentales siguiendo los mismos criterios descritos para el acero incluyendo:
-
2 ensayos por lote para comprobar la carga de despegue del nudo soldado.
-
Comprobación de la geometría sobre 4 elementos por lote.
Además, la Dirección Facultativa rechazará el empleo de armaduras normalizadas que presenten un grado de oxidación que pueda afectar a sus condiciones de adherencia, bien porque tras un cepillado enérgico se aprecia una pérdida en peso superior al 1%, o bien una pérdida de altura de corruga que quede fuera de los límites establecidos (por el certificado de adherencia o el índice de corrugas). 8.3.1.2. Armaduras elaboradas y ferralla armada El control de recepción se aplicará también tanto a las armaduras elaboradas, como en su caso, a la ferralla armada que se reciba en la obra procedente de una instalación industrial ajena a la misma, así como a cualquier armadura que se prepare directamente por el Constructor en la propia obra. En el caso de armaduras elaboradas o de ferralla armada el control de recepción se aplica con independencia del lugar donde éstas se hayan elaborado. Tanto si proceden de instalaciones ajenas a la obra, como pertenecientes a la misma el elaborador de éstas deberá comunicar a la Dirección Facultativa su programa de fabricación a la vista del programa de obra previamente comunicado, con el objeto de posibilitar la realización de las actividades de toma de muestras y de comprobación que, preferiblemente, deben efectuarse en la propia instalación.
104
Monografía M-24 Toma de muestras La Dirección Facultativa, por sí misma o a través de una entidad de control de calidad, efectuará la toma de muestras en la instalación donde se esté elaborando la armadura, sobre las partidas destinadas a la obra. Las muestras han de ser representativas de las armaduras destinadas a la obra, debiéndose corresponder con el despiece del proyecto, y en cantidad suficiente para la realización de la totalidad de comprobaciones y ensayos prescritos. Una vez precintadas e identificadas se enviarán para su ensayo al laboratorio de control. Además de las muestras de control pueden tomarse muestras preventivas y de contraste, en el caso de que el representante del elaborador de la armadura (Suministrador o Constructor) así lo demande. En general, el lote sobre el que se efectúa el control experimental de las armaduras, se define de acuerdo a las siguientes condiciones: -
Tamaño no superior a 30 toneladas.
-
Formado por remesas consecutivas suministradas a obra desde la misma instalación de ferralla, en el caso de que ésta no pertenezca a la obra.
-
Las armaduras elaboradas en instalaciones de la obra durante un mes.
-
Elaboradas con el mismo tipo de acero y forma de producto: barra o rollo.
Tabla 8.2.- Control experimental de las armaduras elaboradas o la ferralla armada Armadura elaborada o ferralla armada Control experimental Con DOR
Con soldadura
Sin soldadura
2 x serie 8 x lote (3) 8 x lote (3)
2 x serie — —
Características mecánicas
Ensayo de tracción (1) (2)
Doblado simple desdoblado
o
doblado-
NO
Características de adherencia (4)
NO
2 x diámetro
Características geométricas (5)
NO
15 unidades/lote
(1) Si el acero empleado está en posesión de un DOR el número de ensayos se reduce a la mitad. (2) Estos ensayos no son precisos si la armadura no ha empleado procesos de soldadura ni de enderezado. (3) De cada lote se toman 4 muestras correspondientes a las combinaciones más representativas del proceso de soldadura. Se ensayan 2 probetas por muestra correspondientes a los diámetros menores, en el ensayo a tracción, y a los diámetros mayores, en el ensayo de doblado. (4) Esta comprobación no es obligatoria si la elaboración no incluye procesos de enderezado. (5) Las comprobaciones incluyen:
Correspondencia con lo indicado en proyecto y en hoja de suministro de diámetros y tipos de acero, y en el caso de ferralla armada, además, del número de elementos de armadura.
Alineación de elementos rectos, dimensiones y diámetros de doblado.
Conformidad de la distancia entre barras, en el caso de ferralla armada.
105
ACHE El acta de toma de muestras ha de reflejar, al menos:
Identificación del producto.
Fecha, hora y lugar de la toma de muestras.
Identificación y firma de los responsables presentes en la toma.
Identificación del material o producto del que se extraigan las muestras.
Número, tamaño y código de las muestras obtenidas.
Realización de los ensayos Los ensayos que se efectúen sobre las armaduras han de efectuarse conforme a los procedimientos contemplados en la Instrucción EHE-08, a lo establecido en el Pliego de Prescripciones Técnicas del proyecto, o de acuerdo con las indicaciones de la Dirección Facultativa. Tabla 8.3.- Ensayos para la comprobación de la conformidad de las armaduras pasivas Armadura normalizada Armadura elaborada
Comprobación Características mecánicas Doblado-desdoblado simple (1)
y
doblado
Características de adherencia Características geométricas
Malla electrosoldada
Armadura básica
UNE-EN 15630-1
UNE-EN 15630-2
UNE-EN 15630-2
UNE-EN 15630-1
UNE-EN 15630-2
UNE-EN 15630-2
UNE-EN 15630-1
UNE-EN 15630-1
UNE-EN 15630-1
Dimensiones longitudinales con una resolución de medida no inferior a 1,0 mm.
Diámetros reales de doblado mediante la aplicación de las correspondientes plantillas de doblado.
Alineaciones geométricas con una resolución de medida no inferior a 1º.
(1) Sobre los mandriles indicados en UNE-EN 10080 (ver Tabla 2.3 del apartado 2).
Criterios de aceptación o rechazo de los lotes sometidos a control Si los resultados de ensayo son conformes con las especificaciones de la Instrucción EHE-08 y del proyecto se acepta el lote. De no ser conformes los resultados de ensayo de las características mecánicas y de adherencia, se debe efectuar una nueva toma de muestras y repetir los ensayos. Si de nuevo éstos no son conformes, se rechaza el lote. En el caso de producirse un incumplimiento en la comprobación de las características geométricas, se desechará la armadura objeto de incumplimiento y se revisará toda la remesa. Si no hubiese más incumplimientos se acepta la remesa y se repone la armadura defectuosa. En caso contrario, se rechaza toda la remesa. Por otro lado, si las armaduras presentan un grado de oxidación que pueda afectar a sus condiciones de adherencia no se aceptarán hasta no comprobar que tras el cepillado de las mismas mediante cepillo de púas de alambre la pérdida de peso de la probeta de barra, malla electrosoldada o armadura básica electrosoldada en celosía, es inferior al uno por ciento, y que no se incumplen los límites establecidos para la adherencia con el hormigón.
106
Monografía M-24 Comprobaciones adicionales en el caso de procesos de elaboración con soldadura resistente Cuando se emplee soldadura resistente para la elaboración de la armadura en obra es preceptivo la realización de ensayos de validación del proceso utilizado (apartado 7.2 de UNE 36832) así como la existencia de un control de ejecución intenso. Si el proceso se realiza en una instalación industrial ajena a la obra el proceso deberá estar en posesión de un DOR.
8.3.2. Control de comprobación de las instalaciones de ferralla por parte de la Dirección Facultativa Las instalaciones donde se elaboren las armaduras pueden ser inspeccionadas directamente por la Dirección Facultativa, o a través de una entidad de control de calidad designada por ella, con el objeto de comprobar su idoneidad para fabricar las armaduras que se requieren para la obra, antes de que comience a efectuar el suministro a la misma. Estas inspecciones:
Serán obligatorias en el caso de que la armadura se elabore en obra.
Potestativa, en el caso de que la armadura se elabore en una instalación ajena a la obra.
No serán necesarias en el caso de que las armaduras estén en posesión de un DOR.
En la Tabla 8.4 se exponen a título indicativo las comprobaciones a efectuar en el caso de realizarse la comprobación de las instalaciones de ferralla. Tabla 8.4.- Comprobaciones en instalaciones de ferralla Instalación o sistema
Comprobación
Almacenamiento de productos de acero
En zona adecuada que evite deterioros o contaminaciones.
Procedimiento de enderezado (1)
Se efectúa con equipos adecuados. No pueden emplearse para esta función máquinas dobladoras.
Procedimiento de corte
Cizallas manuales o máquinas automáticas de corte. Se prohíbe expresamente el uso de sopletes u otros procedimientos que alteren las características físico-metalúrgicas del material.
Procedimiento de doblado
Comprobar la existencia de mandriles adecuados.
Procedimiento de soldadura
Que se efectúa con equipos contemplados en UNE 36832: arco manual, arco con gas de protección ó soldadura eléctrica por puntos.
Procedimiento de armado
Existencia de máquinas auxiliares para la elaboración de la armadura (por ejemplo, disposición automática de estribos).
Sistema de trazabilidad
Con sistema de gestión de acopios, preferiblemente informatizado. Comprobar que está implantado, así como su funcionamiento.
Sistema de control de producción
Control interno de procesos
Ensayos e inspecciones de autocontrol
Documentación y registro
(1) Únicamente en el caso de emplearse acero corrugado suministrado en rollo.
107
ACHE 8.3.3. Control documental La Instrucción prevé la entrega de documentos identificativos y justificativos del cumplimiento de los requisitos prescritos en ella, de los productos, en este caso armaduras normalizadas, armaduras elaboradas y ferralla armada, en tres momentos claramente diferenciados: a) Antes de que comience el suministro. b) Durante el suministro. c) Después del suministro. Al igual que en al caso del acero, se prevén diferencias en función de que las armaduras pasivas estén o no en posesión de un Distintivo Oficialmente Reconocido (DOR) por lo que en cada apartado se exponen las diferencias entre uno y otro caso.
8.3.3.1. Documentación previa al suministro En el caso de armaduras en posesión de un distintivo oficialmente reconocido (DOR) — armaduras normalizadas, armaduras elaboradas y ferralla armada— y, por tanto, susceptibles de ser objeto de unas consideraciones especiales en materia de control, se deberá aportar la siguiente documentación sobre el DOR previa al suministro:
Identificación de la entidad certificadora.
Logotipo del distintivo de calidad.
Identificación del fabricante.
Alcance del certificado.
Garantía que queda cubierta por el distintivo.
Número de certificado.
Fecha de expedición del certificado.
Copia compulsada por persona física de los certificados que avalen que el distintivo de calidad está oficialmente reconocido.
En el caso de mallas electrosoldadas y armaduras básicas electrosoldadas en celosía, que no dispongan de un DOR, se debe adjuntar un certificado de garantía del fabricante firmado por persona física con representación suficiente y que abarque todas las características contempladas en la Instrucción EHE-08 para estos productos. En el caso de armaduras elaboradas según proyecto que no estén en posesión de un Distintivo Oficialmente Reconocido (DOR) el Suministrador o, en su caso, el Constructor, deberá presentar a la Dirección Facultativa una copia compulsada por persona física de la siguiente documentación: a) Certificados de cualificación del personal para la ejecución de soldaduras no resistentes avalando su formación específica para el procedimiento utilizado, en su caso. b) Certificados de homologación de soldadores, según UNE-EN 287-1 y del proceso de soldadura, según UNE-EN ISO 15614-1, cuando se empleen procesos de soldadura resistente. c) Certificado de homologación de adherencia, con una antigüedad no superior a 36 meses, en su caso.
108
Monografía M-24 Además, deberá presentar un certificado de garantía que contemple el cumplimiento de todas las especificaciones incluidas al respecto en la Instrucción EHE-08, al que se adjuntará un certificado de resultados de ensayos en el que figure: -
Nombre del laboratorio que ha efectuado los ensayos (acreditado o perteneciente a la Administración).
-
Fecha de emisión del certificado.
-
En su caso, certificado de ensayo de despegue de nudos, de doblado-desdoblado o de doblado simple.
En el caso de que el proceso de elaboración de la armadura o de la ferralla esté en posesión de un DOR, no será precisa la presentación de esta documentación.
En la Tabla 8.5 se resume la documentación necesaria en ambos casos (con o sin DOR).
Tabla 8.5.- Comprobaciones en instalaciones de ferralla Armadura pasiva Documentación
Con DOR (1)
Ferralla armada con soldadura
Normalizada
Resistente
No resistente
—
SÍ
SÍ
—
Certificado de homologación de soldadores, según UNE-EN 267-1
—
SÍ
—
—
Certificado del proceso de soldadura, según UNE-EN ISO 15614-1
—
SÍ
—
—
Certificado de homologación de adherencia (2)
—
SÍ
SÍ
SÍ
Certificado soldadores
(1) (2)
de
cualificación
de
Todo tipo de armadura pasiva. Únicamente en el caso de que el proyecto haya prescrito longitudes de anclaje y solape que precisen de este certificado. Su antigüedad no ha de ser superior a 36 meses.
8.3.3.2. Documentación durante el suministro Con la entrega de cualquier material o producto, el Suministrador proporcionará una hoja de suministro en la que se recogerá, como mínimo, la información que a continuación se detalla: -
Identificación del suministrador.
-
Número de serie de la hoja de suministro.
-
Nombre de la instalación de ferralla.
-
Identificación del peticionario.
-
Fecha y hora de entrega.
-
Identificación del acero utilizado.
-
Identificación de la armadura.
-
Identificación del lugar de suministro.
109
ACHE La Dirección Facultativa deberá comprobar que cada remesa de armaduras que se suministre a la obra: -
va acompañada de la correspondiente hoja de suministro.
-
se corresponde con la identificación del acero declarada por el fabricante y facilitada por el Suministrador de la armadura.
En caso de detectarse algún problema de trazabilidad, se procederá al rechazo de las armaduras afectadas por el mismo. Es importante destacar la circunstancia de que esta sencilla comprobación a la que hace referencia la Instrucción EHE-08 (artículo 88.5.2) es muy importante, pues verifica la trazabilidad y la información contenida en los albaranes de suministro. Dado que en la Instrucción EHE-08 no se dan criterios para la formación de lotes, número de elementos a controlar o criterios de aceptación o rechazo, se proponen a continuación unos criterios que pueden ser adoptados por la Dirección Facultativa para efectuar esta comprobación de una forma eficaz. Para el material suministrado correspondiente a cada hoja de suministro se han de realizar las siguientes comprobaciones: a) Armaduras elaboradas: se elegirán al azar cuatro formas distintas sobre las que se comprobarán los datos del fabricante del acero y su concordancia con lo indicado en la hoja de suministro. b) Ferralla armada: en este caso se elegirá al azar una de las armaduras sobre cuyos elementos se comprobarán, al menos en cuatro de ellos, los datos del fabricante del acero y su concordancia con lo indicado en la hoja de suministro. c) Armaduras normalizadas: se elegirá al azar un panel o una armadura básica sobre la que se comprobarán los datos del fabricante del acero y su concordancia con lo indicado en la hoja de suministro. En el caso de detectarse alguna discrepancia, se procederá a la elección al azar de un número doble de muestras sobre las que se efectuarán las mismas comprobaciones. Si de nuevo se detecta otra discrepancia, se rechazará el material suministrado.
8.3.3.3. Documentación al finalizar el suministro Una vez finalizado el suministro los Suministradores de armaduras pasivas, tanto elaboradas en la propia obra como en una instalación ajena a la misma, deben proporcionar un certificado final de suministro en el que se indique la totalidad de materiales o productos suministrados, debiendo mantener la trazabilidad de los mismos. El certificado debe indicar la conformidad de la totalidad de las armaduras con la Instrucción EHE-08, las cantidades reales suministradas correspondientes a cada tipo y su trazabilidad hasta los fabricantes del acero. Cuando el suministro se prolongue a lo largo de varios meses, se puede admitir un certificado mensual de las remesas suministradas durante ese periodo.
110
Monografía M-24
Figura 8.1.- Ejemplo de certificado final de suministro.
111
Related Documents

Ache - Armaduras Pasivas Ehe-08
January 2021 0
Armaduras
January 2021 0
Operaciones Pasivas
January 2021 1
Armaduras Planas
January 2021 0
Operaciones Pasivas
January 2021 1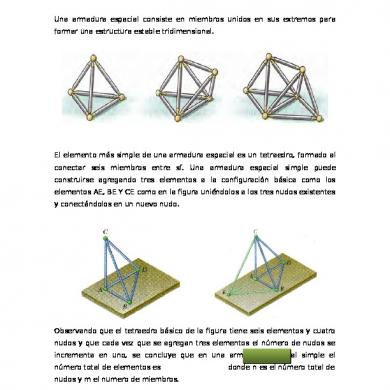
Armaduras Espaciales
January 2021 0More Documents from "Jose Chingay Nicolas"
Ache - Armaduras Pasivas Ehe-08
January 2021 0
